- Стекло
-
(см. Стеклянное производство и Твердые растворы).— Обработка стекла на паяльном столе. Очень маленькие вещи из С. формуются "стеклодувами" из трубок, заготовленных на заводе и размягчаемых на пламени "паяльной лампы". Инструментом для стеклодува служит конусообразное пламя его паяльной лампы, и только в редких случаях он действует на размягченное С. непосредственным прикосновением медного прутика или куска угля. Однако этими простыми средствами удается получать из стеклянных трубок очень разнообразные и сложные формы благодаря действию так называемого поверхностного натяжения (см.) размягченного, полужидкого С., свойства, зависящего от силы сцепления его частиц. Действительно, если нагревать равномерно до размягчения пустой стеклянный шарик на конце такой же трубки, то диаметр его станет сам собою уменьшаться, а стенки его утолщаться, потому что поверхностное натяжение всегда стремится довести до минимума свободную поверхность жидкости. Но на шарик действует в то же время и сила тяжести, оттягивающая каждую его частицу вниз, поэтому мало-помалу он изменил бы свою форму. Для обработки на паяльном столе С. никогда не разогревают до состояния полной текучести, а вязкая жидкость требует некоторое время, чтобы тяжесть успела привести в движение ее частицы. Поэтому, поворачивая достаточно быстро и равномерно трубку, поддерживающую шарик, около ее геометрической оси, можно постоянно исправлять гнутие в одну сторону гнутием в сторону противоположную. Этим же достигается равномерное нагревание со всех сторон. Таким образом удается равномерно нагревать шарик продолжительное время при таких условиях, как будто тяжесть вовсе на него не действует. Окончательным результатом такого нагревания бывает сплошная капля расплавленного С. Если же, не дожидаясь этого результата, начать вдувать через трубку воздух, т. е. увеличить упругость воздуха внутри шарика, то внутреннее давление пересилит поверхностное натяжение, и диаметр шарика станет возрастать. Нагревание до размягчения одного небольшого кружка поверхности стеклянного шара заставит эту часть принять вид плоскости, а в случае более сложной формы контура размягченной части получится и более сложная форма поверхности. Здесь, как и в опытах Плато над жидкими пленками, разжиженная пленка С. всегда будет стремиться достигнуть наименьшей поверхности. Поэтому, нагревая равномерно со всех сторон часть трубки, мы достигнем уменьшения ее внешнего и внутреннего диаметров в этом месте, даже до полного исчезновения внутреннего прохода. Чтобы это осуществить, надо будет поддерживать трубку за оба конца и непрерывно ее вращать для устранения влияния тяжести на размягченную часть. Если при этом растягивать трубку вдоль ее оси, то она в нагретом месте станет вытягиваться и становиться тоньше, а если слегка сдвигать свободные концы трубки, "осаживать" ее, то нагретое место станет утолщаться и масса С. станет в нем собираться. Держа трубку за ее свободные концы, очевидно, можно и сгибать разогретую часть, для чего достаточно гораздо меньшей степени размягчения, чем для вышеописанных операций. Наконец, две массы расплавленного С. способны соединиться в одну, если их приведут в соприкосновение, как говорят, "спаиваться" или "свариваться" между собою. Трудности обработки С. увеличиваются еще необходимостью более или менее тщательно "отжигать" готовую работу, т. е. подогрев все ее части так, чтобы не было резких переходов от горячих мест к холодным, затем дать ей возможно медленно охлаждаться. Без этой предосторожности вещь обыкновенно распадается на части, если только в ней есть спайки и утолщенные места. Распадаются по охлаждении и спаи двух трубок из разного сорта С. вследствие их различных коэффициентов расширения. Обыкновенно для обработки на паяльном столе идут трубки из легкоплавкого натрового С. (тюрингенские); они допускают продолжительное нагревание без "расстеклования", но вода и щелочи легко разъедают их поверхность. Французы часто употребляют еще более легкоплавкое С., содержащее свинец; оно несколько прочнее, но требует нагревания в окислительном пламени, иначе на его поверхности свинцовые соединения восстановляются и оно чернеет. Тугоплавкое калийное С. служит лишь для немногих химических приборов, предназначенных для высоких температур. Для обычного употребления в лабораториях служат трубки толстостенные (не меньше шестой части радиуса); их удобно при нагревании сгибать, тогда как более тонкостенные поддаются обработке лишь в руках умелого стеклодува. В старину паяльная лампа состояла из коробки с салом, через край которой выдавалась толстая светильня; в самую середину большого коптящего пламени помощью меха и трубочки вдували воздух, вследствие чего оно отклонялось от рабочего, заострялось и переставало коптить. Такая лампа давала сильный смрад, теперь ее заменяют газовой горелкой Бунзена (см. Лаборатория и Меха), в которой можно жечь и смесь воздуха с парами бензина (см. Газ). Регулируя приток воздуха, можно получать спокойное, острое пламя, необходимое для местного нагревания, или шумящее, в виде кисти. Окисляющее действие оказывает лишь оконечность пламени, мало светящая, тогда как наивысшая температура получается немного далее вершины внутреннего синеватого конуса. Для разрезывания трубок служит нож из очень твердо закаленной стали: достаточно сделать царапину таким ножом, чтобы ровно переломить неширокую трубку на этом месте. При широких тонкостенных трубках приходится приложить к царапине накаленный конец трубочки или накаленный железный крючок, чтобы вызвать трещину. На табл. представлены основные работы стеклодува в их последовательных ступенях.
