- Горн в металлургии
-
представляя самый древний род металлургических приборов, горны видоизменяются до бесконечности; в наиболее простом виде всем известны кузнечные Г. (см. Кузница). Г. употребляются доныне также для переплавки или сильного накаливания малых количеств металлов (см. Вагранки) и др. веществ (см. Лаборатория). Здесь мы коснемся исключительно Г. чисто заводских, металлургических, применяемых для получения железа. Между ними ныне должно отличать: 1) сыродувные Г. для прямого получения железа из руд (forge, fournaise ardante; Esse; forge, hearth), и 2) рафинировочные и кричные, служащие для превращения чугуна, сперва получаемого из руды, в железо и сталь. Г. называют пространство, открытое сверху и ограниченное с боков невысокими стенками. Очаг, устроенный в форме Г., служил человеку при его металлургических начинаниях; до VIII века по Р. Хр. Г. был единственным плавильным устройством. С VIII века формы и размеры Г. сообразно местным условиям начали сильно изменяться, так что, кроме обычной формы кузнечного Г., явились уже два других типа: из них один сохранил форму Г., а другой через увеличение высоты стенок превратился в невысокую шахтную печь, в которой железо садили из руд совершенно так же, как и в Г., только величина получаемой при этом крицы (Loupe, balle, Flossengarbe, Bloom, lump) была больше. Печи эти у нас известны под именем домниц, немцы зовут их словакскими печами или кричными (Wolf-ofen, Stück-ofen). Железо получалось в кричных печах крайне неоднородное, слоеватое и грубое; при неправильном же ходе вместо железа получался жидкий продукт, чугун, который вытекал из печи вместе со шлаком. В начале XIII века кричные печи стали заменяться домнами (см. Домна), и явилась потребность в таких Г., которые были бы приспособлены специально к переделу чугуна. Такие Г. получили название переделочных, кричных, для отличия их от тех, в которых железо по-прежнему получалось прямо из руд и которым усвоилось название сыродутных.Прямое получение железа из руд считается невыгодным вследствие большого потребления древесного угля и значительной утери металла, т. е. малого количества железа, получаемого при этом способе; но он с выгодою может практиковаться там, где привозное железо стоит дорого, на месте же имеется избыток древесного угля и богатые руды, а начинающий дело желает ограничиться только небольшою затратою капитала на устройство завода: таких местностей в России еще очень много. Преимуществом сыродутных Г. всегда останется дешевизна устройства и быстрота получения готового товара. В С.-А. Штат. (Нью-Йорк, Вермонт, Нью-Джерси) еще в 1853 г. насчитывали таких Г. в ходу до четырехсот, причем в одном штате Нью-Йорк их было до 200. В Финляндии даже в 1861 году было еще 25 кричных печей (домниц). При некоторых благоприятных условиях, как, напр., в Индии (в Мадрасе), еще недавно хорошее полосовое железо, полученное непосредственно из местных руд, обходилось не дороже 79 коп. за пуд и продавалось на рынке дешевле самых дешевых сортов, приготовленных на заводах Англии при посредстве переделки чугуна (см. Железо). Сущность различия между получением железа прямо из руд и приготовлением его из чугуна можно охарактеризовать следующим образом: вся задача при получении железа в сыродутных горнах состоит в отнятии у окисла железа находящегося в нем кислорода посредством угля, передел этот есть процесс восстановления, при кричном же способе переделки чугуна вся работа направлена к выжиганию имеющегося в чугуне углерода посредством кислорода воздуха и шлаков, т. е. при этом совершается процесс окисления.А) Получение железа в сыродутных Г. Наиболее совершенным представителем работы в сыродутных Г. есть способ, выработанный в Испанских Пиренеях и известный под именем каталонского. Обыкновенно эти Г. делаются емкостью в 81/2 тыс. куб. дюймов, но их ставят также в 17 тыс. и даже в 34 тыс. Работу в Г. ведут следующим образом: по засыпке Г. углем до высоты фурм (линия ab), ставят вертикально (по линии cd) широкую лопату и все пространство между нею и фурменной стенкой заполняют углем, а к противофурменной валят руду.
