- Стеклянное производство
-
Заводское производство стекла в России начинается при царе Михаиле Феодоровиче (1635). Стеклоделие, упавшее было на первых порах по возникновении, начинает снова развиваться заботами Петра Великого в начале XVIII стол. С этого времени производство стекла постепенно увеличивается; так, в середине настоящего столетия насчитывалось до 250 заводов, а в 1897 г., по последним официальным сведениям, их числится 291, с общей годовой выработкой на 21583000 р. [По роду изделий русские заводы могут быть разделены на 7 главных отделов: бутылочного, столовой посуды, посуды аптекарской и химической (для лабораторий и заводов), принадлежностей освещения (ламповые стекла и проч.), листового стекла, зеркального стекла; и заводы со смешанным родом изделий. Самым большим является производство бутылок всех родов, начиная с черной (зеленой) до бутылок чистого белого стекла. Кроме 110 заводов, работающих исключительно одну бутылку, имеется 25, вырабатывающих ее вместе с другими изделиями. Все бутылочное производство, в годовой его производительности, выражается около 273 миллионов штук, на сумму около 7 млн. руб. Бутылочное производство настолько окрепло, что удовлетворяет почти всю потребность страны, так что привоз заграничной бутылки выражается ничтожным числом для Кавказа и Крыма. Выработкой столовой посуды занято 58 заводов, из них 24 выделывают ее исключительно, остальные — побочно. Общая производительность посудных заводов выражается в 2 млн. руб. с небольшим. Выделывается посудное стекло, начиная от простого и дешевого до самых дорогих сортов тонкого гравированного и граненого хрусталя высокого достоинства. Аптекарская и химическая посуда поставляется 36 заводами на сумму около 1 млн. руб.; из числа этих заводов 14 имеют специальный характер. Аптекарская посуда почти не имеет заграничной конкуренции, но химическая частью привозится из-за границы. Производство ламповых стекол в последнее время стало специализироваться на 7 заводах, но выделкой лампового стекла занято еще 22 со смешанным характером; сумма всего производства не превышает полумиллиона руб. Вторым по стоимости годовой выработки (после бутылочного) является производство листового стекла с 82 заводами, из которых 12, кроме листового стекла, вырабатывают бутылки и посудное стекло. Стоимость белого высшего сорта стекла по весу за 1 кг — 26 коп., на поверхность — 1 кв. метр 1 р. 70 коп., а низшие сорта оконного стекла почти наполовину меньше. Привоз заграничного листового стекла ограничивается только стеклами большого размера и высшего качества по чистоте массы. Производство зеркального стекла при 5 специальных заводах, занятых полной обработкой, и 10 — только отделкой зеркального стекла простирается до суммы 1701000 руб., причем пополнялось в 1897 г. привозом с лишком на полмиллиона руб. Стоимость зеркального стекла, по абсолютным размерам, от 5 до 10 руб. за 1 кв. м. При годовой производительности всех родов стекла ок. 22 млн. руб. (1897 г.) привоз из-за границы (Германии, Австрии, Англии и Франции) доходит до 2 млн. р. с лишком при весьма незначительном отпуске из России в Германию и Азию (всего около полумиллиона руб.)]. С. производство разбивается на две главные части: 1) приготовление С. массы и 2) разделка или формование полученной массы на изделия. В некоторых отраслях С. дела имеют целью получение только одной С. массы, как в производстве растворимого стекла (см.), смальты, глазури (см.), эмалей (см.). Эти производства или существуют самостоятельно, или соединяются с другими производствами, ими обслуживаемыми, как, напр., приготовление глазури соединяется с фарфоровым и фаянсовым производствами и т. п. (см.). Название "стекло" относят к весьма различным веществам, имеющим сходственные наружные признаки, из которых наиболее наглядные суть: однородность сложения, аморфность, прозрачность, особый С. блеск, хрупкость при известной твердости, непроницаемость для газов и жидкостей, прочность или постоянство в прикосновении с обычными жидкостями и пр.; некоторые из этих признаков, впрочем, могут и отсутствовать, как, напр., прозрачность и т. д.По составу общеупотребительное стекло, производимое заводским путем, является сложным кремнеземистым соединением, получаемым плавлением при высокой температуре разных видов кремнезема с окислами многих металлов. К числу исключений по составу нужно отнести стекло, приготовляемое в последнее время на заводе в Иене, где кремнезем заменен борным и фосфорным ангидридами с введением в состав глинозема, окиси цинка, щелочей и барита (Dingler's J.", 289, 255; H. Hovestadt, "Jenaer Glass.", 1900), и фосфорно-известковое стекло Сидо (Sidot; L. Coffignal, "Verres et émaux", 242, 1900 и "Wagner's J.", 170, 1877 г.), на которое не действует плавиковая кислота; сюда же относится борное и фосфорное стекло, часто применяемое в лабораториях при анализе, и сурьмяное стекло, имеющее применение между прочими другими в стеклянном производстве (см. ниже о цветном стекле). Не входя в рассуждение о химическом строении стекла, необходимо заметить, что его рассматривают как сплав силикатов (Д. Менделеев, "Основы химии", изд. 1895 г.) или как твердый (Van't Hoff, "Ber. d. d. chem. Ges.", 2, 373, 1890), или застывший раствор (Ebell, "Wagner's J.", 562, 1874), или производя его из строения поликремневых кислот (F. Stohmann, "Muspratts Chemie", т. III, 1891 г., и К. Zulkowski, "Chem. Ind.", 1899), что представляет значительный интерес с научной стороны, но состава образующих стекло силикатов еще не устанавливает. Состав стекла представляет весьма большое разнообразие вследствие того, что однородные стеклообразные сплавы кремнезема со щелочами, щелочными землями, глиноземом и другими окислами металлов происходят во всевозможных количественных отношениях. Вследствие того, что такие сплавы, сохраняя общие свойства, обладают различною устойчивостью по отношению к разрушительному действию воздуха, влажности, кислот и др. веществ, с которыми стекло соприкасается при употреблении, является весьма важным вопрос об определении наиболее устойчивого состава, так как прочность стекла в совокупности с другими его свойствами представляет главнейшую задачу при его изготовлении. Прочность стекла зависит от состава и от температуры печей, в которых оно плавится, так как достаточно устойчивое стекло получается, за немногими исключениями, при более возвышенных температурах, чем менее устойчивое. Многочисленные исследования состава и свойств стекла (Dumas, 1830, Stass, 1867, Benrath, 1868, Weber, 1879, Schwarz, 1888, Mylius и Foerster, 1889 и 1892) приводят к следующему приблизительному соотношению составных частей для щелочно-известкового стекла: 6SiO2·R2O·RO, где R2O = щелочам, кали (К2O) и натру (Na2O), а RO = извести (СаО) в пайных количествах; такой состав называется основным, или нормальным, и принят за таковой в Германии обществом "Verein zur Beförderung des Grewerbefleisses in Deutschland". Последующими работами (Weber, "Dingler's J.", 232, 1885, и Tscheuschner, "Handbuch d. Glasfabrication", 1885) установлено, что уклонение от основного состава в известных границах не влияет на достоинства стекла. Если выразить состав щелочно-известкового стекла формулой xR2O+yRO+zSiO2, то для основного стекла коэффициенты x = y = 1, а z = 3; (x+у) = 6; для других, заведомо прочных стекол, отношение х:у колеблется, по Бенрату, от 1:1 до 2:3; по Веберу, приняв у = 1, щелочь х для оконного стекла = от 0,6 до 1,0, для богемского хрусталя — от 1,5 до 2,0, для посудного и полого стекла от 0,8 до 1,5; подставляя эти величины в формуле 3(x+у), получается количество необходимого кремнезема (zSiO2), но вычисленные таким образом величины разнятся, хотя не особенно значительно, от опытных данных, а именно, если х менее 1, то опытные числа кремнезема менее вычисленных, и наоборот; помножая х на x/y, величина z преобразовывается в 3[(x2/y)+y]. Подставив опытные данные в последнее выражение, получаем значения, мало отступающие от действительности и в достаточной степени удовлетворяющие практическим требованиям. Так, напр., для оконного стекла при x = 0,6 и у = 1, получается 4,1SiO2, что в процентах выразится: SiO2 = 72,5, Na2O = 11,0, СаО = 16,5. Более сильное уклонение от основного состава стекла представляют стекла, заключающие в себе глинозем; к этому виду стекол относится зеленое бутылочное. В лучших по прочности сортах глиноземного стекла при отношении окислов 1 СаО, от 2 до 2,6 SiO2 и от 0,1 до 0,5 Na2O количество глинозема (Al2О3) изменяется от 0,1 до 0,31 (по анализам A. Frank'a, "Muspratt's Ch.", III, 1891), что соответствует 8—11% Al2О3, который в некоторых стеклах доходит до 14% (I. В. Dumas). Крайним членом глиноземного стекла будет стекло, не содержащее щелочей, в котором количество глинозема может доходить до 18% (Berthier, "Les essais par voie sèche", т. I, и Korchelt, "Jahresher, d. ehem. Technol.", 781, 1888). Такого рода стекло по сопротивлению действию воды и кислот не уступает натрово-известковому, но требует для плавления более высокой температуры, что при газовом отоплении печей не представляет особых затруднений. Очевидно, что основная формула к глиноземному стеклу неприменима, то же относится до свинцового стекла (хрусталь и флинтглас), которое по типу представляет щелочно-известковое стекло, в котором часть или вся известь заменена окисью свинца. В этом последнем случае вычисленное количество кремнезема в большей части случаев для прочных стекол будет менее, чем в действительности; это объясняется легкоплавкостью свинцовых составов, что дает возможность увеличивать для большей устойчивости количество кремнезема, и его доводят при отношении 1 PbO : 0,8 К2О (или Na2O) до 8 SiO2, в других же случаях, где жертвуют частью прочности для более сильного лучепреломления (оптические стекла), там увеличивают содержание окиси свинца до отношения 1 PbO : 0,1 щелочей при 2 SiO2 (флинтглас). В числе прочих составных частей стекла необходимо упомянуть о вводимых с известными специальными целями; к ним относятся: борный ангидрид (В2О3), придающий легкоплавкость, окиси цинка (ZnO) и барита (ВаО), заменяющие в стекле известь (первая из них придает стеклу особый блеск и увеличивает сопротивление разрыву, а вторая плотность), окись олова (SnO2), фосфорный ангидрид (Р2О5) и фтористые соединения в виде криолита и плавикового шпата для получения непрозрачного белого цвета (глухое стекло) и проч. К этому числу веществ относятся окрашивающие окислы металлов, из них главнейшие: окислы меди, железа, кобальта и др. (см. ниже о цветных стеклах). Поименованные составные