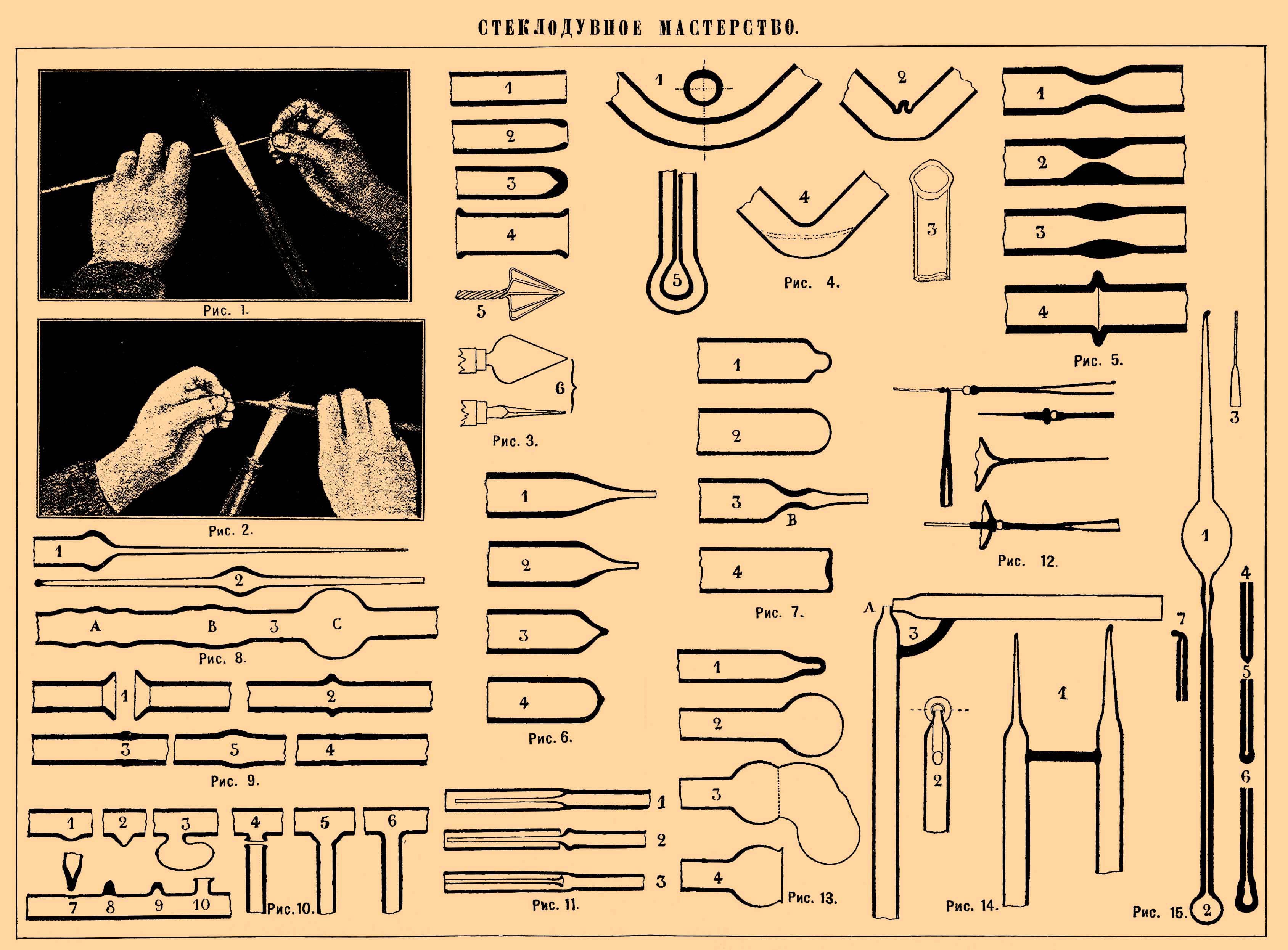 СТЕКЛОДУВНОЕ МАСТЕРСТВОФиг. I и II изображает способ держания трубки в пламени: это мгновенные фотографии, снятые из-за плеча опытного стеклодува во время работы. Фиг. III: оплавление и развертывание концов, причем 5 и 6 — французский и немецкий инструмент, который теперь заменяется конусом из угля для электрической дуговой лампы. IV, 1—5: сгибание толстостенной трубки; 2 и 3 — результат неловкого сгибания, когда вогнутая сторона была слишком нагрета, 4 — прием сгибания тонкостенной трубки: сначала колено сплющивается, как показано пунктиром, затем эту часть прогревают и раздувают, сколько следует. V: утолщение стенок трубки. VI и VII: запаивание конца, без изменения толщины стенок и с утончением, как нужно для пробирных стаканчиков. VIII: получение шарика на средине трубки. IX: спаивание (1, 2, 3 без раздувания, 5 и 4 с раздуванием). X: спаивание тройника и получение тубулуса (7, 8, 9, 10). XI: два приема для получения двойного спая. XII: впаивание платиновой проволоки — лишь немногие сорта свинцового С. имеют один и тот же коэффициент расширения, как и платина, другие сорта при охлаждении дают трещины; поэтому проволочку припаивают временно к державке из стеклянной трубочки, обертывают размягченной эмалью особого состава и затм припаивают эту эмаль к С. XIII: приготовление воронки. XIV: пульверизатор. XV: — резервуара для обыкновенного термометра: шарик на фиг. 1 выдувают из особой трубки и припаивают, он служит лишь при наполнении и потом отпаивается (фиг. 7; см. Термометр). Обработка С. на паяльном столе составляет предмет обширной кустарной промышленности в Тюрингии, около г. Ильменау, где недавно открыто специальное училище этого дела и правительственное бюро для проверки термометров. У нас немногие кустари в Клину (Московской губ.) тоже заняты этим делом, но пока изготовляют лишь самые простые термометры и другой ходовой товар низкого сорта. В Венеции издавна существует производство художественных, фантастических изделий из С., мелкие вещи, бусы (см.) и ткани из стеклянных нитей изготовляются помощью паяльного стола: для получения тонких, гибких нитей сплошную палочку С. разогревают, оттягивают рукою и прикрепляют конец к мотовилу. После этого один рабочий вертит мотовило, а другой постоянно подогревает палочку; чем быстрее тянется нить, тем она выходит тоньше. Нити эти служат как уток для получения очень блестящих и красивых тканей и плетений, но для употребления эти изделия не годятся, так как концы и осколки стеклянных нитей раздражают кожу.Ср. Д. Дьяконов и В. Лермантов, "Руководство к обработке С. на паяльном столе" (1892); Ebert — переделка книги W. A. Shenstone, "Methods of Glass-Blowing" (1886); T. Bolar, "Glass-Blowing and Working" (1889).В. Лермантов.