 Фиг. 1. Схема получения железа в каталонском горне (по Франсуа).Вынув лопату и сделав покрышку из сырого угольного мусора, разжигают Г. и пускают слабое дутье (не более 1-2 дюймов по ртутному духомеру, см. Воздуходувные приборы). На прогрев и подготовку руды необходимо 2 часа; в это время, пользуясь горением угля, проваривают и проковывают куски от разрубленной предыдущей крицы. Дутье постепенно усиливают, и часа через 21/2 доводят его до 21/2 дюймов; по мере того, как накопляется в Г. шлак, его выпускают из окна внизу передней стенки и начинают ломком подвигать нижние слои руды к фурме, что называется спускать руду в Г. Через 4 часа доводят дутье до 3 дюймов; во все это время подбрасывают в Г. малыми порциями уголь и руду и от времени до времени выпускают шлак; через 4 часа от начала дутья над Г. остается кучка не более 16 дюймов. По прошествии 51/2 часов крица в Г. видна, и рабочий начинает скатывать ее, т. е. ломком собирать разъединенные частицы железа, а самую крицу подвигает в фурме; через 1/4 часа пламя вдруг делается ярко блестящим, что и служит признаком окончания работы. Дутье останавливают, крицу выворачивают и, обжав ее под молотом, разрубают на куски. Вся операция, по опытам Г. Франсуа, длится 6 час., причем расходуется древесного угля 32 пуда 36 фун., руды 29 пуд. 28 фн., полученное полосовое железо весит 9 п. 10 ф. (подробности см. далее таблицу установа и работы в Г., по Туннеру). Г. Франсуа принимает 4 зоны изменения руды (см. чертеж): в № 1 совершается только обжигание, в 2 — восстановление окиси и начало появления металлических корольков, в № 3 — ошлакование и расплавление землистых веществ, в № 4 — деятельное восстановление и обуглерожение. Восстановительный характер передела лучше всего виден из данных нижеследующей таблицы:--------------------------------------------------------------------------------------------------------------------------------------------------| | Руда | № 1 | № 2 | № 3 ||------------------------------------------------------------------------------------------------------------------------------------------------|| Металлич. железа | - | - | 1,04 | 4,15 ||------------------------------------------------------------------------------------------------------------------------------------------------|| Окиси жел. (Fe2O3) | 64,3*) | 49,21 | 22,91 | 11,23 ||------------------------------------------------------------------------------------------------------------------------------------------------|| Магн. окиси (Fe3O4) | - | 26,95 | - | - ||------------------------------------------------------------------------------------------------------------------------------------------------|| Закиси жел. (FeO) | - | - | 59,21 | 60,82 ||------------------------------------------------------------------------------------------------------------------------------------------------|| Окиси марганца (Mn2O3) | 5,8 | - | - | - ||------------------------------------------------------------------------------------------------------------------------------------------------|| Закись окиси (Mn2O4) | - | 4,12 | - | - ||------------------------------------------------------------------------------------------------------------------------------------------------|| Закиси марганца (MnO) | - | - | 4,02 | 5,50 ||------------------------------------------------------------------------------------------------------------------------------------------------|| Шлакующихся веществ | 16,3 | 18,55 | 11,85 | 18,4**) ||------------------------------------------------------------------------------------------------------------------------------------------------|| Влаги и потери | 14 | 1,17 | - | - ||------------------------------------------------------------------------------------------------------------------------------------------------|| Удельный вес | 3,65 | 4,54 | 4,69 | 5,25 ||------------------------------------------------------------------------------------------------------------------------------------------------|| Колич. кислорода, соедин. с желез. | 22,14 | 22,1 | 20,04 | 16,87 |--------------------------------------------------------------------------------------------------------------------------------------------------*) Содержание Fe2O3 в 100 нелетучих частях = 73,8%.**) Количество химич. соединенного кремнезема, т. е. уже вошедшего в состав шлака у № 2 было 2,10, у № 3 было 8,41.Употребленная руда была бурый железняк, № 1 взят из первой, № 2 из второй, а № 3 вынут на границе третьей зоны.B) Кричный передел. В статье о белом чугуне было уже сказано, что эта разновидность переделывается на железо легче серого чугуна, который поэтому подвергают иногда особой операции, называемой отбеливанием или рафинированием. Цель этой переработки состоит в превращении механически примешанного графитовидного углерода в химически соединенный; при этом выгорает некоторое количество углерода, кремния и даже серы. Приемы, употребляемые для отбеливания, весьма различны. Так, напр., 1) в Каринтии отлитые чугунные круги составляют плотно один к другому (пд. ок. 150) и, обсыпав шлаком, обжигают — томят — в течение 20 или 30 час.; 2) в Эйфельде очищение делается в доменном горне, а именно: когда горн наполнится чугуном, под фурмы на железных полосах вводят куски глины; шлаки, садясь на них, образуют нарост, так что дутье из сопел действует на расплавленный металл; отбеленный таким образом чугун идет на приготовление проволоки; 3) в Зальцбурге раскаленный чугун разбивается под толчеей, а полученное крошье поливают водой, смешивают с окалиной и сплавляют; 4) в Штирии рафинируемый чугун расплавляется в обыкновенном горне, и затем в него топят деревянными шестами куски шлака, богатого железом, а когда чугун раскалится до ярко-белого цвета, его поливают сверху водой и образовавшуюся корку снимают в виде плитки, затем точно так же вторую корку и т. д. Наиболее обыкновенный способ рафинирования есть очищение плавкой, причем операция ведется или а) в особых больших горнах (как в Англии) с 