- Сварка
-
 Сварщик за работой
Сварщик за работой
Сварка — это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или пластическом деформировании.
Сварка применяется для соединения металлов и их сплавов, термопластов во всех областях производства и в медицине.
При сварке используются различные источники энергии: электрическая дуга, электрический ток, газовое пламя, лазерное излучение, электронный луч, трение, ультразвук. Развитие технологий позволяет в настоящее время осуществлять сварку не только в условиях промышленных предприятиях, но в полевых и монтажных условиях (в степи, в поле, в открытом море и т. п.), под водой и даже в космосе. Процесс сварки сопряжен с опасностью возгораний; поражений электрическим током; отравлений вредными газами; поражением глаз и других частей тела тепловым, ультрафиолетовым, инфракрасным излучением и брызгами расплавленного металла.
Содержание
- 1 Классификация сварки металлов[1]
- 2 Термический класс
- 3 Термомеханический класс
- 4 Механический класс
- 5 Сварка в искусстве
- 6 См. также
- 7 Примечания
- 8 Литература
- 9 Ссылки
Классификация сварки металлов[1]
ГОСТ 19521-74[2] устанавливает классификацию сварки металлов по основным физическим, техническим и технологическим признакам.
Физические признаки, в зависимости от формы энергии, используемой для образования сварного соединения, подразделяются на три класса:
- Термический класс: виды сварки, осуществляемые плавлением с использованием тепловой энергии.
- Термомеханический класс: виды сварки, осуществляемые с использованием тепловой энергии и давления.
- Механический класс: виды сварки, осуществляемые с использованием механической энергии и давления.
К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность сварки, степень механизации сварки.
Технологические признаки установлены ГОСТ 19521-74 для каждого способа сварки отдельно.
Термический класс
Сварочная дуга
Сварочной дугой называют длительный мощный электрический разряд в ионизированной среде. При этом начальная фаза среды может быть любой: твёрдой, например, сварочный флюс; жидкой, например, вода; газообразной, например, аргон; плазменной.
Температура в столбе сварочной дуги колеблется от 5000 до 12 000 К и зависит от состава газовой среды дуги, материала, диаметра электрода и плотности тока. Температуру приближенно можно определить по формуле, предложенной академиком АН УССР К. К. Хреновым: Tст = 810 × Uдейств, где Tст — температура столба дуги, K; Uдейств — действующий потенциал ионизации, V.
Электродуговая сварка

Источником теплоты является электрическая дуга, возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепи электросварочного аппарата. Сопротивление электрической дуги больше, чем сопротивление сварочного электрода и проводов, поэтому бо́льшая часть тепловой энергии электрического тока выделяется именно в плазму электрической дуги. Этот постоянный приток тепловой энергии поддерживает плазму (электрическую дугу) от распада.
Выделяющееся тепло (в том числе за счёт теплового излучения из плазмы) нагревает торец электрода и оплавляет свариваемые поверхности, что приводит к образованию сварочной ванны — объёма жидкого металла. В процессе остывания и кристаллизации сварочной ванны образуется сварное соединение. Основными разновидностями электродуговой сварки являются: ручная дуговая сварка, сварка неплавящимся электродом, сварка плавящимся электродом, сварка под флюсом, электрошлаковая сварка.
Сварка неплавящимся электродом
В англоязычной литературе известно как en:gas tungsten arc welding (GTA welding, TGAW) или tungsten inert gas welding (TIG welding, TIGW), в немецкоязычной литературе — de:wolfram-inertgasschweißen (WIG).
В качестве электрода используется стержень, изготовленный из графита или вольфрама, температура плавления которых выше температуры, до которой они нагреваются при сварке. Сварка чаще всего проводится в среде защитного газа (аргон, гелий, азот и их смеси) для защиты шва и электрода от влияния атмосферы, а также для устойчивого горения дуги. Сварку можно проводить как без, так и с присадочным материалом. В качестве присадочного материала используются металлические прутки, проволока, полосы.[3]
Полуавтоматическая сварка проволокой в защитных газах
В англоязычной иностранной литературе именуется как en:gas metal arc welding (GMA welding, GMAW), в немецкоязычной литературе — de:metallschutzgasschweißen (MSG). Разделяют сварку в атмосфере инертного газа (metal inert gas, MIG) и в атмосфере активного газа (metal active gas, MAG).