части на прочность стекла в сторону ослабления ее влияния не имеют при условии устойчивости основного состава, некоторые же из них увеличивают это качество; к последним относятся окиси барита, цинка и олова. Стекло, как кремнеземистое соединение, по составу своему приближается ко многим природным горным породам, а потому таковые служат как материал для приготовления стекла; из них наиболее употребительны граниты, полевые шпаты, базальты и проч. Так, бутылочный завод Ф. Сименса около Дрездена переплавляет местные граниты и фонолиты, в Финляндии с тою же целью идет раппакиви (один из видов гранита), на Кавказе — андезиты; многие заводы употребляют местные легкоплавкие глины (песчанистые и известковые виды). Но так как такого рода первоначальный материал в редких случаях при прямой переплавке может дать надлежащего качества стекло, ибо сходство состава в большинстве является лишь приблизительным, с избытком или недостатком и даже полным отстуствием некоторых составных частей, нужных для стекла, что и приходится сообразно обстоятельствам исправлять состав добавлением необходимых веществ; как на исключение из этого почти общего правила можно указать на случай пользования лавой потухшего кратера Монтферье (Montferrier) во Франции, близ Але (Alais), на бутылочном заводе Дюкро, где лава без всяких прибавок переплавлялась на стекло (Dumas). Ввиду выгодности приготовления стекла из горных пород их употребление весьма распространено и имеет применение преимущественно для выделки зеленых бутылок. Для приготовления бесцветного стекла практика обращается к материалам, содержащим наименьшее количество окислов железа; в тех же случаях, где эти качества требуются в высшей степени, там находят выгодным избегать вредных подмесей путем искусственного приготовления потребных окислов и солей.Кремнезем для составления С. массы вводится в виде кремня (голыш), кварца и песка. Материалы эти в редких случаях подвергаются химическому очищению, какова, напр., обработка песка слабой соляной кислотой для удаления окиси железа; для бесцветного стекла стараются подыскать чистые природные месторождения, для менее же ценного стекла пренебрегают подмесью окислов железа, извести и др., но при составлении массы принимают их в расчет, чтобы не выходить из указанных норм прочности состава стекла. Кремень и кварц более чисты, но обходятся дороже, так как требуют предварительного измельчения в порошок, которое может быть с удобством произведено только после нагревания до красного каления и быстрого охлаждения, от чего частицы камня теряют связность и легко дробятся. Песок редко встречается в чистом состоянии и, заключая в себе подмесь глины, извести, слюды, окиси железа и проч., почти всегда для более или менее бесцветного стекла требует отмучивания водою с предварительным отсеиванием от камней; порошкообразное состояние песка представляет наиболее желательную форму материала для стекловарения, ибо не требует затрат на измельчение. Из чистых по природе сортов песка, вывозимых для стеклоделия на дальние расстояния, заслуживает упоминания голландский дюнный песок, содержащий не более 0,1% окиси железа, французский из окрестностей Фонтенбло и Шампаньи и превышающий все упомянутые, песок из Немура, представляющий почти чистый кремнезем. Голландский дюнный песок и французский из Немура обходятся в СПб. около 35 к. за пуд, между тем как молотый кремень, который по чистоте вполне заменяет сказанные сорта песка, обойдется дороже. Что касается до превосходных сортов финляндского молочного кварца, то вследствие трудности измельчения применение его весьма ограничено.Щелочи, кали и натр, вводятся в состав стекла по преимуществу в виде соды, глауберовой соли и поташа. Натровые соли вследствие дешевизны употребляются в стеклоделии предпочтительнее калиевых; выгода употребления натровых солей, кроме того, увеличивается меньшей величиной пая натрия. До начала производства искусственной соды и открытия способа употребления в стеклоделии глауберовой соли щелочи вводились в состав стекла в виде золы растений (аликантская сода, барилла, кильп, саликор [В Древнем Египте стекло готовилось на природной соде, находимой по долине Нила: это благоприятное условие находится в связи с развитием стеклоделия в Египте в глубокой древности.]). Введение щелочей в виде золы, как материала дешевого, для стекла низшего достоинства, существует до сих пор в России. Лучший сорт золы, именуемой першанкой, или першаной золой, получается от сожигания клена, ясеня, вяза и осины; более низкого качества зола получается от сожигания соломы и других растительных веществ; для бутылочного производства довольствуются подзолом, остатком от выщелачивания золы на поташ, получаемым с кожевенных, мыловаренных и др. заводов; для высших сортов стекла на некоторых заводах выщелачивают золу для получения поташа, и даже перекристаллизовывают готовый недостаточно чистый поташ. Употребление поташа почти всюду вытеснено содой, но в России и Богемии удерживается для приготовления так наз. богемского хрусталя, ибо калиевая щелочь дает более блестящее стекло, чем натровая. Германский поташ из стассфуртских солей частью потребляется в России на С. заводах взамен варшавского и казанского, по качеству своему уступающего стассфуртскому, особенно для лучших сортов хрусталя и чистого посудного стекла с содово-поташным основанием. Углекислые щелочи отличаются легкостью образования силикатов при плавлении с кремнеземом, а потому представляют лучший материал для стекла. Другая, более употребительная щелочная соль, именно серно-натровая, или глауберова, соль, имеет преимущество перед содой и поташом по своей дешевизне, а потому имеет обширное применение для более ходового товара, как листового (оконного), зеркального стекла, белых бутылок и полубелой (среднего качества) посуды. Употребление глауберовой соли введено впервые в России академиком Лаксманом (1764), который показал, что окись натрия глауберовой соли в присутствии угля образует с кремнеземом силикат. Количество угля, потребное для разложения соли, смотря по обстоятельствам плавки, может быть различно (Scheurer-Kestner), в практике оно колеблется от 7 до 10 ч. на 100 ч. глауберовой соли; уголь предпочитается древесный; часть его вводят в виде опилок, иногда употребляют кокс, что зависит от экономических соображений. Употребление глауберовой соли в стекловарении, как дешевейшей щелочи, имеет большое значение для России, обладающей самородной глауберовой солью во многих местах [В Восточной Сибири, кроме многих горьких озер, соль эта попадается выветрившейся на поверхности почвы, чем издавна там пользуются (завод Шилкина около озера Цаган-Нор в Нерчинском округе в 1781 г., завод самого Лаксмана около Иркутска 1784 г.). Замечательны также месторождения в Астраханской губ. и на Кавказе около Баталпашинска.]. Глауберова соль, получаемая как побочный продукт при производстве азотной, соляной и серной кислот под назв. "огарков" или "кислити", идет на приготовление низших сортов стекла; для зеркального стекла она специально приготовляется из поваренной соли и серной кислоты в свинцовых сосудах для избежания подмеси соединений железа, или обменным разложением кизерита (серно-магниевая соль) с поваренной солью на холоду. Так как реакция глауберовой соли с углем и кремнеземом идет туже, чем с углещелочными солями, то смешанный состав перед плавкой на многих заводах подвергают предварительному прокаливанию на слабом огне (фриттование), чтобы произвести начало остекловывания состава, от чего последующая плавка идет чище и скорее, это делается в тех случаях, когда можно воспользоваться теплом уходящих в трубу печных газов и когда употребляют огарки, содержащие избыток серной кислоты. Поваренная, или морская, соль, нередко вводимая в состав С. массы, не способна образовать с кремнеземом силикат, так как при условии, которое существует при плавке стекла (отсутствие паров воды), она не разлагается, а только плавится и испаряется, а потому полезное действие поваренной соли, как плавящейся ранее образования стекла, можно объяснить тем, что она в расплавленном состоянии заполняет промежутки порошкообразного состава и тем способствует передаче тепла; кроме того, покрывая поверхность плавящейся массы, препятствует частью улетучиванию щелочей из состава; в присутствии окиси железа поваренная соль при высокой температуре вступает с нею в реакцию с образованием летучего хлорного железа, а потому ей можно приписать частью роль обесцвечивающего вещества (в этом случае с образованием силиката). Количество поваренной соли в составе С. массы доходит до 6—7%. Употребление ее в стеклоделии ныне значительно уменьшилось. Из щелочноземельных окислов, входящих в состав стекла, первое место принадлежит извести, которая вводится в виде мела, известняков, а также в виде порошкообразной (что представляет удобство) гашеной извести. Природные известняки часто содержат магнезию, которая образует силикаты, придающие С. сплавам трудноплавкость и способствующие образованию кристаллических отложений; поэтому известняки, содержащие 5% или более магнезии, избегаются в употреблении. К весьма пригодным по чистоте известковым материалам относится белгородский мел и пудожская известь (дер. Пудость), которые содержат в отобранном виде весьма незначительный процент окиси железа и магнезии. Из прочих щелочных земель наиболее употребителен барит, заменяющий известь в так наз. баритовом стекле, которое по плотности и блеску превосходит обыкновенное щелочно-известковое стекло. Барит повышает температуру плавления стекла, но не имеет вредных свойств магнезии. В состав барит вводится в виде минерала витерита (углебариевая соль) и тяжелого шпата (серно-бариевая соль); последний труднее образует силикат, как более постоянное соединение, а потому предпочитается первый. В состав стекла, лишенного частью или вполне щелочных земель с заменою их окисью свинца и окисью цинка, первая вводится в виде глёта (PbO), сурика (Pb3O4), свинцовых белил и серно-свинцовой соли; из них предпочтительнее употребляется глёт и для высших сортов свинцового хрусталя — сурик, который для стеклоделия готовится специально без подмеси тяжелого шпата и окиси железа. Окись цинка в большинстве случаев употребляется в виде цинковых белил (ZnO), хотя может быть введена и в виде цинковой обманки (сернистый цинк), которая в присутствии глауберовой соли при плавлении окисляется ею с образованием газообразного SO2 и окиси цинка. Калиевая и натровая (чилийская) селитры, весьма легко образующие силикаты, для введения щелочи в состав стекла употребляются, по относительной дороговизне их, в небольших количествах при исключительных случаях приготовления С. массы для дорогих изделий, как то: эмалей, страссов, некоторых смальт для мозаики, так как соли эти могут быть получены в весьма чистом состоянии и при плавке действуют окислительно, сжигая органические примеси и вместе с тем препятствуя раскислению и изменению от этого цвета некоторых окрашивающих окислов металлов, как то: окиси меди и марганца. Кроме указанных случаев, селитрами заменяют часть щелочи, вводимой в виде углекислых солей (около 2% или 3%) в массу для чистого посудного стекла, свинцового хрусталя и оптических стекол с той же целью снабжения состава во время его плавки окисляющими веществами. В видах улучшения качеств С. массы, для более совершенного провара и увеличения легкоплавкости в состав вводится борный ангидрид (В2О3) в виде борной кислоты и буры. Борный ангидрид, увеличивая легкоплавкость, не уменьшает прочности полученного стекла, а в больших количествах сообщает стеклу особый жирный блеск, чем отличаются старые венецианские изделия и легкоплавкие эмали и поливы.