4, 6 и даже 8 фурмами (горючим материалом для плавления служит кокс; в 2 ½ часа очищают от 75 до 100 пд., с угаром в 10%); или b) малые отражательные печи, или же, наконец, с) те же самые Г., в которых он будет потом переделываться на сталь или железо. В Златоустовском заводе рафинирование производится следующим образом: вместо обыкновенной фурмы (17х12 линий) ставят большую (18х14 линий) и на большую высоту от дна (вместо 8 на 10 и даже 11 дюймов), давая ей более крутой наклон. Работа рафинирования, отбеливания состоит в том, что на разгоревшийся в Г. уголь закладывают свинки чугуна, который по расплавлении выпускается через соковую дыру в низу передней стенки на чугунный пол, где и поливается водою. В 12-часовую смену проплавляют 135 пд., употребляя на каждые 100 пд. 1 короб, т. е. 70,3 куб. фт. древесного угля; угар при этом = 5%; отбеленный чугун разбивается на куски весом от 10 фн. до 1 пуда.Так или иначе полученный (прямо из домен или через отбеливание) белый чугун переделывается на железо в кричных горнах. Это превращение чугуна в железо называют "переделом". Последовательное изменение, которое претерпевает чугун при переделе в кричном Г., видно из следующей таблицы (анализы Г. Ботышева):------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------| | Время от начала передела || |-------------------------------------------------------------------------------------------------------------------------------------------------------|| | 0 | 15 мин. | 45 мин. | 1 ч. | 1 ч. 15 | 1 ч. 30 | 1 ч. 45 | 1 ч. 55 | 2 ч. 15 | 2 ч. 30 || | | | | | м. | м. | м. | м. | м. | м. ||-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|| Количество графита | 5,68 | 3,00 | 2,69 | 2,44 | 1,60 | 0,8 | 0,39 | 0,25 | - | - ||-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|| Химич. соединение | 0,85 | 1,36 | 1,26 | 1,23 | 1,00 | 0,9 | 0,69 | 0,50 | 0,34 | 0,15 || углер. | | | | | | | | | | ||-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|| Общее колич. углер. | 6,53 | 4,36 | 3,95 | 3,67 | 2,60 | 1,7 | 0,99 | 0,75 | - | - ||-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|| Отношение химич. С к | 13% | 31,2% | 31,9 | 33,5 | 38,4 | 53 | 69,7 | 66 | 100 | - || сумме | | | | | | | | | | ||-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|| Последов. убыль С, | 100 | 66,77 | 60,5 | 56,2 | 39,81 | 26,03 | 15,16 | 11,5 | 5,2 | 2,4 || принимая 6,53 = 100% | | | | | | | | | | ||-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|| Марганец | 0,17 | 0,16 | 0,11 | 0,09 | 0,04 | - | - | - | - | - ||-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|| Кремний | 0,19 | 0,24 | 0,17 | 0,17 | 0,11 | 0,10 | 0,08 | 0,06 | 0,03 | 0,01 |------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------Энергичность окисления при переделе нагляднее всего выражается в потере (угаре) железа; она доходит от 22-28% веса взятого чугуна.Размеры кричного Г. и приемы, употребляемые при работе, изменяются сообразно местным условиям и качествам переделываемого чугуна, а потому существует множество способов с их подразделениями, но все приемы сего рода могут быть подведены под следующие 5 типов: 1) кричный передел на сырцовую сталь; 2) передел на железо одной плавкой; 3) передел с наваливанием; 4) передел с подъемом, и 5) передел с напуском.1) Получение сырцовой стали. Сталь по содержанию углерода представляет собою переход от чугуна к железу, а потому вся разница в их переделах состоит в том, что при получении стали количество выделяемого углерода должно быть меньше. Г., служащие для того и другого передела, мало чем разнятся (при тирольском способе в одном и том же Г. получают то сталь, то железо); вообще для стали Г. делаются менее глубокими, фурма ставится ближе ко дну, уклон ее делается более, и дутье держится слабее. На стальной передел идут обыкновенно чугуны марганцевой группы (Flosse, см. Белый чугун); ежели же в переработку идет серый, то его непременно сперва отбеливают. Работу передела на сталь в Златоусте начинают с того, что прогревают куски отбеленного чугуна на противофурменной стенке, приготовляя в то же время днище или ложе, для чего на раскаленный уголь кладут шлаки и по расплавлении их забрасывают в Г. железных обрезков; когда эти последние разогреются и осядут, то начинают надвигать в горн чугун. Вследствие взаимодействия между собравшимися на дне Г. железом и расплавленным чугуном железо начинает обогащаться, а чугун разубоживаться (обедняться) углеродом, и в результате получается стальная масса. Сплавив насадку 9 пд. чугуна и 1 ½ пд. железных обрезков, дутье останавливают, выгребают все из Г., оставляя крицу минут на 20 потомиться и поостыть (сталь для ковки требует нагрев не выше желтого цвета), затем ее выламывают и выворачивают, обжимают под молотом и разрубают на куски от 5 до 7. По окончании этой первой части работы приступают ко второй, которая состоит в протяжке кусков; для этого Г. засыпают углем, пускают дутье и, нагрев первый кусок, обжимают его в болванку, которую несут снова в Г., где ее проваривают и затем протягивают в стальную полосу; точно так же обрабатываются и остальные куски. Горячую полосу бросают в холодную воду и ломают, причем по излому она сортируется на твердую и на мягкую. Хорошая сырцовая сталь в изломе матова и мелкозерниста. Приемы, описанные здесь, сходны с работами получения стали по способам тирольскому, каринтийскому, бресчианской стали и др.2) Кричный передел на железо одной плавкой, или работа на соковом дне. По характеру передела эту группу, подобно предыдущей, можно разделить на работу: а) без предварительной подготовки чугуна (сюда принадлежат способы австрийский, штирийский, зигенский и др.), причем перерабатывают марганцевые чугуны — Flosse, и b) на способы, при которых употребляется рафинированный чугун (таковы каринтийский, тирольский, зальцбургский и др.). Наиболее совершенный способ в этой группе есть австрийский, — при нем утилизируются газы Г. для подогревания чугуна, отопления паровых котлов, нагрева воздуха для дутья и т. п.
