- Толь
-
(нем. Dachpappe) — просмоленный картон, служащий для покрытия кровель взамен железа, теса, черепицы и пр. Как кровельный материал Т. обладает совершенною непроницаемостью для воды и достаточною огнестойкостью и прочностью. Но главные его преимущества перед другими огнестойкими материалами (железом, черепицей и т. п.) — это его легкость и сравнительная дешевизна. Легкость Т. допускает и гораздо большую легкость конструкции остова крыши, а это, в свою очередь, влечет за собою возможность облегчения стен и вообще всей постройки и ведет, следовательно, к дальнейшему ее удешевлению. Все это объясняет значительное распространение Т., особенно для покрытия фабрично-заводских зданий, складов, сельскохозяйственных построек, дач и пр. Изобретение толевых кровель принадлежит еще XVIII столетию и сделано в Швеции советником адмиралтейства Faxa. В Германии они применены впервые уже в 1791 г. в Мюльдорфе на Инне Кагом (Kag). Но это собственно еще не были нынешние толевые крыши, так как по способу Faxa обшивка их производилась по дереву листами непросмоленного картона, который затем уже покрывался сверху корабельным варом (см.). При этом, конечно, не происходило надлежащего пропитывания картона смолою, и так изготовленные крыши не были достаточно водонепроницаемы, а потому и не отличались сколько-нибудь значительною прочностью. Только в сороковых годах минувшего столетия в Германии стали производить пропитывание листов картона погружением его на более или менее продолжительное время в разогретую смолу. Затем сравнительно дорогой корабельный вар был заменен более дешевою каменноугольною смолою, не находившею еще до этого времени никакого другого применения и составлявшею обременительный для газовых заводов отбросный продукт. Дальнейшим и самым важным усовершенствованием в производстве Т., как он готовится и доныне, явилось изготовление его из рольного, или так называемого бесконечного, картона в форме полотен любой длины и от 0,75 до 1 метра ширины. В самое последнее время делаются попытки производить просмаливание не готового уже картона, а самой картонно-толевой массы в голландерах.Материалами толевого производства в настоящее время являются рольный картон, каменноугольная смола или ее суррогат, так наз. искусственная смола (см. ниже), для напитывания картона и песок для посыпки готового товара с целью предупредить слипание его при свертывании в роли. Картон толевыми фабрикантами почти всегда покупается готовым. На изготовление его идет по преимуществу тряпье, непригодное для выделки бумаги, главным образом шерстяное, в смеси со старой бумагой, бумажными обрезками из переплетных мастерских, отбросами с бумажных фабрик и т. п. Чем больше шерстяного волокна входит в состав его массы (обыкновенно 30—40%), тем выше качество получаемого Т., потому что шерсть лучше, чем растительные волокна, сопротивляется разрушающему действию внешних атмосферных влияний. Что касается производства рольного картона, то оно ничем существенным не отличается от производства обыкновенной бесконечной бумаги, но ведется вообще более грубо, изрезанное тряпье очищается лишь от песка и др. грубых примесей, оставшиеся узелки отбираются из массы с меньшею тщательностью и т. п. Толщиною картон берется обыкновенно от 1 мм или немного менее до 1,7 мм, причем на вес в 50 