Все описанные выше материалы служат для приготовления прозрачного бесцветного стекла, кроме зеленого бутылочного стекла, которое готовят ради дешевизны из железосодержащих горных пород, легкоплавкой глины и др. дешевых местных материалов, причем если материалы эти по недостаточному содержанию окислов железа дают не надлежащей силы и оттенка зеленый цвет, принятый по традиции в торговле, то в состав массы прибавляют окислы железа в виде железных руд (в России по преимуществу болотной железной руды или глины с большим содержанием железа, смотря по местным условиям). Количество железа, переведенное на окись, в бутылочном стекле колеблется от 1,5% до 3% и доходит в стекле густого, мало прозрачного цвета до 7%. Густота цвета, впрочем, зависит не только от количества, но и от степени окисления железа, а именно, чем более его находится в виде закиси (FeO), тем цвет темнее (Bontemps и Mënes, "Compt. rend.", 1867 г.), тогда как окись (Fe2O3) окрашивает значительно слабее, в желтый и красноватый оттенки. На основании этого для получения более чистой по цвету массы стараются удерживать железо в виде окиси, для чего прибавляют к массе селитры и, кроме того, мышьяковистый ангидрид (белый мышьяк) и мышьяковисто-натровую соль. Окислительные вещества, способствуя очищению стекла, не вполне его осветляют, а в некоторых случаях их и вовсе нельзя употребить, как, напр., при введении в состав глауберовой соли с углем. Более полное обесцвечивание массы производят перикисью марганца (см.) в виде минерала пиролюзита, который окрашивает стекло в фиолетовый цвет, переходя при плавлении в окись марганца. Употребление пиролюзита известно в стеклоделии с давнего времени, и объяснение обесцвечивающей способности его дано еще в прошлом столетии де Монтами; оно сводится к тому, что получаемое фиолетовое окрашивание служит дополнением к зеленоватому цвету от закиси железа, отчего в результате и получается обесцвечивание. Окрашивающая способность окиси марганца хотя довольно значительна, но ослабляется вследствие легкого перехода окиси в закись, которая дает в стекле слабое желтоватое окрашивание, а потому количество окиси марганца, необходимое для обесцвечивания, при плавке бывает непостоянно. Вследствие такого неудобства предложены были и другие препараты (напр. окись никеля), тем не менее обесцвечивание пиролюзитом (с подсиниванием окисью кобальта при содовом стекле, которое от окиси марганца получается более красно-фиолетовым, чем поташевое стекло) остается пока преобладающим.Получение непрозрачного (глухого) стекла основывается на введении в состав его таких веществ, которые, будучи сами по себе непрозрачными, при условиях плавки в нем нерастворимы или, если растворимы при высокой температуре, то выделяются в виде отложений при охлаждении или при более или менее продолжительном нагревании уже охлажденного сплава. Окислы олова и сурьмы, серно-известковая соль (гипс) и нек. др. относятся к первым; мышьяковистый ангидрид, фосфорные и фтористые соединения и закись меди — ко вторым; последние во время плавки образуют со стеклом однородную прозрачную массу, а при охлаждении и затвердевании образуют непрозрачные выделения и тем быстрее, чем в большем количестве были введены в сплав, при малых же количествах требуют разогревания по отвердении массы, а потому в последнем случае такие составы могут быть удержаны прозрачными; так, напр., при больших количествах закиси меди получается глухое красное стекло, а при малых — прозрачное, которое продолжительным нагреванием может быть обращено в глухое. При продолжительном разогревании до начала размягчения всякое стекло мутнеет и делается непрозрачным, на чем основано получение Реомюрова фарфора, состав стекла при этом не изменяется, а происходит изменение в строении массы, в настоящее время в точности не определенное; особенную наклонность к этому обнаруживают составы, заключающие много глинозема, извести и магнезии. Окись олова (SnO2) вводится по преимуществу в виде оловянной золы или порошка, который представляет смесь окисей олова и свинца, добываемую посредством плавления обоих металлов при доступе воздуха; это один из наиболее употребительных материалов для получения белого глухого стекла (молочное, алебастровое стекло), затем следуют мышьяковистый ангидрид и фосфорно-известковая соль, получаемая обжиганием костей; также употребляют фосфориты. Фтористые соединения вводятся в виде криолита и плавикового шпата; в первом случае при расчете составных частей массы должно быть принято в соображение количество образующегося натра, а во втором — извести. Для получения молочного стекла посредством глинозема вводят каолин или полевой шпат; полевой шпат употребляется предпочтительнее ввиду того, что вместе с ним вводится и щелочь; лучшие сорта полевошпатового молочного стекла получаются на свинцовом основании (французский опал).Получение цветного стекла основывается на способности многих тел, входя в состав С. сплава, сообщать ему свойственную им окраску. Сера и уголь окрашивают стекло в желтый цвет. Уголь может быть заменен древесными опилками, винным камнем, крахмалом и проч. Сера вводится в виде серного цвета, не требующего измельчения. Как сера, так и уголь находятся в сплаве в состоянии мелкого раздробления. Количество серы и угля колеблется от 1% до 15%. Свинцовые составы стекла от прибавления серы и угля получаются темного грязно-серого цвета, часто с полосами, вследствие восстановления свинца и образования сернистого свинца; окрашивание это исчезает при прибавлении окисляющих веществ, напр., азотно-аммиачной соли. Серебро для окрашивания в желтый-золотистый и густой красно-оранжевый цвет вводится в виде хлористого серебра по преимуществу. Окрашивающая способность серебра очень велика; 0,1% дает достаточно сильный желтый цвет; свинцовые составы окрашиваются в более чистый цвет, чем щелочно-известковые; при количествах около 0,5% и более получается часто муть и полосы, особенно в последних составах, что зависит от слишком быстрого остуживания сплава; при малых количествах по сплавлении стекло получается бесцветным и может быть удержано таким до отвердевания; окрашивание может быть вызвано последующим нагреванием. Серебром возможно окрасить уже готовое стекло, покрывая его слоем мастики, приготовленной из хлористого серебра с углем и окисью железа в смеси с терпентином или высыхающими маслами, и продолжительно нагревая, не переходя при этом предела его размягчения; в этом случае окрашивание получается поверхностное, подобное тому, которое наблюдается на склянках, выставленных на свет с растворами солей серебра. Серебро в С. сплаве находится, вероятно, в металлическом состоянии; это находит подтверждение в том, что порошкообразное стекло, смешанное с 0,5% хлористого серебра, при накаливании в присутствии водорода окрашивается в желто-оранжевый цвет. Сурьмяные соединения для получения желтого цвета вводятся в стекло обыкновенно в виде окиси сурьмы и сурьмяного стекла (получаемого плавлением обожженного сурьмяного блеска в глиняном тигле). Окрашивающая способность значительно слабее серебра, а именно, для достаточного окрашивания требуется до 7%. Окись сурьмы в соединении с окисью свинца окрашивает стекло в глухой яркий желтый цвет. Окись урана (UO3) по большей части употребляется в виде урановой соли натрия (Na2U2O7). В щелочно-известковых составах окись урана дает желтый цвет с зеленой флуоресценцией, особенно яркий при поташевом стекле; со свинцовыми составами, не содержащими извести, получается желтый цвет без флуоресценции; 2—3% урановой соли дают достаточное окрашивание. Окись железа вместе с перекисью марганца (пиролюзит) окрашивает в желто-бурый цвет, подобный дымчатому топазу, при условии, если окись марганца находится в отношении около 1:0,7 к окиси железа при отсутствии раскисляющих веществ и дыма в печных газах. Окись меди и окись хрома для получения зеленого цвета вводятся в виде окисей или солей. Зеленый цвет окиси меди имеет синеватый оттенок, тогда как окись хрома в обыкновенных щелочно-известковых и свинцовых составах впадает в желтый цвет; в присутствии барита и глинозема оттенок окиси хрома переходит в синеватый. Окись кобальта весьма сильно окрашивает в синий цвет; 0,01 часть уже дает достаточно сильное окрашивание. Окись кобальта вводится в виде цафры (сафлор), обожженной кобальтовой руды и шмальты; последняя представляет стекло с большим содержанием глинозема и с 2—16% окиси кобальта, а потому удобнее вводить кобальт в виде окиси, цена которой в настоящее время значительно понизилась. Фиолетовое окрашивание достигается окисью марганца, вводимой в виде пиролюзита в количестве 7—8% в отсутствие органических и других раскисляющих веществ. Красное окрашивание получается посредством закиси меди, которая или специально готовится для красного прозрачного стекла, или заменяется медной окалиной; так как окалина содержит много окиси меди, то при употреблении ее прибавляются (во время плавки или в сырой состав) раскисляющие вещества: уголь, винный камень и т. п., а лучше всего сернистое железо, как вещество, сильно действующее в небольших количествах. Стекло, окрашенное закисью меди, называется медным рубином. Количество закиси меди для прозрачного красного стекла от 1 до 1,5%; при большем количестве закись меди склонна давать мутный оттенок; при 8% и более получается глухое красное стекло, в котором закись меди может быть выделена в виде красных кристаллов, ясно различаемых при большом увеличении; такое глухое стекло