Фиг. 1. Схема получения железа в каталонском горне (по Франсуа).Вынув лопату и сделав покрышку из сырого угольного мусора, разжигают Г. и пускают слабое дутье (не более 1-2 дюймов по ртутному духомеру, см. Воздуходувные приборы). На прогрев и подготовку руды необходимо 2 часа; в это время, пользуясь горением угля, проваривают и проковывают куски от разрубленной предыдущей крицы. Дутье постепенно усиливают, и часа через 21/2 доводят его до 21/2 дюймов; по мере того, как накопляется в Г. шлак, его выпускают из окна внизу передней стенки и начинают ломком подвигать нижние слои руды к фурме, что называется спускать руду в Г. Через 4 часа доводят дутье до 3 дюймов; во все это время подбрасывают в Г. малыми порциями уголь и руду и от времени до времени выпускают шлак; через 4 часа от начала дутья над Г. остается кучка не более 16 дюймов. По прошествии 51/2 часов крица в Г. видна, и рабочий начинает скатывать ее, т. е. ломком собирать разъединенные частицы железа, а самую крицу подвигает в фурме; через 1/4 часа пламя вдруг делается ярко блестящим, что и служит признаком окончания работы. Дутье останавливают, крицу выворачивают и, обжав ее под молотом, разрубают на куски. Вся операция, по опытам Г. Франсуа, длится 6 час., причем расходуется древесного угля 32 пуда 36 фун., руды 29 пуд. 28 фн., полученное полосовое железо весит 9 п. 10 ф. (подробности см. далее таблицу установа и работы в Г., по Туннеру). Г. Франсуа принимает 4 зоны изменения руды (см. чертеж): в № 1 совершается только обжигание, в 2 — восстановление окиси и начало появления металлических корольков, в № 3 — ошлакование и расплавление землистых веществ, в № 4 — деятельное восстановление и обуглерожение. Восстановительный характер передела лучше всего виден из данных нижеследующей таблицы:--------------------------------------------------------------------------------------------------------------------------------------------------| | Руда | № 1 | № 2 | № 3 ||------------------------------------------------------------------------------------------------------------------------------------------------|| Металлич. железа | - | - | 1,04 | 4,15 ||------------------------------------------------------------------------------------------------------------------------------------------------|| Окиси жел. (Fe2O3) | 64,3*) | 49,21 | 22,91 | 11,23 ||------------------------------------------------------------------------------------------------------------------------------------------------|| Магн. окиси (Fe3O4) | - | 26,95 | - | - ||------------------------------------------------------------------------------------------------------------------------------------------------|| Закиси жел. (FeO) | - | - | 59,21 | 60,82 ||------------------------------------------------------------------------------------------------------------------------------------------------|| Окиси марганца (Mn2O3) | 5,8 | - | - | - ||------------------------------------------------------------------------------------------------------------------------------------------------|| Закись окиси (Mn2O4) | - | 4,12 | - | - ||------------------------------------------------------------------------------------------------------------------------------------------------|| Закиси марганца (MnO) | - | - | 4,02 | 5,50 ||------------------------------------------------------------------------------------------------------------------------------------------------|| Шлакующихся веществ | 16,3 | 18,55 | 11,85 | 18,4**) ||------------------------------------------------------------------------------------------------------------------------------------------------|| Влаги и потери | 14 | 1,17 | - | - ||------------------------------------------------------------------------------------------------------------------------------------------------|| Удельный вес | 3,65 | 4,54 | 4,69 | 5,25 ||------------------------------------------------------------------------------------------------------------------------------------------------|| Колич. кислорода, соедин. с желез. | 22,14 | 22,1 | 20,04 | 16,87 |--------------------------------------------------------------------------------------------------------------------------------------------------*) Содержание Fe2O3 в 100 нелетучих частях = 73,8%.**) Количество химич. соединенного кремнезема, т. е. уже вошедшего в состав шлака у № 2 было 2,10, у № 3 было 8,41.