- ПРОКАТНЫЙ СТАН
в металлургии - система машин (агрегат) для обработки давлением металлов между вращающимися валками (т. е. для прокатки), а также для выполнения вспомогат. операций (транспортирование исходной продукции со склада к нагреват. печам и к валкам стана, передвижение прокатываемого металла в процессе прокатки, кантовка полос металла, правка, резка их на части, маркировка или клеймение, сматывание в бунты или рулоны, упаковка, передача на склад готовой продукции и т. д.). Гл. признаком, определяющим хар-ку П. с., является его назначение. По этому признаку П. с. делят на 5 осн. видов, подразделяющихся в свою очередь на неск. типов: 1) обжимные и заготовочные (блюминги, слябинги, заготовочные сортовые, трубозаготовочные); 2) сортовые (рельсобалочные, крупно-, средне- и мелкосортные, проволочные); 3) листовые - горячей прокатки (толстолистовые, широкополосовые, тонколистовые) и холодной прокатки (листовые, лентопрокатные, фольгопрокатные, плющильные); 4) трубопрокатные; 5) специальные для особых видов проката (колёсопрокатные, кольце- и бандажепрокатные, шаропрокатные, для профилей перем. сечения, для зубчатых колёс и др.). П. с. для произ-ва заготовок или сортового проката характеризуется диаметром валков, для листового металла - длиной бочки валков, а для труб - их нар. диаметром. По числу валков П. с. делят на 2-валковые (стан-дуо), 3-(стан-трио), 4- (стан-кварто) и многовалковые (в т. ч. планетарные); по направлению вращения - на П. с. с пост. и возвратным (реверсивные П. с.) движением; по числу рабочих клетей - на одно-, 2-, 3-, 4-, 5-, 6-, многоклетьевые; по расположению клетей - на линейные (клети расположены в одну или неск. линий), непрерывные (клети расположены одна за другой) и полунепрерывные. Оборудование П. с. для деформирования металла наз. основным, а для выполнения прочих операций - вспомогат. или отделочным (ножницы, пилы, правильные машины, моталки, рольганги и т. п.). См. рис.
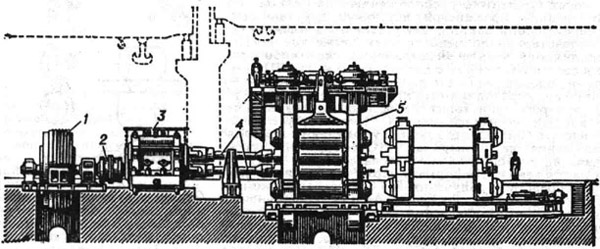
К ст. Прокатный стан. Схема главной линии четырёхвалкового стана для прокатки листов: 1 - электродвигатель; 2 - муфта; 3 - шестерённая клеть: 4 - шпиндели; 5 - рабочая клеть

Схемы расположения валков в рабочей клети прокатного стана: 1 - двухвалковая клеть (дуо); 2 - трёхвалковая (трио); 3 - четырёхвалковая (кварто); 4 шестивалковая; у - двенадцативалковая
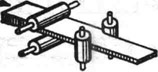
К ст. Прокатный стан. Схеиа расположения валков в универсальном стане для прокатки широких полос
Большой энциклопедический политехнический словарь. 2004.