яркого красно-пурпурового цвета называется пурпурином (гематинон древних). Так как закись меди при варке переходит частью в окись, то для удержания от окисления во время плавки прибавляют раскисляющих веществ. Для получения красного золотого рубина употребляют раствор золота в царской водке вместо прежде бывшего в ходу кассиева пурпура (см. Золото), приготовление которого значительно хлопотливее и дороже, но имеющего то преимущество, что по сплавлении со С. составом получается прямо красное окрашивание требуемого оттенка. Вследствие этого кассиев пурпур остался в употреблении для дорогих эмалей (см.) и красок через огонь (по стеклу, фарфору и пр.). Кислый раствор золота для рубина смешивают предварительно с песком, кварцем или молотым кремнем, предназначенным в состав, и когда получат слегка влажный рассыпчатый порошок, смешивают его с остальным составом, наблюдая, чтобы углещелочные соли попали в последнюю очередь. По окрашивающей способности золото превосходит все прочие вещества; 0,04% его надо считать за наибольшее количество, с которым можно получить при толщине в 1 стм почти не пропускающее свет стекло; большее количество золота почти бесполезно и при неосторожной плавке садится на дно в виде корольков. Приготовленный сплав с золотом в охлажденном состоянии прозрачен и почти бесцветен. Чтобы получить надлежащую окраску, подвергают стекло разогреванию в отражательной печи на медленном краснокалильном огне, причем стекло начинает окрашиваться сначала в синеватый, потом в фиолетовый оттенок и затем получает розовый и красно-пурпуровый цвет, которые могут быть удержаны охлаждением; при неудаче рубин получает грязный желтый и мутный цвет.Для заготовки материалов к варке стекла они должны быть приведены в возможно мелкое состояние. Для измельчения кварца и др. твердых горных пород употребляют бегуны, шаровые мельницы и дезинтеграторы; при очень твердых материалах предварительно их раздавливают сектораторами. Измельчение в упомянутых приборах ведется вместе с отсеиванием на ситах. После просеивания и отвешивания материалы смешиваются между собою в возможно однородную массу. Смешивание, как это принято на многих заводах, производится вручную в ящиках посредством лопаты (перелопачивание) с подмогою железной грабли; при большом количестве заготовляемого состава, если перелопачивание ведено недостаточно долго и тщательно, получается неоднородная смесь. Ввиду этого для смешивания материалов употребляются вращающиеся барабаны (в России весьма редко) с металлическими или каменными шарами (последние лучше, ибо не грязнят массы окислами железа) или устраиваются глубокие ящики с валом внутри, снабженным длинными спицами, и с отверстием в дне, которое закрывается дверцей. Состав засыпается в ящик и вращением вала со спицами перемешивается, после чего ящик опоражнивают посредством нижнего отверстия.По составу стекло можно разделить на следующие классы. I. Щелочно-известковое стекло. К нему относятся: содовое, поташевое и содово-поташевое стекло, которые по чистоте и бесцветности делят на полубелое и белое. Сюда же относятся: богемский хрусталь, французский и английский кронглас, исключительно составляемый на поташевом основании при самом тщательном выборе материалов; зеркальное (содово-известковое) стекло, приготовляемое на глауберовой соли. Стекло этого класса может быть глухое и прозрачное, окрашенное и бесцветное. II. Щелочно-свинцовое стекло. Сюда относятся свинцовый, или английский, хрусталь, флинтглас, или оптическое свинцовое стекло (поименованные виды исключают в составе своем известь, а если и содержат ее, то в незначительном количестве, но иногда заключают борный ангидрид, окись цинка), свинцовый посудный хрусталь, в котором часть свинца заменяется известью, и, наконец, окрашенное свинцовое стекло, к которому относятся: страссы, смальты (эмали) для мозаики, эмали по металлам, стеклу, фарфору и глине и бисер. Стекло I и II кл. по отношению главных составных частей удовлетворяет основной формуле и ее изменениям и может быть увеличением количества кремнезема и щелочных земель относительно щелочей доведено до наибольшей прочности. III. Глиноземное стекло, к которому относится бесцветное полевошпатовое стекло и зеленое бутылочное с окислами железа. Необходимо заметить, что все почти сорта стекла содержат незначительное количество глинозема, поступающего в него из стенок горшков и печи. Такое разделение стекла по составу не может быть, однако, вполне резко разграничено. Так, напр., полухрусталь, заключающий относительно небольшое количество окиси свинца, придающего ему средние качества между хрусталем и белым стеклом, относится к промежуточным членам.По форме своей стекло может быть разделено на полое и листовое, или плоское, к которому, кроме оконного и зеркального, относятся толстые плитки для полов и потолков (dalle). К полому стеклу относится обширный отдел посуды, а потому оно нередко называется посудным стеклом. По способу разделки отличают: литое, прессованное (и то, и другое обрабатывается под более или менее сильным давлением, кроме некоторых исключений, где отлитую массу оставляют отвердевать в формах), дутое или выдутое посредством трубки силою легких или сжатым воздухом. Не входя в подробное перечисление различных видов стекла, приводим несколько рецептов в том виде, как таковые составляются в заводской практике.Состав бутылочного зеленого стекла из гнейса при содержании в нем в процентах: SiO2 — 64; Al2O3 — 14; Fe2O3 — 6,4; СаО+MgO — 5; К2O+Na2О — 7,6. На 100 в. ч. такого гнейса: песку — 60 ч. (около 90% SiO2, остальное Al2О3 и Fe2O3), известняка — 70 ч. (около 9% SiO2, Al2О3 и Fe2O3, остальное углеизвестковая соль), — что приблизительно соответствует: 2 SiO2, 0,2 Al2O3, 0,7 СаО и 1,7 щелочей при 5% Fe2O3. Такая же масса одного русского завода на местном суглинке, содержащем в % около: SiO2 — 70, Al2O3 — 14,5, щелочей — 4,5, CaO+MgO — 3, Fe2O3 — 3; на 100 в. ч. суглинка, 13 ч. красного песку, 27 ч. извести (56% СаО), 20 ч. глауберовой соли низкого качества (в виде огарков). Оконное стекло на материалах среднего качества, зеленоватого оттенка, на глауберовой соли: песка — 100 ч., глауберовой соли — 32, известняка — 45, угля — 2 ч. То же с полевым шпатом: на 100 ч. песку, полевого шпата — 28, глауберовой соли — 15, мела — 32, угля древесного — 2,5. Для лучших сортов, так наз. белого оконного стекла, во многих случаях щелочь вводится в виде углекислых солей и берется песок, содержащий мало окислов железа; для таких сортов масса приблизительно следующая: песка белого — 100 ч., соды (80% Na2O3) — 33, мела — 35, мышьяка (As2O3) — 0,2, перекиси марганца — около 0,25. К свежим составам для облегчения плавки всегда прибавляется уже готовое стекло в виде боев и обрезков того же или подходящего состава. Зеркальное стекло, напр., французское (Henrivaux, 1897 г.): на 100 ч. песку, глауберовой соли 35—40, известняка 25—35, угля 1,5—2, перекиси марганца до 0,5, белого мышьяку 0,5—1 и боев от 1/2, до 1/3 всего свежего состава. Богемский хрусталь на калиевом основании: на 100 в. ч. французского или голландского песка, кристаллизованного поташа (80% K2CO3 — 50, селитры калиевой — 12, гашеной извести — 18, цинковых белил — 2, буры — 4, белого мышьяка — 2, перекиси марганца около 0,05. Такого состава стекло идет по преимуществу на посудное стекло, достаточной толщины для гранения. Подобного же состава и кронглас, но имеет изменения, что можно видеть на тяжелом баритовом кронгласе по след. рецепту: песка белого — 100 в. ч., очищенного поташа — 30, соды — 32, витерита — 44, перекиси марганца — 0,2, или, с применением стронциана, на то же количество песка: поташа — 22, мрамору — 30, углестронциановой соли — 33, перекиси марганца — 0,2 ч. Прочное свинцовое стекло, или свинцовый хрусталь, получается при след. отношениях сырых материалов: на 100 в. ч. чистого песка, сурика — 48—56—63—73 ч. и в тяжелых сортах английского производства до 80 ч., поташа (около 90% K2СО3) соответственно 24—17—15—26 и для тяжелого вида до 40 ч., что уже делает хрусталь менее устойчивым; при этом для очищения при плавке часть поташа замещается калиевой селитрой в количестве около 3%, прибавляется мышьяку около 0,25%, марганца около 0,2% и в расчете на большую прочность нередко вводится до 3% извести и до 2% окиси цинка. В оптических свинцовых стеклах (флинтглас) количество окиси свинца возвышается, как, напр., в флинтгласе Бонтана на 100 в. ч. песка, сурика 100, при 23 поташа и 6,5 ч. буры, а во флинтгласе Шанса до 128 ч. сурика при 25 поташа. Глухое белое, или молочное, стекло из щелочно-известковых на костяной золе, называемое костяным стеклом, составляется примерно след. образом: на 100 в. ч. песка, поташа — 44, костяной золы — 36, гашеной извести — 2, поваренной соли — 5 ч. Криолитовое: на 100 в. ч. песка, поташа 23—26, селитры калиевой — 8, извести гашеной 12—19, криолиту 9—17. Алебастровое: на 100 в. ч. песка, поташа — 42, гипсу (жилковатого) — 8, селитры калиевой — 5. Опал мышьяковый по преимуществу бывает на свинцовом основании с 10—15% белого мышьяка. Французский опал, по Hoek'y, хорошего качества готовится из 100 ч. полевого шпата и 22 ч. сурика. Окись олова в виде смеси с окисью свинца вводится в количестве до 6% большею частью вместе с другими заглушающими веществами, как то: с костяной золой и мышьяком. Глухое окрашенное стекло получается прибавкой окрашивающих тел к белому глухому стеклу или смешиванием прозрачных цветных стекол с белым стеклом, которое в этом случае играет роль белил при живописи корпусными красками.