В качестве электрода используется металлическая проволока, к которой через специальное приспособление (токопроводящий наконечник) подводится ток. Электрическая дуга расплавляет проволоку, и для обеспечения постоянной длины дуги проволока подаётся автоматически механизмом подачи проволоки. Для защиты от атмосферы применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки вместе с электродной проволокой. Следует заметить, что углекислый газ является активным газом — при высоких температурах происходит его диссоциация с выделением кислорода. Выделившийся кислород окисляет металл. В связи с этим приходится в сварочную проволоку вводить раскислители (такие, как марганец и кремний). Другим следствием влияния кислорода, также связанным с окислением, является резкое снижение поверхностного натяжения, что приводит, среди прочего, к более интенсивному разбрызгиванию металла, чем при сварке в аргоне или гелии.
Ручная дуговая сварка
В англоязычной литературе именуется en:shielded metal arc welding (SMA welding, SMAW) или manual metal arc welding (MMA welding, MMAW).
Для сварки используют электрод с нанесённым на его поверхность покрытием (обмазкой).
При плавлении обмазки образуется защитный слой, отделяющий зону сварки от атмосферных газов (азота, кислорода), и способствующий легированию шва, повышению стабильности горения дуги, удалению неметаллических включений из металла шва, формированию шва и т. д. В зависимости от типа электрода и свариваемых материалов электросварка производится постоянным током обеих полярностей или переменным током.
Ручная (TIG) и полуавтоматическая (MIG, MAG) импульсная сварка алюминия является более сложным процессом, чем электродуговая сварка чёрных металлов. Причиной тому — уникальные свойства алюминиевых сплавов, за которые они и ценятся.
Сварка под флюсом
В англоязычной иностранной литературе именуется как SAW. В этом виде сварки конец электрода (в виде металлической проволоки или стержня) подаётся под слой флюса. Горение дуги происходит в газовом пузыре, находящемся между металлом и слоем флюса, благодаря чему улучшается защита металла от вредного воздействия атмосферы и увеличивается глубина проплавления металла.
Газопламенная сварка
 Газопламенная пайка
Газопламенная пайка Ацетилено-кислородное пламя (температура около 3150 °C в 2—3 мм от ядра)
Ацетилено-кислородное пламя (температура около 3150 °C в 2—3 мм от ядра) Сварщик, 1942 год
Сварщик, 1942 годИсточником теплоты является газовый факел, образующийся при сгорании смеси кислорода и горючего газа. В качестве горючего газа могут быть использованы ацетилен, МАФ, пропан, бутан, блаугаз, водород, керосин, бензин, бензол и их смеси. Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием сварочной ванны. Пламя может быть окислительным, «нейтральным» или восстановительным (науглероживающим), это регулируется соотношением кислорода и горючего газа.
- В последние годы[когда?] в качестве заменителя ацетилена применяется новый вид топлива — сжиженный газ МАФ (метилацетилен-алленовая фракция). МАФ обеспечивает высокую скорость сварки и высокое качество сварочного шва, но требует применения присадочной проволоки с повышенным содержанием марганца и кремния (СВ08ГС, СВ08Г2С). МАФ гораздо безопаснее ацетилена, в 2—3 раза дешевле и удобнее при транспортировке. Благодаря высокой температуре сгорания газа в кислороде (2927 °C) и высокому тепловыделению (20 800 ккал/м³), газовая резка с использованием МАФ гораздо эффективнее резки с использованием других газов, в том числе и ацетилена.