Употребленная руда была бурый железняк, № 1 взят из первой, № 2 из второй, а № 3 вынут на границе третьей зоны.B) Кричный передел. В статье о белом чугуне было уже сказано, что эта разновидность переделывается на железо легче серого чугуна, который поэтому подвергают иногда особой операции, называемой отбеливанием или рафинированием. Цель этой переработки состоит в превращении механически примешанного графитовидного углерода в химически соединенный; при этом выгорает некоторое количество углерода, кремния и даже серы. Приемы, употребляемые для отбеливания, весьма различны. Так, напр., 1) в Каринтии отлитые чугунные круги составляют плотно один к другому (пд. ок. 150) и, обсыпав шлаком, обжигают — томят — в течение 20 или 30 час.; 2) в Эйфельде очищение делается в доменном горне, а именно: когда горн наполнится чугуном, под фурмы на железных полосах вводят куски глины; шлаки, садясь на них, образуют нарост, так что дутье из сопел действует на расплавленный металл; отбеленный таким образом чугун идет на приготовление проволоки; 3) в Зальцбурге раскаленный чугун разбивается под толчеей, а полученное крошье поливают водой, смешивают с окалиной и сплавляют; 4) в Штирии рафинируемый чугун расплавляется в обыкновенном горне, и затем в него топят деревянными шестами куски шлака, богатого железом, а когда чугун раскалится до ярко-белого цвета, его поливают сверху водой и образовавшуюся корку снимают в виде плитки, затем точно так же вторую корку и т. д. Наиболее обыкновенный способ рафинирования есть очищение плавкой, причем операция ведется или а) в особых больших горнах (как в Англии) с 4, 6 и даже 8 фурмами (горючим материалом для плавления служит кокс; в 2 ½ часа очищают от 75 до 100 пд., с угаром в 10%); или b) малые отражательные печи, или же, наконец, с) те же самые Г., в которых он будет потом переделываться на сталь или железо. В Златоустовском заводе рафинирование производится следующим образом: вместо обыкновенной фурмы (17х12 линий) ставят большую (18х14 линий) и на большую высоту от дна (вместо 8 на 10 и даже 11 дюймов), давая ей более крутой наклон. Работа рафинирования, отбеливания состоит в том, что на разгоревшийся в Г. уголь закладывают свинки чугуна, который по расплавлении выпускается через соковую дыру в низу передней стенки на чугунный пол, где и поливается водою. В 12-часовую смену проплавляют 135 пд., употребляя на каждые 100 пд. 1 короб, т. е. 70,3 куб. фт. древесного угля; угар при этом = 5%; отбеленный чугун разбивается на куски весом от 10 фн. до 1 пуда.Так или иначе полученный (прямо из домен или через отбеливание) белый чугун переделывается на железо в кричных горнах. Это превращение чугуна в железо называют "переделом". Последовательное изменение, которое претерпевает чугун при переделе в кричном Г., видно из следующей таблицы (анализы Г. Ботышева):------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------| | Время от начала передела || |-------------------------------------------------------------------------------------------------------------------------------------------------------|| | 0 | 15 мин. | 45 мин. | 1 ч. | 1 ч. 15 | 1 ч. 30 | 1 ч. 45 | 1 ч. 55 | 2 ч. 15 | 2 ч. 30 || | | | | | м. | м. | м. | м. | м. | м. ||-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|| Количество графита | 5,68 | 3,00 | 2,69 | 2,44 | 1,60 | 0,8 | 0,39 | 0,25 | - | - ||-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|| Химич. соединение | 0,85 | 1,36 | 1,26 | 1,23 | 1,00 | 0,9 | 0,69 | 0,50 | 0,34 | 0,15 || углер. | | | | | | | | | | ||-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|| Общее колич. углер. | 6,53 | 4,36 | 3,95 | 3,67 | 2,60 | 1,7 | 0,99 | 0,75 | - | - ||-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|| Отношение химич. С к | 13% | 31,2% | 31,9 | 33,5 | 38,4 | 53 | 69,7 | 66 | 100 | - || сумме | | | | | | | | | | ||-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|| Последов. убыль С, | 100 | 66,77 | 60,5 | 56,2 | 39,81 | 26,03 | 15,16 | 11,5 | 5,2 | 2,4 || принимая 6,53 = 100% | | | | | | | | | | ||-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|| Марганец | 0,17 | 0,16 | 0,11 | 0,09 | 0,04 | - | - | - | - | - ||-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|| Кремний | 0,19 | 0,24 | 0,17 | 0,17 | 0,11 | 0,10 | 0,08 | 0,06 | 0,03 | 0,01 |------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------Энергичность окисления при переделе нагляднее всего выражается в потере (угаре) железа; она доходит от 22-28% веса взятого чугуна.