Плавка стекла. Горшки и печи. Как печь, так и горшки, в которых варится С. состав, должны быть приготовлены из материала, выдерживающего высокие температуры, т. е. не изменяющего своего твердого состояния для более легкоплавких составов (свинцового стекла и эмалей) около 1300°, а для таких, как глиноземное стекло, около 1500°. Для приготовления горшков выбираются лучшие сорта огнеупорной глины, в России предпочитаются андожская (Олонецкой губ.), воронежская, бахмутская, боровичская и мн. др.; из заграничных глин — гессенская (Grass-Almerode), некоторые сорта богемской и др. Для горшков глиняное тесто смешивается с шамотом или обожженной глиной, а для камней, из которых строится печь, частью с крупным песком. По форме своей горшки бывают различны; обыкновенно — это усеченный конус с небольшой разницей диаметров дна и верхнего отверстия; в некоторых случаях горшки имеют овальное сечение или форму четырехугольной ванны, а иногда делаются с перегородками (см. далее) или закрытые (колпачные) с горлом вроде реторты (фиг. 1, 2 и 3). Все они лепятся от руки на свободе или в форму. Лепка горшка как от руки, так и в форму начинается с дна, для чего берется деревянный круг, на котором по насыпке на него жженки или шамота распределяют глиняное тесто в виде возможно ровного слоя, соответствующего по размерам дну горшка; для большей плотности пласт уколачивается или протаптывается, затем края его обрезываются по циркулю в правильный круг, овал или 4-угольник. Дно лепится толще, чем следует, с тою целью, чтобы образовать начало стенок горшка, для чего гончар мокрой рукой выбирает среднюю часть дна до надлежащей толщины, оставляя по окружности его кольцеобразное утолщение, соответствующее началу стенок. Переход дна в стенки ("уторы" горшка) с внутренней стороны особенно тщательно разделывается и заглаживается и должен быть сделан закруглением, а отнюдь не острым углом. Когда дно и уторы готовы, приступают к лепке стенок, для чего заготовляют из глиняного теста скалки длиною около 1/2 арш. и толщиною около 3/4 вершка и менее. Накладыванием рядов скалок одного на другой с тесным их соединением и вслед за тем сглаживанием и выравниванием мокрой рукой выводят стенки горшка до надлежащей высоты. При работе на свободе нельзя получить настолько плотных горшков, как при лепке в форму. Формы делаются деревянные и могут быть разборные (фиг. 4) или створчатые на шарнирах, открывающаеся на две равные части. По внутренней поверхности формы ровно выстилается тонкое полотно, и гончар, заготовив дно, подгоняет скалки, прижимая возможно плотно одну к другой и к стенкам формы, или притирает тесто небольшими порциями. Когда таким образом горшок доведен до конца, его оставляют в форме несколько подсохнуть и окрепнуть; затем начинается уплотнение посредством колотушек различного вида; они же служат и для выглаживания поверхности. По снятии формы отдирают прилипшее к горшку полотно и выравнивают и выглаживают наружную поверхность, испещренную воздушными пузырьками. Лепка и уплотнение горшков производятся при темп. около 10°—12°; последующая сушка происходит при постепенном возвышении температуры до 37°—40°. Продолжительность сушки зависит от влажности горшков и обыкновенно продолжается от 1 до 4 месяцев. Чем медленнее и равномернее сушка горшков, тем продолжительнее их служба в огне. Приготовление горшков, составляя весьма важную отрасль стекловарения, требует особой заботы и внимания как при выборе огнеупорной глины, так и при самой работе их. Средние размеры наиболее употребительных в России горшков (круглых) следующие: верхний диаметр внутри 13—26 верш., диаметр дна внутри 10—19 в., высота внутри 10—15 в., толщина стенок вверху 0,5—1 в., толщина стенок внизу 0,5—1,5 в., толщина дна внизу 1—2 в. Больших размеров горшки, указанные здесь, употребляются для листового и бутылочного стекла и называются "семичетвертовыми", меньших — для варки белого и цветного посудного стекла и носят название "хрустальных". Горшки для производства литых зеркал достигают значительно больших размеров; так, в Англии и Франции вместимость горшков иногда достигает до 2500 кг (около 150 пуд.). Надо заметить, что в размерах русских горшков толщина дна значительно превосходит толщину стенок вверху; эта разница ведет за собой при усушке неравномерность сжатия. Значительная толщина дна вызвана тем, что у нас по большей части горшки делаются от руки на свободе, а потому требуют большей устойчивости во время лепки, что и достигается утолщением дна. Для равномерности в сушке следует увеличивать толщину дна не более чем на 1/5—1/4 часть против толщины края; при работе в форме толщина дна может быть равною толщине стенок. Вполне высушенные горшки обжигаются и в горячем виде ставятся на свое место в стекловарной печи. Для постройки различных частей стекловарной печи требуются кирпичи различного качества и различных размеров. Внутренняя кладка печи требует: кирпич для свода (колпачный), кирпич для "бычков" и "арок" и для "лав"; эти сорта кирпичей, как подверженные сильному жару печи, требуют настолько же огнеупорной глины, как и горшки. Среднего качества кирпич, идущий для облицовки внутренних частей, фундамента и нежарких частей печи, носит общее название кирпича "брусового" и приготовляется из глины, в которую идут в примесь отолочки от просеивания жженки и шамот, не столь тщательно очищенный от корки, и песок. Того же качества глиняное тесто идет на приготовление "передков", "заслонок" и "хомутиков". "Сводовый", или "колпачный", кирпич, а также и для арок по форме своей приноравливается к кладке свода и имеет вид клина; более употребительны следующие его размеры: длина — около 6 верш., ширина — около 4 верш., толщина в узком конце — около 1,25 в., в широком — около 2 в., иногда длина увеличивается до 8 в. Для бычков и лав изготовляются четырехугольные плиты (лещади), для первых — квадратные в стороне от 8 до 10 верш. и толщиной около 1,5 в., для вторых — 1 арш. и более и толщиной до 5 верш. Лавы бывают двух сортов; предназначенные для выстилки пода печи, на котором стоят горшки, так наз. "гутские", требуют особенно тщательного приготовления из лучшего огнеупорного теста с увеличенным количеством жженки против теста для горшков. Гутские лавы подвержены, кроме действия сильного жара, разъедающему действию вытекающего из горшков стекла и просыпаемого на них С. состава при насыпях в горшки, а потому они требуют плотной пригонки, для чего края их срезываются в толще примерно на 1/2, вершка и на 1 1/2 вглубь, чтобы при кладке один край к другому приходился взакрой. Лавы для правки листового стекла в разводных печах называются "разводными лавами", для них не требуется особо огнеупорного теста, так как температура правки стекла невысока; здесь требуется ровная и прямая поверхность без трещин (см. далее Листовое стекло). Передки, заслонки (кухи) и хомутики служат для оборудования устья стекловарной печи; устьем печи называется переднее отверстие ее между бычками, в которые вставляются горшки; по вставке горшков это отверстие закрывается глиняной плитой, называемой передком (фиг. 5). Заслонки (фиг. 6) служат для закрывания отверстий передка. Хомутики (фиг. 7) употребляются для уменьшения просвета рабочего отверстия.
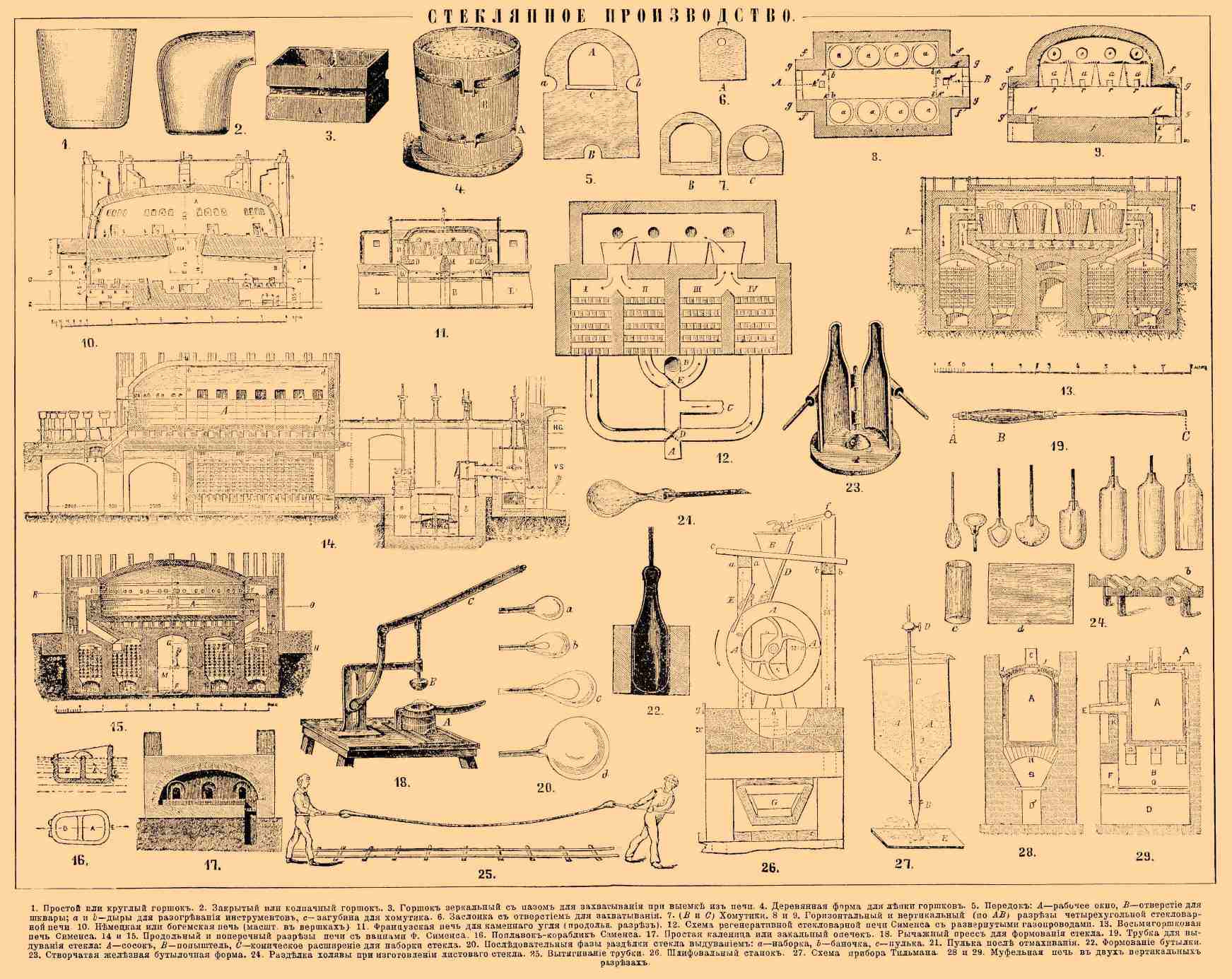 СТЕКЛЯННОЕ ПРОИЗВОДСТВО1. Простой или круглый горшок. 2. Закрытый, или колпачный, горшок. 3. Горшок зеркальный с пазом для захватывания при выемке из печи. 4. Деревянная форма для лепки горшков. 8 и 9. Горизонтальный и вертикальный (по AB) разрезы четырехугольной стекловарной печи. 10. Немецкая или богемская печь (масштаб в вершках). 11. Французская печь для каменного угля (продольн. разрез.). 12. Схема регенеративной стекловарной печи Сименса с развернутыми газопроводами. 13. Восьмигоршковая печь Сименса. 14 и 15. Продольный и поперечный разрез печи с ваннами Ф. Сименса. 16. Поплавок-кораблик Сименса. 17. Простая каленица, или закальный опечек. 18. Рычажный пресс для формования стекла. 19. Трубка для выдувания стекла: A — сосок, B — папыштель, C — коническое расширение для наборки стекла. 20. Последовательные фазы разделки стекла выдуванием: a — наборка, b — баночка, c — пулька. 21. Пулька после отмахивания. 22. Формование бутылки. 23. Створчатая железная бутылочная форма. 24. Разделка холявы при изготовлении листового стекла. 25. Вытягивание трубки. 26. Шлифовальный станок. 27. Схема прибора Тильмана. 28. Муфельная печь в вертикальном разрезе.Стеклоплавильные печи относятся к разряду пламенных печей. Если на поде располагаются стекловарные горшки, то печь носит название "горшковой"; если под печи приспособлен к плавке без горшков, прямым помещением С. состава на его поверхности, то такие печи именуются печами с "ваннами" или с "плавкой на поду". Рабочее пространство печи называется стойлом; передача тепла в нем выплавляемому составу происходит через стенки горшков, если горшки закрытые (колпачные), и частью непосредственно, если горшки открытые; при плавке же на поду передача тепла происходит только с поверхности С. состава. Около стойла печи помещаются топки, которые по действию своему бывают двух родов: 1) прямого, или непосредственного, действия — если воздух для разложения топлива и сожигания продуктов разложения вводится одновременно, и 2) газовые — если воздух для разложения топлива вводится отдельно от воздуха для сожигания. По форме пода, от которого зависит общий вид печи и расположение горшков, печи бывают четырехугольные, овальные и круглые при параллельности нижнего разреза свода с подом и симметричности расположения частей стойла печи. На прилагаемых схемах (фиг. 8 и 9) изображена четырехугольная печь, как самая простейшая, отапливаемая дровами. На четырехугольном поду, так наз. лавах, по длинным сторонам располагаются в два ряда горшки аа, между которыми по направлению линии AB сделан канал вв (кадь), идущий вглубь до топок, расположенных по обоим концам печи и покрытых сводами f и f. На глиняной плите g, g, h, k производится сожигание топлива; отверстие k' служит для притока воздуха. Для более совершенного горения плита иногда заменяется решеткою из глиняных брусков. Отверстия g, g' служат, кроме внесения топлива, также и для ставки горшков в печь. Стойло печи ограничивается с боков стенками, составляющими окружку печи, на которой покоится свод, или колпак. Против каждого горшка а, а проделывается круглое или овальное рабочее отверстие, или окно, для засыпания сырого состава в горшки и по сплавлении его — для выработки стекла на изделия; под окнами вровень с лавами имеются отверстия r, назначенные для стока очажного стекла, или "шквары", которая скопляется от утечки из горшков; они служат также для наблюдения за состоянием нижней части горшков и поворачивания их во время работы и закрываются заслонками. Над топочными сводами вкруг печи устраивается верстак, или пол из каменных плит или чаще из досок, для помещения рабочих, а также всех приспособлений для разделки стекла. Круглое сечение пода печи, кроме большей вместимости ее, представляет еще выгоды более равномерного распределения тепла в стойле печи, а след., и нагревания горшков до одинаковой температуры. Вместе с тем потеря теплоты стенками при круглой форме печей относительно наименьшая. Размеры стеклоплавильной печи определяются количеством сплавляемого в ней стекла в течение одной варки, а следовательно, величиной и количеством горшков. Вместимость стойла должна удовлетворять условию свободного развития горения тех газов, часть которых (окись углерода и углеводороды) не успела сгореть на решетке и в топочном пространстве; затем стойло должно быть настолько велико, чтобы