- Огромный интерес представляет использование для газовой сварки дициана, ввиду его весьма высокой температуры сгорания (4500 °C). Препятствием к расширенному применению дициана для сварки и резки является его повышенная токсичность. С другой стороны, эффективность дициана весьма высока и сравнима с электрической дугой, и потому дициан представляет значительную перспективу для дальнейшего прогресса в развитии газопламенной обработки. Пламя дициана с кислородом, истекающее из сварочной горелки, имеет резкие очертания, очень инертно к обрабатываемому металлу, короткое и имеющее пурпурно-фиолетовый оттенок. Обрабатываемый металл (сталь) буквально «течёт», и при использовании дициана допустимы очень большие скорости сварки и резки металла.
- Значительным прогрессом в развитии газопламенной обработки с использованием жидких горючих может дать применение ацетилендинитрила и его смесей с углеводородами ввиду самой высокой температуры сгорания (5000 °C). Ацетилендинитрил склонен при сильном нагреве к взрывному разложению, но в составе смесей с углеводородами гораздо более стабилен. В настоящее время производство ацетилендинитрила очень ограничено и стоимость его высока, но при развитии производства ацетилендинитрил может весьма ощутимо развить области применения газопламенной обработки во всех её областях применения.
Электрошлаковая сварка
Источником теплоты служит флюс, находящийся между свариваемыми изделиями, разогревающийся проходящим через него электрическим током. При этом теплота, выделяемая флюсом, расплавляет кромки свариваемых деталей и присадочную проволоку. Способ находит своё применение при сварке вертикальных швов толстостенных изделий.
Термитная сварка
В большинстве случаев термитная сварка относится к термическому классу. Тем не менее, встречаются технологические процессы, которые относятся к термомеханическому классу — например, термитно-прессовая сварка.
Плазменная сварка
Источником теплоты является плазменная струя, получаемая при ионизации рабочего газа в промежутке между электродами. Одним из электродов может быть само свариваемое изделие, либо оба электрода могут находиться в плазменной горелке — плазмотроне. Струя плазмы сжимается и ускоряется под действием электромагнитных сил, оказывая на свариваемое изделие как тепловое, так и газодинамическое воздействие. Помимо собственно сварки, этот способ часто используется для технологических операций наплавки, напыления и резки. Процесс плазменной резки основан на использовании воздушно-плазменной дуги постоянного тока прямого действия (электрод-катод, разрезаемый металл-анод). Сущность процесса заключается в местном плавлении и выдувании расплавленного металла с образованием полости реза при перемещении резака относительно разрезаемого металла.
Электронно-лучевая сварка
Источником теплоты является электронный луч, получаемый за счёт термоэлектронной эмиссии с катода электронной пушки. Сварка ведётся в высоком вакууме (10−3 — 10−4 Па) в вакуумных камерах. Известна также технология сварки электронным лучом в атмосфере нормального давления, когда электронный луч покидает область вакуума непосредственно перед свариваемыми деталями.
Сварка электронным лучом имеет значительные преимущества:
- Высокая концентрация ввода теплоты в изделие, которая выделяется не только на поверхности изделия, но и на некоторой глубине в объёме основного металла. Фокусировкой электронного луча можно получить пятно нагрева диаметром 0,0002 … 5 мм, что позволяет за один проход сваривать металлы толщиной от десятых долей миллиметра до 200 мм. В результате можно получить швы, в которых соотношение глубины провара к ширине до 20:1 и более. Появляется возможность сварки тугоплавких металлов (вольфрама, тантала и др.), керамики и т. д. Уменьшение протяженности зоны термического влияния снижает вероятность рекристаллизации основного металла в этой зоне.
- Малое количество вводимой теплоты. Как правило, для получения равной глубины проплавления при электронно-лучевой сварке требуется вводить теплоты в 4—5 раз меньше, чем при дуговой. В результате резко снижаются коробления изделия.
- Отсутствие насыщения расплавленного и нагретого металла газами. Наоборот, в целом ряде случаев наблюдается дегазация металла шва и повышение его пластических свойств. В результате достигается высокое качество сварных соединений на химически активных металлах и сплавах, таких как ниобий, цирконий, титан, молибден и др. Хорошее качество электронно-лучевой сварки достигается также на низкоуглеродистых, коррозионно-стойких сталях, меди и медных, никелевых, алюминиевых сплавах.