Размеры кричного Г. и приемы, употребляемые при работе, изменяются сообразно местным условиям и качествам переделываемого чугуна, а потому существует множество способов с их подразделениями, но все приемы сего рода могут быть подведены под следующие 5 типов: 1) кричный передел на сырцовую сталь; 2) передел на железо одной плавкой; 3) передел с наваливанием; 4) передел с подъемом, и 5) передел с напуском.1) Получение сырцовой стали. Сталь по содержанию углерода представляет собою переход от чугуна к железу, а потому вся разница в их переделах состоит в том, что при получении стали количество выделяемого углерода должно быть меньше. Г., служащие для того и другого передела, мало чем разнятся (при тирольском способе в одном и том же Г. получают то сталь, то железо); вообще для стали Г. делаются менее глубокими, фурма ставится ближе ко дну, уклон ее делается более, и дутье держится слабее. На стальной передел идут обыкновенно чугуны марганцевой группы (Flosse, см. Белый чугун); ежели же в переработку идет серый, то его непременно сперва отбеливают. Работу передела на сталь в Златоусте начинают с того, что прогревают куски отбеленного чугуна на противофурменной стенке, приготовляя в то же время днище или ложе, для чего на раскаленный уголь кладут шлаки и по расплавлении их забрасывают в Г. железных обрезков; когда эти последние разогреются и осядут, то начинают надвигать в горн чугун. Вследствие взаимодействия между собравшимися на дне Г. железом и расплавленным чугуном железо начинает обогащаться, а чугун разубоживаться (обедняться) углеродом, и в результате получается стальная масса. Сплавив насадку 9 пд. чугуна и 1 ½ пд. железных обрезков, дутье останавливают, выгребают все из Г., оставляя крицу минут на 20 потомиться и поостыть (сталь для ковки требует нагрев не выше желтого цвета), затем ее выламывают и выворачивают, обжимают под молотом и разрубают на куски от 5 до 7. По окончании этой первой части работы приступают ко второй, которая состоит в протяжке кусков; для этого Г. засыпают углем, пускают дутье и, нагрев первый кусок, обжимают его в болванку, которую несут снова в Г., где ее проваривают и затем протягивают в стальную полосу; точно так же обрабатываются и остальные куски. Горячую полосу бросают в холодную воду и ломают, причем по излому она сортируется на твердую и на мягкую. Хорошая сырцовая сталь в изломе матова и мелкозерниста. Приемы, описанные здесь, сходны с работами получения стали по способам тирольскому, каринтийскому, бресчианской стали и др.2) Кричный передел на железо одной плавкой, или работа на соковом дне. По характеру передела эту группу, подобно предыдущей, можно разделить на работу: а) без предварительной подготовки чугуна (сюда принадлежат способы австрийский, штирийский, зигенский и др.), причем перерабатывают марганцевые чугуны — Flosse, и b) на способы, при которых употребляется рафинированный чугун (таковы каринтийский, тирольский, зальцбургский и др.). Наиболее совершенный способ в этой группе есть австрийский, — при нем утилизируются газы Г. для подогревания чугуна, отопления паровых котлов, нагрева воздуха для дутья и т. п.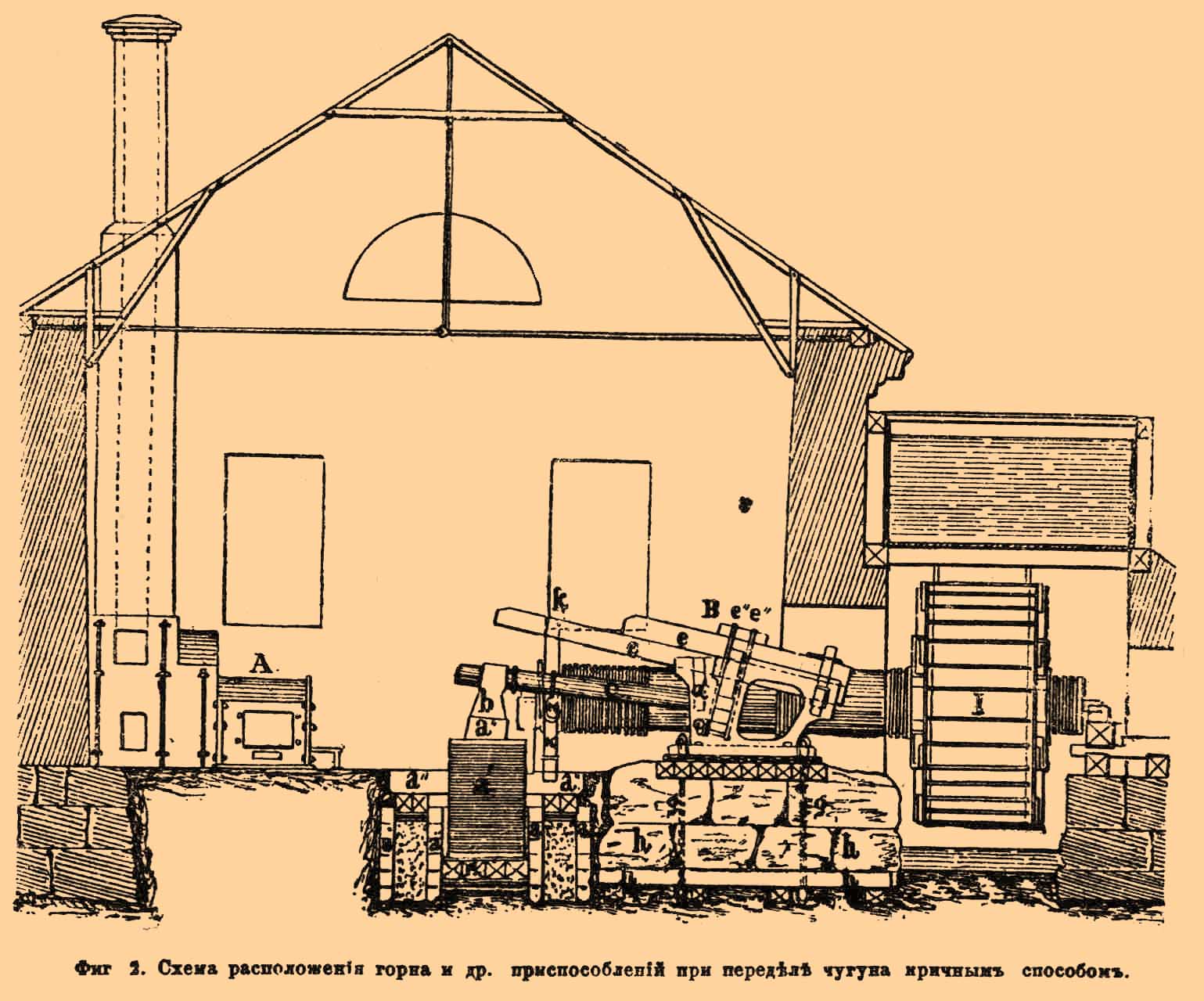 Фиг 2. Схема расположения горна и др. приспособлений при переделе чугуна кричным способом.При работах по австрийскому способу обращается особое внимание на дно Г., оно тщательно ошлаковывается перед началом каждой садки; во время этого оплавления (что длится два часа) проваривают и протягивают куски предыдущей крицы (до 8 штук). Чугун, обыкновенно в виде 3-х свинок, всего весом 8 пудов, садят в Г. подогретый, свинки вводят последовательно, одну после другой. Когда чугун под влиянием богатых окислами тестообразных подмесей перейдет в железо, все мелкие частицы собирают и образуют одну массу, затем, охладивши крицу мокрым шлаком, ее выламывают, обжимают под молотом и разрубают на куски. При сыром железе, во избежание получения крошья, куски охлаждают, погружая их в воду. Каждый кусок проваривается 2 раза; протяжка куска делается по диагонали боя, затем молотовины выравниваются, держа железо под прямым углом к бою и наконец полоса выглаживается во всю длину боя. Железо, приготовляемое по этому способу, идет на приготовление проволоки и гвоздей.3) Передел с наваливанием, или валонский способ, характеризуется двумя особенностями, а именно: когда расплавленный чугун уже превратится в железистую массу, рабочий входит в Г. с ломом и, проводя им по дну, приподымает товар, не обнажая его из-под угля, и сгружает его, наваливает к другим; кроме того, при валонском способе протяжка кусков крицы делается в особых Г. и печах; так, напр., в Швеции в