газы, прежде чем удалиться из печи, имели достаточное время для передачи теплоты С. составу. По опытам Бастенера (Bastenaire-Doudenart, 1825), принимая емкость горшков за 100, вместимость стойла печи определяется в 365, причем высота окружки печи от уровня лав до основания колпака равна 1 1/4 высоте горшка. Высота свода печи и форма его сечения в отношении условия отражаемости от него пламени и устойчивости имеет большое значение. При круглых и овальных печах за более удобное принимается эллиптическое очертание, как наилучше отражающее пламя; на практике эллиптическая кривая заменяется коробовою кривою. Отношение емкости горшков к стойлу при топливе, дающем сравнительно короткое пламя, как, напр., при каменном угле, может быть уменьшено до 1:3 и даже 1:2,7. Размеры решетки устраиваются сообразно потребности в топливе, рассчитанной на известное количество сплавляемого стекла в одну варку. Для образования 1 вес. части готового к выработке стекла считается необходимым ок. 5 в. ч. древесного топлива среднего качества; при очень хорошем сухом топливе количество это уменьшается до 4 ч.; в этот расчет не идет трата топлива за время выработки стекла; трата эта весьма различна; так, для разделки хрустальной посуды расход топлива, исключая плавку, доходит до 2—3 в. ч. на 1 ч. стекла. Расход среднего качества каменного угля менее, а именно около 1,5—2 в. ч. на 1 ч. стекла. Количество горшков обыкновенно бывает от 4 до 12, смотря по разнообразию изготовляемой С. массы и обиходу на заводе. Размеры остальных частей печи с топками прямого действия можно видеть на фиг. 10 и 11, из которых фиг. 10 представляет круглую печь на 10 горшков для производства бутылок при высоте горшков — 16, верхнем диам. 30 и нижнем — 29 верш.; такого же рода круглые печи устраиваются для оконного стекла с горшками таких же размеров или несколько более (до 21 верш. высоты при верхнем диам. в 34 и нижнем при соответственном изменении размеров частей печи). Представленная печь относится к типу немецких (богемских) и требует хорошего и сухого топлива из хвойных пород. Такого рода печи часто встречаются в России, где не введено еще газовое отопление, А — стойло печи; лавы имеют небольшой уклон к окружке печи; посреди пода хайло С для выхода пламени в стойло с расширением кверху. Вся эта часть, как подверженная действию сильного огня, изготовляется из огнеупорного материала (означена на фиг. 10 штрихами с утолщением, кладка же из простого кирпича означена штрихами без утолщения); аа — окна, bb — отверстия призывных каналов для пламени, идущих в трубы СС с наставками mm, прилегающие к распорным стенкам nn: gg — четырехугольные отверстия на случай поворачивания и лечки горшков; ll — передки, закрывающие устье печи, назначенное для выемки и вноса горшков; ВВ — топка; оо — топочные своды; два отверстия i для извлечения шквары, в остальное время заложенные; kk — решетки с глиняными колосниками; dd — поддувальные отверстия; ее — топочные передки с отверстиями f, через которые вносится топливо. По этому же типу устраиваются и печи для посудного стекла; величина горшков в этом случае меньше — верхний диам. (16—20 в. при вместимости от 12 до 20 пд. стекла). Один из более распространенных во Франции и Бельгии типов печей с топками прямого действия, отапливаемых каменным углем, представлен на фиг. 11 — это так наз. французская горшковая печь для производства бутылок и оконного стекла на 8 горшков вместимостью около 700 кг стекла; на углах печи помещаются обыкновенно четыре ашефа для прожаривания (фриттования) сырого состава. Топочный свод L, помещающийся под печью, несколько возвышается, выходя из-под топок, и представляет настолько свободное пространство, что дает возможность очищать колосники и разравнивать на них уголь. Стрелка топочного свода обыкновенно устраивается ниже пола гуты на 300—500 мм; посредине топочный свод разделен стенкой В, продолжение которой M — с откошенными боками — строится из хорошего огнеупорного материала. К стенке В под седлом подходят концы железных колосников приблизительного сечения 35—40 мм, с покатостью колосников от WW, где загрузные отверстия ограничены снизу покатыми огнеупорными плитами, а сверху камнями DD. Устройство печи отличается своей простотой и прочностью.Существенным недостатком топок прямого действия для получения высокой температуры заключается в трудности управления притоком воздуха и, главнейше, невозможностью привести топливо в тесную смесь с кислородом воздуха в надлежащем количестве для выгодного горения, близкого к полному. Высокая температура, или напряженный (интенсивный) нагрев, в стойле стеклоплавильной печи обусловливает большую потерю тепла от уходящих печных газов, которая должна быть постоянно вознаграждаема свежим притоком тепла от горящих продуктов из топки. Отработавшие газы, уходя из стойла печи, имеют температуру около 700°, что указывает, насколько здесь значительна потеря тепла и насколько важен вопрос о возврате его. Вопрос о лучшем смешении воздуха с топливом и управлении притоком его разрешается устройством газовых топок или генераторов, а возвращение уходящего тепла устройством рекуператоров (Понсарда, Шарно, Люрмана и др.) и регенераторов Ф. Сименса, которые служат для нагревания горячими газами, уходящими из печи, воздуха, предназначенного для горения и вместе с тем топлива при полной регенерации (см. Генераторный газ). С введением этих усовершенствований в стекловарных печах, кроме большого сбережения топлива (почти в 3 раза), получилась возможность повысить температуру печей, отчего сократилась продолжительность плавки от 1/3 до 1/2 и получилась возможность иметь в стойле печи чистое и постоянное пламя, кроме других второстепенных удобств. Не останавливаясь на описании малоупотребительных в С. производстве печей с рекуператорами (печь Незе, Люрмана, см. R. Dralle, "Anlage u. Betrieb d. Glasfabriken", 1886), обращаемся к регенераторным печам Ф. Сименса. В стеклоплавильных печах регенераторы устраиваются под печью или по бокам ее, смотря по свойствам почвы (глубины подпочвенных вод). Для показания расположения газопроводов и игры регенераторов представлена схема газовой печи Сименса (фиг. 12). Ход для воздуха при А, как и выход газа из генератора при В, снабжены клапанами D и Е; оба клапана устроены таким образом, что могут быть установлены в положение, показанное пунктиром, и разобщать правую сторону газового и воздушного ходов от левой; кроме того, оба клапана соединены между собою средним проводом, имеющим сбоку боров С, соединяющий его с дымовой трубой. Под подом печи с горшками находятся 2 пары регенератов I и II, разобщенных стеною от III и IV. При показанном на схеме положении клапанов D и Е, печные газы из печи протягиваются трубою в пару регенератов I и II, где разогревают кирпичную кладку и затем уходят по направлению стрелок в трубу; в это время снизу вверх текут газ из В в регенератор III и воздух при А в регенератор IV и, разогревшись, вступают в печь, как показано стрелками; при обратном положении клапанов, как показано пунктиром, уже нагретые регенераторы сообщаются I — с воздухом, а II — с газом; направление течения газов изменяется, и таким образом ток газов в стойле печи перекидывается с одной стороны на другую, чем достигается равномерность температуры печи и непрерывность действия регенераторов. Хотя при газовом отоплении количество воздуха и генераторного газа может быть урегулировано, но самое горение газа в стойле печи находится в недостаточно благоприятных условиях для передачи тепла посредством лучеиспускания. Ф. Сименс как на одно из таких условий указывает на диссоциацию газов от ударов (контакта) о нагретые поверхности печи и горшков, которая от того наступает при низшей темп.; пламя в значительной мере обогащается выделяющимся при этом свободным углеродом и в местах встречи с твердыми поверхностями окружается пеленой копоти, препятствующей передаче теплоты через лучеиспускание (Fr. Siemens, "Ueber den Verbrennungs-Process etc.", 1887). На основании этих соображений в конструкции печей Сименса последнего времени входы и выходы для газов устраиваются в таком направлении и размерах, что избегается по возможности всякое препятствие для движения их, и стойло печи получило больший объем для свободного развития пламени. Фиг. 13 изображает разрез печи Сименса; в ней регенераторы L и L' воздушные, G и G' газовые; сообщение со стойлом печи каждой пары регенераторов устроено со стороны поперечных боков печи подымающимися трубами, которые наверху поворачиваются параллельно своду печи; воздушные отверстия l и l' находятся над газовыми g и g'; направление входящих, а также уходящих газов показано стрелками. Хотя в этой печи оставлено прежнее отношение объема стойла к объему горшков, но положением входных каналов для газов устранено препятствие для распространения пламени, так как средние выходы направляются между горшков, а боковые — по направлению продольных стен окружки, а что всего важнее, устранены удары пламени о свод печи, так как газы двигаются параллельно его направлению. Непрерывную плавку и выработку стекла на изделия в горшках простого устройства производить нельзя, потому что в них варка неминуемо чередуется с выработкой на изделия. Идея единовременной варки и выработки стекла явилась в начале сороковых годов, когда Морло (Morlot, 1843) предложил для этого горшки с перегородкой, но неудачного устройства. Стекло в горшке Морло проваривается недостаточно и получается негодным на изделия. Осуществление идеи Морло сделано Ф. Сименсом, который усовершенствовал его горшок прибавкой лишней перегородки, но это также не нашло распространения в практике по незначительности выхода стекла относительно скорости выработки, почему работа оказывалась невыгодной. Из горшков с перегородками за лучшие надо считать горшки Фридриха (1888); таковые ставятся парами — один выше другого; в выше стоящий горшок засыпается масса и по сплавлении сама переливается через край в нижний, откуда и вырабатывается; верхний горшок постоянно дополняется свежим составом, вследствие чего получается возможность вести одновременно плавку с выработкой (см. R. Dralle, 1886). В последнее время предложены подобные же горшки Рихтером (G. Richter, "J. В. Ch. Tech.", 1899); из них сплавленная масса вытекает на под печи (ванна), откуда и вырабатывается. Плавка на поду печи или в печах с ваннами без горшков разрешает вопрос непрерывности производства в стеклоделии в более широких размерах. Одна из печей с ванною Сименса изображена на фиг. 14 и 15. А представляет ванну, на дно которой засыпается свежий состав