Недостатки электронно-лучевой сварки:
- Возможность образования несплавлений и полостей в корне шва на металлах с большой теплопроводностью и швах с большим отношением глубины к ширине;
- Для создания вакуума в рабочей камере после загрузки изделий требуется длительное время.
Лазерная сварка
Лазерная сварка двери автомобиляИсточником теплоты служит лазерный луч. Применяют лазерные установки всех видов. Высокая концентрация энергии, большая скорость лазерной сварки по сравнению с дуговыми способами, незначительное тепловое воздействие на околошовную зону вследствие высоких скоростей нагрева и охлаждения металла существенно повышают сопротивляемость большинства конструкционных материалов образованию горячих и холодных трещин. Это обеспечивает высокое качество сварных соединений из материалов, плохо свариваемых другими способами сварки.
Лазерную сварку производят на воздухе или в среде защитных газов: аргона, СО2. Вакуум, как при электронно-лучевой сварке, не нужен, поэтому лазерным лучом можно сваривать крупногабаритные конструкции. Лазерный луч легко управляется и регулируется, с помощью зеркальных оптических систем легко транспортируется и направляется в труднодоступные для других способов места. В отличие от электронного луча и электрической дуги на него не влияют магнитные поля, что обеспечивает стабильное формирование шва. Из-за высокой концентрации энергии (в пятне диаметром 0,1 мм и менее) в процессе лазерной сварки объём сварочной ванны небольшой, малая ширина зоны термического влияния, высокие скорости нагрева и охлаждения. Это обеспечивает высокую технологическую прочность сварных соединений, небольшие деформации сварных конструкций[4].
Стыковая сварка пластмасс оплавлением
Источником теплоты служит плоский нагревательный элемент, покрытый PTFE. Сварка делится на 5 этапов: нагрев под давлением, прогрев массы, вывод нагревательного элемента, сварка, затвердевание.
Сварка с закладными нагревателями
Применяется для сварки полиэтиленовых труб. Источником теплоты служит элементы сопротивления запаянные в сварной муфте. При сварке с закладными электронагревателями полиэтиленовые трубы соединяются между собой при помощи специальных пластмассовых соединительных деталей, имеющих на внутренней поверхности встроенную электрическую спираль из металлической проволоки. Получение сварного соединения происходит в результате расплавления полиэтилена на соединяемых поверхностях труб и деталей (муфт, отводов, тройников седловых отводов) за счёт тепла, выделяемого при протекании электрического тока по проволоке спирали, и последующем естественном охлаждении соединения.
Термомеханический класс
Контактная сварка
При сварке происходят два последовательных процесса: нагрев свариваемых изделий до пластического состояния и их совместное пластическое деформирование. Основными разновидностями контактной сварки являются: точечная контактная сварка, стыковая сварка, рельефная сварка, шовная сварка.
Точечная сварка
При точечной сварке детали зажимаются в электродах сварочной машины или специальных сварочных клещах. После этого между электродами начинает протекать большой ток, который разогревает металл деталей в месте их контакта до температур плавления. Затем ток отключается и осуществляется «проковка» за счёт увеличения силы сжатия электродов. Металл кристаллизуется при сжатых электродах и образуется сварное соединение.
Стыковая сварка
Заготовки сваривают по всей плоскости их касания. В зависимости от марки металла, площади сечения заготовок и требований к качеству соединения стыковую сварку можно выполнять одним из способов.
- Стыковая сварка сопротивлением
Заготовки, установленные и закреплённые в стыковой машине, прижимают одну к другой усилием определённой величины, после чего по ним пропускают электрический ток. При нагревании металла в зоне сварки до пластического состояния происходит осадка. Ток выключают до окончания осадки. Данный способ сварки требует механической обработки и тщательной зачистки поверхностей торцов заготовок.
Неравномерность нагрева и окисление металла на торцах заготовок понижают качество сварки сопротивлением, что ограничивает область её применения. С увеличением сечения заготовок качество сварки снижается особенно заметно, главным образом из-за образования окислов в стыке.