кг идет от 120 до 60 кв. м. Наилучший материал для напитывания картона представляет каменноугольная смола, вполне освобожденная от примеси воды. В прежнее время толевые фабрики покупали сырую смолу и обезвоживание ее производили у себя выпариванием в открытых сосудах, при чем вместе с водою терялся даром также и весь бензол, толуол и легкое масло. Теперь смола обезвоживается отгонкою в закрытых котлах с холодильниками, или, чаще всего, толевые фабрики прямо уже покупают такую отогнанную смолу (destillirte Theer) и ее непосредственно употребляют в дело. Некоторые при этом для придания ей несколько большей густоты и скорейшего затем подсыхания приготовленного Т. подбавляют к ней при нагревании твердой каменноугольной смолы (пека). Сильное вздорожание каменноугольной смолы благодаря переработке ее на бензол, толуол, карболовую кислоту, нафталин и антрацен вызвало применение для фабрикации Т. так наз. искусственной смолы (präparirte Theer), приготовляемой из отбросов, получаемых при переработке каменноугольной смолы на перечисленные выше ценные продукты, и представляющей раствор твердого пека в тяжелом каменноугольным масле (см. Деготь каменноугольный). Однако этот препарат значительно уступает натуральной смоле. Приготовленный с помощью ее Т. долго остается мягким (не подсыхает) и легко поэтому рвется при работе; поверхность его имеет неприятный тусклый вид, не нравящийся покупателям, и плохо удерживает на себе песок. Менее пригодная для пропитывания картона искусственная смола зато оказывается очень хорошею в качестве так назыв. кровельного лака для промазывания уже готовых толевых крыш, так как, не содержа вовсе легко летучих веществ и потому очень медленно высыхая, надолго обеспечивает покрытой ею поверхности известную степень эластичности. О приготовлении ее см. — Деготь каменноугольный. Песок для посыпки готового Т. (лучше всего чистый речной песок) должен быть средней крупности и не должен вовсе содержать примеси глины, которая придает поверхности Т. грязный, пыльный вид. Перед употреблением он должен быть хорошо просушен. За неимением под руками хорошего песка можно с успехом пользоваться измельченным и просеянным доменным шлаком. Измельчение его производят, выпуская жидкий шлак в холодную воду, отчего он рассыпается в мелкий порошок, состоящий из угловатых зерен, в главной массе не крупнее обыкновенного песка.Самое производство Т. из рольного картона очень несложно. Состоит оно в том, что бесконечный лист картона, сматывающийся с вала, медленно протягивается через ванну с нагретою смолою, при выходе из которой пропускается между валками для удаления избытка смолы, посыпается после того песком и — Т. готов. Необходимое для этого устройство показано на фиг. 1, 2 и 3 в продольном и поперечном разрезах и в плане.
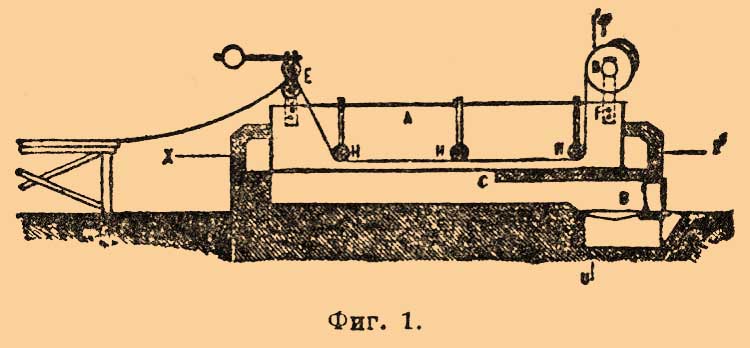 Фиг. 1.Главную его часть составляет ванна А для напитывания картона смолою, длиною в 3—4 м, шириною в 1,2—1,3 м и глубиною в 0,6—0,8 м, склепанная из котельного железа толщиною в 7—9 мм. Ванна нагревается огнем, разводимым в топке B, устройство которой таково, что пламя и газы, как это видно по стрелкам на фиг. 2, идут под дном ванны сперва с одной стороны, затем поворачивают обратно под другою ее стороною и, обойдя по дымоходам вокруг всей ванны, направляются в дымовую трубу.