печах Экмана, а в Англии в голофайронах (подробно см. Печи). В Англии при этом способе употребляют отбеленный чугун; но это отбеливание, точно так же как проварку и протяжку, делают на коксе; древесный уголь идет только на сжение чугуна в крицу. К работам этой группы принадлежат: известнейшее шведское, валонское цементное железо, за которое в Англии платят 2 р. 82 к. за пуд; ланкаширское железо, идущее на проволоку и гвозди; южно-валлийское, из которого готовят жесть, и др.4) Передел с подъемом. Приемы этого передела отличаются от предыдущих тем, что сплавленный чугун, перешедший уже в сталеватую массу, подымают со дна наверх и затем вторично нисплавляют перед фурмой; смотря по чистоте чугуна и способности его к переделу, эти подъемы и сплавления повторяются несколько (иногда до пяти) раз. Из всех способов, составляющих эту группу, наиболее известен контуазский, или французский, он же верхне-бургундский. Способ этот весьма распространен в России, где введен бельгийцами братьями Гранмонтанами. Работа в Г. этой группы начинается проваркою и протяжкою кусков предыдущей крицы, в то время когда плавятся свинки чугуна (т. е. как при переделе одною плавкой). Способ этот дает из серого чугуна хорошее железо, идущее на приготовление кровельного листового железа.Данные устройства и работы горнов, по Туннеру.
Фиг 2. Схема расположения горна и др. приспособлений при переделе чугуна кричным способом.При работах по австрийскому способу обращается особое внимание на дно Г., оно тщательно ошлаковывается перед началом каждой садки; во время этого оплавления (что длится два часа) проваривают и протягивают куски предыдущей крицы (до 8 штук). Чугун, обыкновенно в виде 3-х свинок, всего весом 8 пудов, садят в Г. подогретый, свинки вводят последовательно, одну после другой. Когда чугун под влиянием богатых окислами тестообразных подмесей перейдет в железо, все мелкие частицы собирают и образуют одну массу, затем, охладивши крицу мокрым шлаком, ее выламывают, обжимают под молотом и разрубают на куски. При сыром железе, во избежание получения крошья, куски охлаждают, погружая их в воду. Каждый кусок проваривается 2 раза; протяжка куска делается по диагонали боя, затем молотовины выравниваются, держа железо под прямым углом к бою и наконец полоса выглаживается во всю длину боя. Железо, приготовляемое по этому способу, идет на приготовление проволоки и гвоздей.3) Передел с наваливанием, или валонский способ, характеризуется двумя особенностями, а именно: когда расплавленный чугун уже превратится в железистую массу, рабочий входит в Г. с ломом и, проводя им по дну, приподымает товар, не обнажая его из-под угля, и сгружает его, наваливает к другим; кроме того, при валонском способе протяжка кусков крицы делается в особых Г. и печах; так, напр., в Швеции в печах Экмана, а в Англии в голофайронах (подробно см. Печи). В Англии при этом способе употребляют отбеленный чугун; но это отбеливание, точно так же как проварку и протяжку, делают на коксе; древесный уголь идет только на сжение чугуна в крицу. К работам этой группы принадлежат: известнейшее шведское, валонское цементное железо, за которое в Англии платят 2 р. 82 к. за пуд; ланкаширское железо, идущее на проволоку и гвозди; южно-валлийское, из которого готовят жесть, и др.4) Передел с подъемом. Приемы этого передела отличаются от предыдущих тем, что сплавленный чугун, перешедший уже в сталеватую массу, подымают со дна наверх и затем вторично нисплавляют перед фурмой; смотря по чистоте чугуна и способности его к переделу, эти подъемы и сплавления повторяются несколько (иногда до пяти) раз. Из всех способов, составляющих эту группу, наиболее известен контуазский, или французский, он же верхне-бургундский. Способ этот весьма распространен в России, где введен бельгийцами братьями Гранмонтанами. Работа в Г. этой группы начинается проваркою и протяжкою кусков предыдущей крицы, в то время когда плавятся свинки чугуна (т. е. как при переделе одною плавкой). Способ этот дает из серого чугуна хорошее железо, идущее на приготовление кровельного листового железа.Данные устройства и работы горнов, по Туннеру.