- Стыковая сварка непрерывным оплавлением
 Контактная сварка непрерывным оплавлением трубы газопровода диаметром 1420 мм в Пскове на заводе ТЭСО
Контактная сварка непрерывным оплавлением трубы газопровода диаметром 1420 мм в Пскове на заводе ТЭСОСостоит из двух стадий: оплавления и осадки. Заготовки устанавливают в зажимах машины, затем включают ток и медленно сближают их. При этом торцы заготовок касаются в одной или нескольких точках. В местах касания образуются перемычки, которые мгновенно испаряются и взрываются. Взрывы сопровождаются характерным выбросом из стыка мелких капель расплавленного металла. Образующиеся пары металла играют роль защитной атмосферы и уменьшают окисление расплавленного металла. При дальнейшем сближении заготовок образование и взрыв перемычек происходят на других участках торцов. В результате заготовки прогреваются в глубину, а на торцах возникает тонкий слой расплавленного металла, облегчающий удаление окислов из стыка. В процессе оплавления заготовки укорачиваются на заданный припуск. Оплавление должно быть устойчивым (непрерывное протекание тока при отсутствии короткого замыкания заготовок), особенно перед осадкой.
При осадке скорость сближения заготовок резко увеличивают, осуществляя при этом пластическую деформацию на заданный припуск. Переход от оплавления к осадке должен быть мгновенным, без малейшего перерыва. Осадку начинают при включённом токе и завершают при выключенном.
Стыковая сварка непрерывным оплавлением обеспечивает равномерный прогрев заготовок по сечению, торцы заготовок перед сваркой не требуют тщательной подготовки, можно сваривать заготовки с сечением сложной формы и большой площадью, а также разнородные металлы и позволяет получать стабильное качество стыков. Её существенным преимуществом является также возможность сравнительно легко автоматизировать процесс.
Стыковую сварку оплавлением применяют для соединения заготовок сечением до 0,1 м². Типичными изделиями являются элементы трубчатых конструкций, колеса, рельсы, железобетонная арматура, листы, трубы.
Рельефная сварка
На деталях для сварки предварительно создают рельефы — локальные возвышения на поверхности размером несколько миллиметров в диаметре. При сварке контакт деталей происходит по рельефам, которые расплавляются, проходящим через них, сварочным током. При этом происходит пластическая деформация рельефов, выдавливаются оксиды и загрязнения. После прекращения протекания сварочного тока происходит кристаллизация расплавленного металла и образование соединения. Преимуществом данного вида сварки является возможность получения за один цикл нескольких сварных соединений высокого качества.
Диффузионная сварка
Сварка осуществляется за счёт диффузии — взаимного проникновения атомов свариваемых изделий при повышенной температуре. Сварку проводят в вакуумной установке, нагревая места соединения до 800 °C. Вместо вакуума может быть использована среда защитных газов. Методом диффузной сварки можно пользоваться при создании соединений из разнородных металлов, отличающихся по своим физико-химическим свойствам, изготавливать изделия из многослойных композитных материалов.
Способ был разработан в 1950-х годах Н. Ф. Казаковым.
Кузнечная сварка
Первый в истории вид сварки. Соединение материалов осуществляется за счёт возникновения межатомных связей при пластическом деформировании инструментом (ковочным молотом). В настоящее время в промышленности практически не используется.
Сварка высокочастотными токами
Источником теплоты служит высокочастотный ток, проходящий между свариваемыми изделиями. При последующем пластическом деформировании и остывании образуется сварное соединение.