СТЕКЛОДУВНОЕ МАСТЕРСТВОФиг. I и II изображает способ держания трубки в пламени: это мгновенные фотографии, снятые из-за плеча опытного стеклодува во время работы. Фиг. III: оплавление и развертывание концов, причем 5 и 6 — французский и немецкий инструмент, который теперь заменяется конусом из угля для электрической дуговой лампы. IV, 1—5: сгибание толстостенной трубки; 2 и 3 — результат неловкого сгибания, когда вогнутая сторона была слишком нагрета, 4 — прием сгибания тонкостенной трубки: сначала колено сплющивается, как показано пунктиром, затем эту часть прогревают и раздувают, сколько следует. V: утолщение стенок трубки. VI и VII: запаивание конца, без изменения толщины стенок и с утончением, как нужно для пробирных стаканчиков. VIII: получение шарика на средине трубки. IX: спаивание (1, 2, 3 без раздувания, 5 и 4 с раздуванием). X: спаивание тройника и получение тубулуса (7, 8, 9, 10). XI: два приема для получения двойного спая. XII: впаивание платиновой проволоки — лишь немногие сорта свинцового С. имеют один и тот же коэффициент расширения, как и платина, другие сорта при охлаждении дают трещины; поэтому проволочку припаивают временно к державке из стеклянной трубочки, обертывают размягченной эмалью особого состава и затм припаивают эту эмаль к С. XIII: приготовление воронки. XIV: пульверизатор. XV: — резервуара для обыкновенного термометра: шарик на фиг. 1 выдувают из особой трубки и припаивают, он служит лишь при наполнении и потом отпаивается (фиг. 7; см. Термометр). Обработка С. на паяльном столе составляет предмет обширной кустарной промышленности в Тюрингии, около г. Ильменау, где недавно открыто специальное училище этого дела и правительственное бюро для проверки термометров. У нас немногие кустари в Клину (Московской губ.) тоже заняты этим делом, но пока изготовляют лишь самые простые термометры и другой ходовой товар низкого сорта. В Венеции издавна существует производство художественных, фантастических изделий из С., мелкие вещи, бусы (см.) и ткани из стеклянных нитей изготовляются помощью паяльного стола: для получения тонких, гибких нитей сплошную палочку С. разогревают, оттягивают рукою и прикрепляют конец к мотовилу. После этого один рабочий вертит мотовило, а другой постоянно подогревает палочку; чем быстрее тянется нить, тем она выходит тоньше. Нити эти служат как уток для получения очень блестящих и красивых тканей и плетений, но для употребления эти изделия не годятся, так как концы и осколки стеклянных нитей раздражают кожу.Ср. Д. Дьяконов и В. Лермантов, "Руководство к обработке С. на паяльном столе" (1892); Ebert — переделка книги W. A. Shenstone, "Methods of Glass-Blowing" (1886); T. Bolar, "Glass-Blowing and Working" (1889).В. Лермантов.
Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона. — С.-Пб.: Брокгауз-Ефрон. 1890—1907.