со стороны I. Семь четырехугольных отверстий с каждой стороны (l и g) — выходы для воздуха и газа поочередно. Газ и воздух поворачиванием клапанов перекидываются поперечно с одной стороны на другую, как и в печах с горшками. Сплавленная масса вырабатывается на противоположной от засыпки стороне из малых круглых окон. Регенераторы расположены попарно таким образом, что воздушные регенераторы находятся под средней частью печи. Каналы, ведущие газ и воздух, чередуются между собою и открываются в стойло печи: воздушные — отверстиями l и l, газовые — g, g. Карманы t, t имеют назначение собирать увлекаемую из печи пыль от засыпаемого сырого состава. Газ из генераторов поднимается в общий сборный канал HG (фиг. 14), откуда протягивается по каналу VS и через проход е подходит под газовый регулятор в b, подле которого расположена трубка Р, нижним концом своим открывающаяся в проход е; трубка эта служит для наблюдения за давлением и качеством получаемого газа. Выходящий через регулятор газ, пройдя железный соединительный рукав с, встречает газовый клапан для перемены токов газа; за ним по направлению к печи находится воздушный клапан для перемены токов воздуха. Находящиеся под клапанами каналы f1 и f2 разделены между собою стенкою; отходящие печные газы из газового клапана уходят через каналы g, f2, а идущие через воздушный клапан — через е, f2, за которыми соединяются в общую ветвь по направлению к дымовой трубе. При варке стекла в ванне происходит постоянное движение частиц образовавшихся силикатов сверху вниз и обратно вследствие разности удельных весов, выделения газов и не вошедших в сплав веществ при поступательном ходе всей массы к рабочим окнам от напора вновь образующегося сплава с противоположной стороны; вследствие этого получается волнообразное движение, при котором частицы, опускаясь и подымаясь вновь, подвергаются непосредственному действию жара несколько раз, а потому на известном расстоянии и глубине можно найти слой достаточно проваренного стекла. При плавке в горшке движение частиц сверху вниз и обратно в конце провара, по окончании реакции между составными частями останавливается, чего при непрерывной варке и выработке в ванне не может быть вследствие постоянной засыпки свежего сырого состава, а, след., и непрерывной реакции между составными частями; в этом случае надо выделить и взять на ходу достаточно проваренный слой стекла на известном расстоянии и глубине; очевидно, что такое стекло будет находиться вблизи рабочих окон, для извлечения же стекла с некоторой глубины опускают в ванну поплавки в виде крантов и корабликов разных форм; простейший из них представляет кольцо, сделанное из огнеупорной глины, высотою 20—25 стм, диам. 40—60 стм, при толщине 3,5—4,5 стм. В ванну опускается 40—45 штук крантов, которые распределяются таким образом, чтобы между двумя рабочими окнами приходился один крант; остальные, не служащие для выработки, способствуют осветлению сплава. В позднейших печах Сименса вместо крантов введены поплавки-кораблики; при этом глубина слоя стекла держится в ванне от 95 до 100 стм; на фиг. 16 представлен кораблик в разрезе и плане. В А внизу имеется отверстие; через него входит стекло, затем через перегородку переходит в отделение В. От веса всего прибора зависит глубина, на которой он находится в расплавленном стекле, а потому, если он недостаточно тяжел, его нагружают подвешиванием на края скобок из огнеупорной глины. Ограничиваясь описанием газовой горшковой и с ванною печей Сименса, как основных по существу, не касаемся устройства многочисленных других печей, которые представляют видоизменения печей Сименса. Печи с ваннами допускают плавку только одного сорта стекла, а потому они применяются при большом производстве однообразного товара, напр. бутылок, полубелого оконного стекла и др. Выгода больших печей с ваннами против горшковых лучших устройств, как, напр., печей Боэтиуса (без регенерации), выражается не только расходом топлива, достигающим при последних на 1 кг стекла до 1,5 кг угля, между тем как для печи с ванною Сименса только ок. 0,8 кг угля, но и производительностью, которая по выходу стекла почти втрое больше. В последнее время Сименсом устроены так наз. универсальные печи с ванною, которая делится стенками на два и на три отделения для одновременной плавки нескольких сортов стекла, но они находятся еще в периоде дальнейших усовершенствований. Все описанные выше печи устроены применительно к употреблению твердого топлива; для газообразного (природный газ) и жидкого (мазут) топлива в устройствах этих существенное изменение претерпевают только топки, — с устранением генераторов. Понятно, что при природном газе (из русских месторождений наиболее известны около Баку, в Сураханах, и в Крыму, около Керчи) для всякого рода печей требуется только целесообразное устройство газового провода и впусков его в стойло печи с соразмеренным количеством воздуха. При питании печей жидким топливом так наз. нефтяные топки бывают двух родов: топки самотеком и с форсунками (см. Отопление нефтяное). В последних достигается более совершенное смешение нефти с воздухом, но способ самотека имеет то преимущество, что не требует устройства парового котла, который не всегда имеется на С. заводах. Выгода употребления нефтяных остатков обусловливается большой теплотворной способностью их; так, 1 вес. часть мазута заменяет почти 1,5 вес. ч. доброкачественного каменного угля и почти 3,4 в. ч. сосновых дров; при подходящих ценах отапливание стекловарных печей мазутом находят выгодным даже около Москвы. В последнее время применен способ плавления стекла электрическим током на заводе около Кёльна, где пользуются выгодным падением воды для приведения в действие динамо-машины. По уверению изобретателя (F. H. Becker), в течение 15—20 минут сырой состав сплавляется вполне хорошо. Электрическая печь устроена с ванной, перегороженной на 3 отделения; в наименьшее течет сплавляемое стекло со ступенчатой огнеупорной лещади, на каждой из 3-х ступеней которой расположены на известном расстоянии концы электродов для образования вольтовой дуги. Сырой состав непрерывно сыплется из воронки над верхней ступенью между верхними электродами и спускается уже почти сплавленным на последующие — тоже между электродами. По мере накопления стекло проходит через перегородки на противоположный конец готовым для выработки из последнего большого отделения ванны (см. "Jahresber. d. Ch. Techn.", 1900 г., и "Die Glashütte", Fahdt. 1900 г., № 15). Температура стекловарных печей, развиваемая в стойле, должна быть, по Шинцу, около 1300°. В лучших газовых печах, прямыми определениями по пироскопу Зегера, получается температура от № 14 до № 21, что соответствует около 1400°—1500°. При этом надо заметить, что в разных местах стойла печи температура неодинакова; так, в фокусах эллипсоидального свода замечается весьма высокая температура. Температура плавления стекла зависит от состава и подчиняется правилу Бертье, по которому легкоплавкость увеличивается с усложнением состава; так, содово-поташевое стекло плавится ниже содового и поташевого в отдельности; кроме того, составы, богатые щелочами, окисью свинца, борным ангидридом, легкоплавче других, особенно глиноземных. Готовое стекло не имеет определенной точки плавления; оно начинает размягчаться ниже красного каления и при этом делается гибким. Шотт (Schott, 1891) определяет начало размягчения для кронгласа около 410° и флинтгласа около 360°; с возвышением температуры стекло делается настолько мягким, что легко поддается формованию и спаиванию отдельных частей без всяких следов; связность его при этом настолько велика, что, поддерживая надлежащую температуру, можно вытягивать его в тончайшие нити. На тягучести и связности частиц стекла при известной температуре основан способ разделки его выдуванием на трубках. При дальнейшем нагревании стекло плавится и может быть приведено в довольно подвижную жидкость. По определению Бееца (Beetz, 1874), тяжелый свинцовый хрусталь плавится около 700°, зеленое бутылочное стекло около 1080° и французское зеркальное стекло — около 1110°. Так как сырой состав плавится труднее готового стекла, то температура печи должна быть выше, и присчитывая, кроме того, возвышение температуры на провар, т. е. на приведение стекла в возможно жидкое состояние для очищения, температура для получения тугоплавкого стекла определится около 1 400°, а для легкоплавкого — 1000°. Засыпка состава производится небольшими порциями, чтобы сильно не остудить разогретого горшка, а при ванне — печи. При засыпке в горшок состава принято делать две насыпи, придерживаясь того правила, чтобы не засыпать второй насыпи, не дождавшись, пока первая не расплавится; когда вторая насыпь проварится, делают дополку боями. Варка состава происходит в следующем порядке: первоначально состав раскидывается на зернистую массу — это первая степень стеклования, затем начинается плавление, или разваривание, когда печь доведена до наивысшей температуры, масса разжижается и начинается провар, причем стекло делается настолько жидким, что может быть выплеснуто из горшка. При проваре масса кипит от выделяющихся газов, и на поверхность ее всплывают пузыри вместе с веществами, не вошедшими в состав, и образуют на поверхности пузырчатую пену, или хальмоз, в состав которого входят хлористые и сернокислые соли, частицы песка, глины и пр. Когда кипение массы окончится, ее остуживают, понижая температуру печи, и затем счищают с поверхности пену. Остуживание стекла имеет целью сгустить массу для выработки, так как очень жидкое стекло не годится для выдувания, ибо не пристает к железу и скатывается с него каплями; кроме того, при понижении темп. удаляются растворенные в жидкой массе при высокой температуре газы, по преимуществу углекислота. Для ускорения плавки и очищения стекла во время провара при закрытых горшках в последнее время предложено разрежать в них воздух посредством парового аспиратора (Н. Lepersonne, 1894), а также производить перемешивание сплава кислородом, сжатым под давл. 120 атм. (А. М. Villon, 1893), через опущенную в горшок спиральную платиновую трубку. Давление газа в горшке удерживают не более 2 атм., проваривание при этом сокращается почти наполовину, и притом стекло получается более однородное и чистое. Обыкновенный способ перемешивания стекла во избежание его слоистости производится опусканием на дно горшка куска мокрого дерева (булка или шалка), насаженного на длинное железко, отчего масса приходит в движение от выделяющихся газов, или просто перемешивают железным ломком. При остуживании сваренного