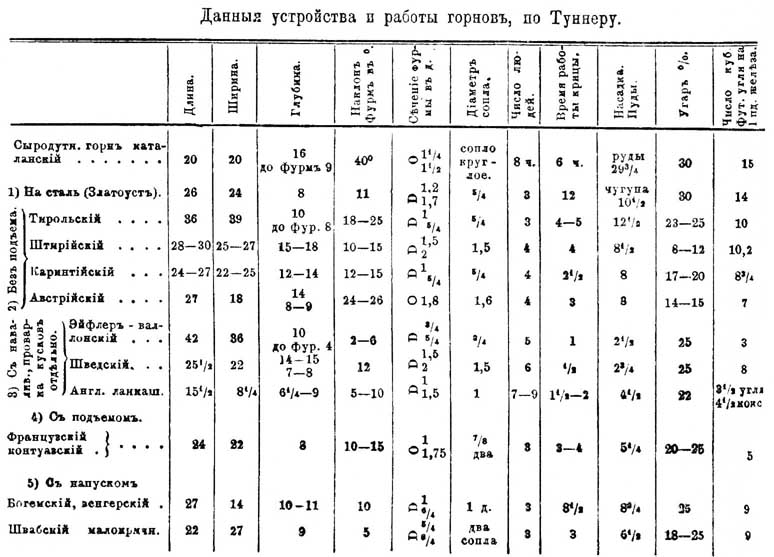 5) Передел с напуском. Начало работы по этому способу ничем не отличается от передела с подъемом, в нем точно так же медленно нисплавляют чугун и в то же время обрабатывают куски предыдущей крицы, затем точно так же делают подъемы севшей сталеватой массе, вся разница состоит в работе последнего периода; в способах 4-го типа работа заканчивается продувкою на крицу, т. е. собиранием всего железа в одну массу, тогда как при 5-м типе вместо продувки всовывают в Г., в плоскости фурмы, лом, который и вертят, стараясь, чтобы к нему пристало железо; ежели в Г. спело, то проба, вынутая на ломе (фистульна), искрит, ярко-белого цвета и по замачивании лома не отстает даже при ударах; тогда лом снова опускают в Г., пока не наберут кричку — напуск, который бывает от полупуда до четверти всего посаженного железа. Напуск проваривают и протягивают отдельно, так как этот металл по качеству своему считается лучше остального железа, которое продувается на крицу совершенно так же, как при работе с подъемом. Принимая стоимость пуда тянутого под кричным молотом железа в 1 р. 30 к., слагаемые, ее составляющие, могут быть выражены следующими цифрами:--------------------------------------------------------------------------------------------------------------------------------------| Стоимость чугуна, идущего в передел | 86 к. = 66% ||-------------------------------------------------------------------------------------------------------------------------------------|| Стоимость горючего материала (древесный уголь) | 26 к. = 20% ||-------------------------------------------------------------------------------------------------------------------------------------|| Стоимость рабочей платы | 9 к. = 7% ||-------------------------------------------------------------------------------------------------------------------------------------|| Ремонт горнов и стоимость материалов | 4 к. = 3% ||-------------------------------------------------------------------------------------------------------------------------------------|| Общие накладные расходы | 5 к. = 4% ||-------------------------------------------------------------------------------------------------------------------------------------|| Итого | 1 р. 30 к. = 100% |--------------------------------------------------------------------------------------------------------------------------------------А. И. Скиндер. Δ.
5) Передел с напуском. Начало работы по этому способу ничем не отличается от передела с подъемом, в нем точно так же медленно нисплавляют чугун и в то же время обрабатывают куски предыдущей крицы, затем точно так же делают подъемы севшей сталеватой массе, вся разница состоит в работе последнего периода; в способах 4-го типа работа заканчивается продувкою на крицу, т. е. собиранием всего железа в одну массу, тогда как при 5-м типе вместо продувки всовывают в Г., в плоскости фурмы, лом, который и вертят, стараясь, чтобы к нему пристало железо; ежели в Г. спело, то проба, вынутая на ломе (фистульна), искрит, ярко-белого цвета и по замачивании лома не отстает даже при ударах; тогда лом снова опускают в Г., пока не наберут кричку — напуск, который бывает от полупуда до четверти всего посаженного железа. Напуск проваривают и протягивают отдельно, так как этот металл по качеству своему считается лучше остального железа, которое продувается на крицу совершенно так же, как при работе с подъемом. Принимая стоимость пуда тянутого под кричным молотом железа в 1 р. 30 к., слагаемые, ее составляющие, могут быть выражены следующими цифрами:--------------------------------------------------------------------------------------------------------------------------------------| Стоимость чугуна, идущего в передел | 86 к. = 66% ||-------------------------------------------------------------------------------------------------------------------------------------|| Стоимость горючего материала (древесный уголь) | 26 к. = 20% ||-------------------------------------------------------------------------------------------------------------------------------------|| Стоимость рабочей платы | 9 к. = 7% ||-------------------------------------------------------------------------------------------------------------------------------------|| Ремонт горнов и стоимость материалов | 4 к. = 3% ||-------------------------------------------------------------------------------------------------------------------------------------|| Общие накладные расходы | 5 к. = 4% ||-------------------------------------------------------------------------------------------------------------------------------------|| Итого | 1 р. 30 к. = 100% |--------------------------------------------------------------------------------------------------------------------------------------А. И. Скиндер. Δ.
Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона. — С.-Пб.: Брокгауз-Ефрон. 1890—1907.