Сварка трением
Существует несколько схем сварки трением, первой появилась соосная. Суть процесса состоит в следующем: на специальном оборудовании (машине сварки трением) одна из свариваемых деталей устанавливается во вращающийся патрон, вторая крепится в неподвижный суппорт, который имеет возможность перемещения вдоль оси. Деталь, установленная в патрон, начинает вращаться, а деталь, установленная в суппорте, приближается к первой и достаточно большим давлением воздействует на неё. В результате трения одного торца о другой происходит износ поверхностей и слои металла разных деталей приближаются друг к другу на расстояния, соразмерные размеру атомов. Начинают действовать атомные связи (образуются и разрушаются общие атомные облака), в результате возникает тепловая энергия, которая нагревает в локальной зоне концы заготовок до температуры ковки. По достижении необходимых параметров патрон резко останавливается, а суппорт продолжает давить ещё какое-то время, в результате образуется неразъёмное соединение. Сварка происходит в твёрдой фазе, аналогично кузнечной сковке.
Сварка трениемСпособ достаточно экономичный. Автоматизированные установки для сварки трением потребляют электроэнергии в 9 раз меньше, чем установки для контактной сварки. Соединяются детали за считанные секунды, при этом практически нет газовых выделений. При прочих преимуществах получается высокое качество сварки, так как не возникает пористости, включений, раковин. При постоянстве режимов, обеспечиваемых автоматикой оборудования, обеспечивается постоянство качества сварного соединения, что, в свою очередь, позволяет исключить дорогостоящий 100%-й контроль при обеспечении качества. К недостаткам следует отнести:
- сложность необходимого оборудования;
- узкий спектр применения метода (свариваются тела вращения в стык);
- невозможность применения в непроизводственных условиях;
- диаметры свариваемых деталей от 4 до 250 мм.
Способ позволяет сваривать разнородные материалы: медь и алюминий, медь и сталь, алюминий и сталь, в том числе те, что невозможно сварить другими способами.
Идея сваривать детали трением была высказана токарем-изобретателем А. И. Чудиковым. В 1950-е годы на простом токарном станке ему удалось прочно соединить два стержня из низкоуглеродистой стали.
На сегодняшний день существует несколько схем сварки трением: такие как аксиальная, перемешиванием (позволяющая сваривать неподвижные детали), инерционная и др.
Механический класс
Сварка взрывом
Сварка осуществляется сближением атомов свариваемых изделий на расстояние действия межатомных сил за счёт энергии, выделяемой при взрыве. С помощью данного способа сварки часто получают биметаллы.
Ультразвуковая сварка металлов
Сварка осуществляется сближением атомов свариваемых металлических изделий на расстояние действия межатомных сил за счёт энергии ультразвуковых колебаний, вводимых в материалы. Ультразвуковая сварка характеризуется рядом положительных качеств, что несмотря на высокую стоимость оборудования, обуславливает её применение в производстве микросхем (сварка проводников с контактными площадками), прецизионных изделий, сварка металлов разных типов и металлов с неметаллами.
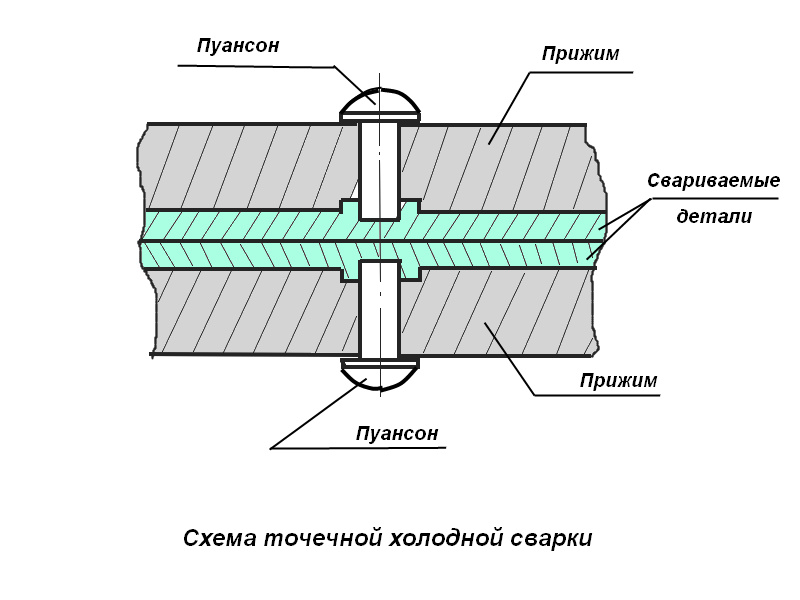
Холодная сварка
 Схема точечной холодной сварки
Схема точечной холодной сваркиХолодная сварка представляет собою соединение однородных или неоднородных металлов при температуре ниже минимальной температуры рекристаллизации; сварка происходит благодаря пластической деформации свариваемых металлов в зоне стыка под воздействием механического усилия. Холодная сварка может быть стыковой, точечной и шовной[5].