Фиг. 1.Главную его часть составляет ванна А для напитывания картона смолою, длиною в 3—4 м, шириною в 1,2—1,3 м и глубиною в 0,6—0,8 м, склепанная из котельного железа толщиною в 7—9 мм. Ванна нагревается огнем, разводимым в топке B, устройство которой таково, что пламя и газы, как это видно по стрелкам на фиг. 2, идут под дном ванны сперва с одной стороны, затем поворачивают обратно под другою ее стороною и, обойдя по дымоходам вокруг всей ванны, направляются в дымовую трубу.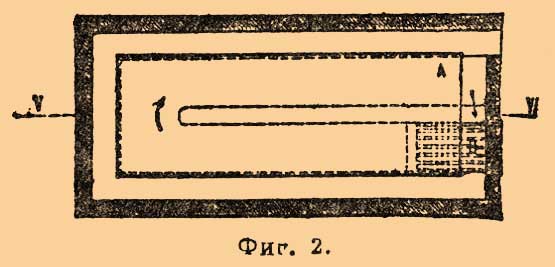 Фиг. 2.Часть ванны, ближайшая к топке, защищается от непосредственного соприкосновения с огнем сводом С (фиг. 1 и 3).
Фиг. 2.Часть ванны, ближайшая к топке, защищается от непосредственного соприкосновения с огнем сводом С (фиг. 1 и 3).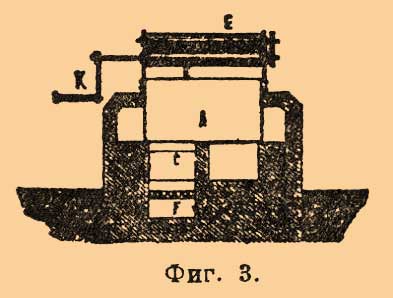 Фиг. 3.При работе картонная роль Т, надетая на ось D, ставится концами последней в вырезы укрепленных к боковым стенкам ванны чугунных стоек F, в которых может свободно вращаться. На противоположном конце ванны, также на чугунных стойках, ставится пара полых внутри чугунных валков E, служащих, с одной стороны, для медленного протягивания картона через смолу, а с другой — для удаления ее избытка с картона. Валки приводятся во вращение во взаимно противоположные стороны вручную помощью рукоятки К (фиг. 3) и зубчатых колес, насаженных на другом конце осей обоих валков. Длина валков почти равна ширине ванны, а диаметр около 15 стм. Верхний валок прижимается к нижнему помощью нагруженного рычага. Погружение картона в смолу достигается при посредстве деревянных или, чаще, железных валиков H (фиг. 2), вращающихся на своих осях, как это видно на фиг. 4, из которой ясен и способ прикрепления их к ванне.
Фиг. 3.При работе картонная роль Т, надетая на ось D, ставится концами последней в вырезы укрепленных к боковым стенкам ванны чугунных стоек F, в которых может свободно вращаться. На противоположном конце ванны, также на чугунных стойках, ставится пара полых внутри чугунных валков E, служащих, с одной стороны, для медленного протягивания картона через смолу, а с другой — для удаления ее избытка с картона. Валки приводятся во вращение во взаимно противоположные стороны вручную помощью рукоятки К (фиг. 3) и зубчатых колес, насаженных на другом конце осей обоих валков. Длина валков почти равна ширине ванны, а диаметр около 15 стм. Верхний валок прижимается к нижнему помощью нагруженного рычага. Погружение картона в смолу достигается при посредстве деревянных или, чаще, железных валиков H (фиг. 2), вращающихся на своих осях, как это видно на фиг. 4, из которой ясен и способ прикрепления их к ванне.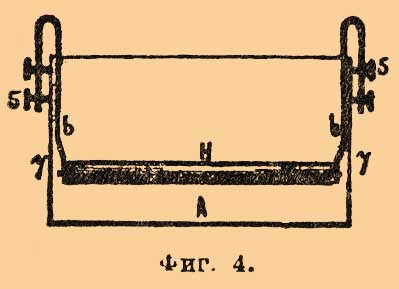 Фиг. 4.Всякий раз, когда кончается роль и нужно заправить в ванну новую, валики выдвигаются выше уровня смолы. Этого, впрочем, можно и избежать, пришивая начало новой роли к концу старой, еще остающемуся в ванне. Таким образом, при действии валков E картон сматывается с роли, проходит через ванну, напитывается в ней смолою и после отжимки между валками выходит в виде уже готового Т. Далее Т. навивается на валек, протаскиваясь по пути к нему через лоток с сухим песком, при чем последний и пристает к нижней поверхности Т.; в то же время рабочий, вращающий рукоятку валька, посыпает от руки песком и верхнюю поверхность Т. На некоторых фабриках для посыпки просмоленного картона песком с