Прочность соединения существенно зависит от усилия сжатия и степени деформации свариваемых деталей.Сварка в искусстве
Сварка часто встречается как предмет социалистического реализма.


Электросварщик. Бюст в Музее социалистического искусства в Софии Сварка в космосе на почтовой марке. 2006 год См. также

В данной статье или разделе имеется список источников или внешних ссылок, но источники отдельных утверждений остаются неясными из-за отсутствия сносок. Вы можете улучшить статью, внеся более точные указания на источники.Примечания
- ↑ Классификация сварки металлов. Схема. Сайт www.gost-svarka.ru. Архивировано из первоисточника 25 августа 2011. Проверено 17 декабря 2010.
- ↑ ГОСТ 19521-74 Сварка металлов. Классификация.. Архивировано из первоисточника 25 августа 2011. Проверено 17 декабря 2010.
- ↑ http://www.shonai-cit.ac.jp/center/TIG.JPG
- ↑ Лазерная сварка
- ↑ Скойбеда А. Т. и др. Детали машин и основы конструирования: Учебник / А. Т. Кузьмин, А. В. Кузьмин, Н. Н. Макейчик; Под общ. ред. А. Т. Скойбеды. — Мн.: Вышэйшая школа, 2000. — 584 с. — 3000 экз. ISBN 985-06-0081-0
Литература

Сварка на Викискладе? - Корниенко А. Н. У истоков «электрогефеста». — М.: Машиностроение, 1987
- Малыш В. М., Сорока М. М. Электрическая сварка. — Киев: Техніка, 1986
- Красовский П. И., Мнткевич Э. К. Автогенная сварка. — М.: 1926
- Лавров С. И. Автогенная обработка металлов. — Берлин, 1925.
- Оборудование для контактной сварки : справочное пособие / Под ред. В. В. Смирнова. — СПб.: Энергоатомиздат, 2000. — 848 с. ISBN 5-283-04528-5
- Сидоров М. А. Манят огни электросварки. — М.: «Знание», 1985
- Achenbach F. U., Lavroff S. Elektrlsches und autogenes Schweissen und Schneiden von Metallen. — Berlin, 1925
- Почекутов Е. Б. ТКМ как познание жизни. — Красноярск, 1985
Ссылки
СваркаТерминология Электрическая дуга · Свариваемость · Сварочный флюс · Наплавка · Горячие трещины · Холодные трещины · Сварное соединение Электрическая дуговая сварка Ручная дуговая сварка · Дуговая сварка в защитных газах · Автоматическая дуговая сварка под флюсом Контактная сварка Точечная контактная сварка · Рельефная сварка · Шовная контактная сварка · Стыковая сварка Сварка давлением Кузнечная сварка · Ультразвуковая сварка · Сварка трением · Газопрессовая сварка · Холодная сварка · Сварка взрывом · Магнитно-импульсная сварка Другие виды сварки Газовая сварка · Электрошлаковая сварка · Термитная сварка · Плазменная сварка · Электронно-лучевая сварка · Лазерная сварка · Диффузионная сварка Оборудование и снаряжение Сварочный электрод · Костюм сварщика · Сварочный трансформатор Профессиональные заболевания Электроофтальмия · Отравление марганцем См. также Американское общество по сварке · Институт электросварки им. Е. О. Патона Категории:- Технологии машиностроения
- Металлургия
- Сварка









{kind=link}
Wikimedia Foundation. 2010.