целью достижения большей ее равномерности употребляются автоматически действующие аппараты. Для просушки песка обыкновенно пользуются отходящим жаром топочных газов из-под ванны, где происходит напитывание картона смолою. Температура смолы в ванне не должна быть ниже 100°; чем она выше, тем быстрее и совершеннее картон пропитывается смолою; кроме того, выходя из-под валов достаточно горячим, он, пока остывает, успевает уже почти совсем высохнуть. Иногда температуру доводят едва не до начала кипения смолы, но при этом происходит сильное улетучивание последней. Нагревание ванны непосредственно огнем, как описано выше, является, конечно, весьма небезопасным в пожарном отношении, а потому на многих заводах предпочитают нагревание паром. На 100 вес. частей картона расход смолы составляет от 140 до 150 весов. частей. Работа у ванны требует двух человек: одного — при вальцах и другого — для навивки Т. и посыпки его песком. Кроме главного своего применения как кровельного материала, Т. употребляется на обшивку стен для предохранения от сырости и для тепла, а также для наружной изолировки различных трубопроводов и пр. Ср. Luhmann, "Die Fabrikation der Dachpappe etc." (1883); G. Lunge — H. Köhler, "Die Industrie des Steinkohlentheers und Ammoniaks" (1900).П. П. Рубцов. Δ.
Фиг. 4.Всякий раз, когда кончается роль и нужно заправить в ванну новую, валики выдвигаются выше уровня смолы. Этого, впрочем, можно и избежать, пришивая начало новой роли к концу старой, еще остающемуся в ванне. Таким образом, при действии валков E картон сматывается с роли, проходит через ванну, напитывается в ней смолою и после отжимки между валками выходит в виде уже готового Т. Далее Т. навивается на валек, протаскиваясь по пути к нему через лоток с сухим песком, при чем последний и пристает к нижней поверхности Т.; в то же время рабочий, вращающий рукоятку валька, посыпает от руки песком и верхнюю поверхность Т. На некоторых фабриках для посыпки просмоленного картона песком с целью достижения большей ее равномерности употребляются автоматически действующие аппараты. Для просушки песка обыкновенно пользуются отходящим жаром топочных газов из-под ванны, где происходит напитывание картона смолою. Температура смолы в ванне не должна быть ниже 100°; чем она выше, тем быстрее и совершеннее картон пропитывается смолою; кроме того, выходя из-под валов достаточно горячим, он, пока остывает, успевает уже почти совсем высохнуть. Иногда температуру доводят едва не до начала кипения смолы, но при этом происходит сильное улетучивание последней. Нагревание ванны непосредственно огнем, как описано выше, является, конечно, весьма небезопасным в пожарном отношении, а потому на многих заводах предпочитают нагревание паром. На 100 вес. частей картона расход смолы составляет от 140 до 150 весов. частей. Работа у ванны требует двух человек: одного — при вальцах и другого — для навивки Т. и посыпки его песком. Кроме главного своего применения как кровельного материала, Т. употребляется на обшивку стен для предохранения от сырости и для тепла, а также для наружной изолировки различных трубопроводов и пр. Ср. Luhmann, "Die Fabrikation der Dachpappe etc." (1883); G. Lunge — H. Köhler, "Die Industrie des Steinkohlentheers und Ammoniaks" (1900).П. П. Рубцов. Δ.
Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона. — С.-Пб.: Брокгауз-Ефрон. 1890—1907.