стекла, а также во время выработки иногда замечается следующее явление: масса вместо того, чтобы сгущаться при понижении температуры печи, разжижается; вынутая и охлажденная проба представляет прозрачное стекло, в котором рассеяны зерна, иногда в таком количестве, что стекло теряет свою прозрачность, а если зерна образуют скопления, то поверхность стекла делается шероховатою. В заводской практике такое явление называется заруханием (стекло зарухло), иначе расстеклованием (dévitrification, Entglasung), и состоит в нарушении однородности С. сплава, в выделении внутри его твердых тел часто ясно кристаллического сложения, образующих шаровидные скопления или агрегаты длинных блестящих кристаллов. Если дать спокойно застыть массе в горшке или ванне, то величина кристаллов доходит до 30 мм и более. Они наичаще представляют силикаты: кальция (CaSiO3) — волластонит, или известково-магнезиальные — авгиты, пироксены (см. "Examen des défaut du verre", L. Appert, 1890). К такого рода выделениям наиболее склонны составы глиноземного стекла, богатые известью и магнезией. Вследствие малой своей теплопроводности стекло мало способно выдерживать резкие перемены температур, и как при быстром нагревании, так и охлаждении часто нарушается его целость, при этом быстрое нагревание выдерживается лучше, чем охлаждение. Вследствие этого предметы, вырабатываемые в размягченном состоянии, для полного их затвердения и остывания подвергаются медленному и постепенному охлаждению, чтобы удержать наружный, быстрее застывающий слой в состоянии достаточной растяжимости при остывании и сжатии внутренних слоев. Операция эта называется в заводской практике закаливанием и производится в особых печах, каленицах или закальных опечках. Каленицы бывают периодического (обыкновенные) и непрерывного действия. Первые представляют сводчатую пламенную печь (фиг. 17), около пода которой сбоку помещается топка; печные газы в печах старого устройства удалялись в проделанное впереди окно (устье), которое вместе с тем служило для внесения закаливаемых мых изделий; в настоящее время по большей части для этого устраивается дымовая труба. Закаливание ведется с соблюдением след. условий. 1) Каленица должна быть разогрета приблизительно до одинаковой температуры с поступающими в нее изделиями; если температура каленицы будет ниже темп. внесенного в нее стекла, то вещи значительной толщины могут растрескаться, а тонкие, как посудное стекло, получат недостаточную закалку; если температура ее будет выше темп. закаливаемых вещей, то они могут размягчиться настолько, что от давления друг на друга или от собственной тяжести потеряют приданную им форму. Для изделий толстостенных и большого размера, форма которых может измениться только при продолжительном действии жара, температуру каленицы держат нисколько выше; делается это для того, чтобы охлаждение таких вещей было медленнее и закалка глубже. 2) В течение всего времени закалки каленица должна быть настолько плотно закрыта, чтобы внешний воздух не мог проникать внутрь ее и тем нарушать постепенность ее охлаждения. Каленицы непрерывного действия, или "протяжные", устраиваются в виде длинного канала, покрытого сводом, протяжением от 16 до 20 м при ширине в 2—3 м и высотою около 1,5 м; на одном конце канала имеется одна или две топки, а на противоположном труба для вывода печных газов. Под канала устлан рельсами, по которым двигаются железные тележки, приспособленные для нагрузки закаливаемых изделий, для чего вблизи топки устраиваются устья. При таком расположении, очевидно, температура канала от топки к трубе будет неодинакова и чем далее от топки, тем ниже. Управление температурой протяжной каленицы ведется главнейшим образом шуровкой топок и изменением просвета дымовой трубы заслонками; с этой же целью устраивают железные подвижные щиты как на конце, противоположном топке, так и по протяжению каленицы, между тележками. Перед началом выработки стекла в топке каленицы разводят огонь и по достижении надлежащей степени жара вводят первую со стороны топки тележку; когда тележка достаточно разогреется, ее проталкивают к устью для нагрузки, а вслед за ней ставят для подогревания вторую тележку, прицепив ее к первой; когда первая будет нагружена, ее проталкивают по направлению к трубе, а вторую начинают нагружать, прицепив к ней третью, и т. д. Таким образом нагруженные тележки постепенно проходят всю длину каленицы от жаркой части в более холодную и затем к выходу. Тележки, вышедшие из печи, разгружаются и снова по рельсам возвращаются к началу каленицы, чтобы начать тот же кругооборот. Время закаливания при протяжных каленицах сокращается на 6—8 час. вместо 24 и более часов, потребных для хорошей закалки в простых опечках; расход топлива уменьшается до 30%. К числу непрерывно действующих калениц относятся каленицы с вращающимся подом. Непрерывные протяжные и вращающиеся каленицы устраиваются преимущественно для однообразного по величине стекла, как для бутылок и мелкого посудного стекла. После медленного закаливания стекло дает усадку, или уплотняется, что при разделке вещей в форму необходимо принимать в расчет. Судить о величине усадки можно из сравнения плотностей закаленного стекла и охлажденного без закалки; в первом случае, для щелочно-известковых сортов стекла, она колеблется от 2,4 до 2,6 и для свинцового хрусталя — от 3 до 3,2; если то же стекло будет быстро охлаждено, то плотность, по Ришу (Riche, 1875), уменьшается; так, для кронгласа с плотностью 2,551 уменьшение равно 0,007, для свинцового стекла при плотности до 4,2 оно может дойти до 0,025; по Шотту (Schott, 1879), чем охлаждение быстрее, тем разница более. Кроме разницы в плотностях, стекло приобретает от быстроты охлаждения и др. свойства, отличные от свойств обыкновенного стекла. Наиболее резкую разницу представляют батавские слезки (см.), затем болонские склянки (см.) и твердое стекло де-ла-Басти (De-la-Bastie, 1875; Verres durs, trempés, Hartglas), закаленное при темп. ок. 150°—300°. Во всех этих видах стекла повторяются особые свойства батавских слезок, но в пониженной степени. Все быстро закаленное стекло, включая сюда и твердое, обладает двойным лучепреломлением, что обнаруживается цветными полосами в поляризованном свете; свойство это весьма важно, так как дает средство распознавать такое стекло от обыкновенно закаленного. Изобретение твердого, или небьющегося, стекла де-ла-Басти в 1875 г., возбудившее в первые годы такой сильный интерес, в настоящее время почти оставлено без внимания вследствие того, что изделия, закаленные по его способу, оказываются во многих случаях настолько непрочными, что, по-видимому, самопроизвольно — без особых причин разрываются на части, как то случается часто с батавскими слезками и болонскими склянками. Такая невыгодная сторона должна быть отнесена к недостаточной разработке частностей производства и трудностей приемов закаливания, при котором должна быть сохранена в точности температура соответственно составу стекла и величине изделий. [Способ Басти состоит в том, что вещь, разделанную около печи, не помещают в каленицу, а, разогрев ее докрасна, но настолько, чтобы она не потеряла формы, погружают в ванну, содержащую расплавленный жир и растительные масла, смешанные в надлежащей пропорции, и нагретую от 150° до 800°, смотря по составу стекла, форме и величине вещей, а также и по температуре закаливаемого предмета. Охлаждение производится также смотря по свойствам и температуре стекла. Сопротивление такого стекла на изгиб, по опытам Thomasset, почти вдвое более сопротивления обыкновенного стекла. Нешлифованное (сырое) зеркальное стекло, будучи закалено таким образом, имеет почти в 5,33 раза большее сопротивление, чем такое же, закаленное обыкновенным образом (подробности см. "Le verre et le cristale", Henrivaux, 1897 г.). Бауер (1875) предложил закаливание в парафине при 200 град. Ц., а Лежер (Léger, 1877) — перегретым водяным паром. Сименс приготовляет твердое листовое стекло разогреванием его до размягчения и затем сильным сдавливанием между холодными металлическими пластинами, таким образом получается стекло в 10 раз прочнее обыкновенного и малочувствительное к переменам температуры. Вообще, все указанные здесь и другие, не упомянутые способы находятся еще на степени дальнейших усовершенствований.]. Обыкновенное закаливание стекла предполагает постепенное, без резких скачков, понижение температуры от расплавленного состояния до полного затвердевания, тогда как при быстром закаливании производится известный резкий переход от возвышенной к более низкой температуре, крайний случай чего есть выливание возможно жидкого стекла в холодную воду. Продолжительность закаливания в некоторых границах не имеет влияния на свойства получаемого стекла, если только охлаждение произведено постепенно; так, изделия, закаленные в течение около 6 часов и 24-х, имеют одинаковые плотности и проч. свойства. Если стекло будет удержано при температуре, близкой к его размягчению, в течение суток и более, смотря по составу, тогда оно претерпевает изменения, выражающиеся в потере прозрачности (Реомюров фарфор), перемене твердости и проч. Возможно предположить, что, делая перерыв на известной стадии остывания расплавленного стекла, возможно удержать наивыгоднейшее для прочности натяжение слоев, в чем убеждают опыты Шотта (1895), получившего твердое стекло спаиванием слоев стекла (см. ниже Покрывочное стекло) различного коэффициента расширения от тепла.Разделка, или формование, свареной С. массы производится двояко. 1) Отливкой в виде жидкости в формы или на плоскости (зеркала, см. Зеркальное производство) с последующим давлением. Стекло принимает при этом все очертания внутренних стенок формы и сохраняет их после отвердения. В последнее время посредством литья в металлические и глиняные формы с последующим давлением приготовляют изделия большого размера, между которыми получили большое распространение плиты для выстилания полов и потолков, резервуары и проч. (см. "Les manufactures de glaces de St-Gobain etc"., Grentilini, 1890). 2) Обработкой в виде полугустой тягучей массы прессованием в формах и выдуванием на трубках с вытягиванием и спаиванием отдельных частей.Прессованное стекло часто в торговле называют литым, что неправильно, так как оно в формы вносится не в жидком состоянии, а в виде мягкой тягучей наборки железком или ковшом (чумичом), предварительно охлажденное до надлежащей густоты. Чтобы стекло, внесенное в форму, приняло ее очертания, необходимо на него надавливать, что быть может исполнено рычажным прессом (фиг. 18). На рычаге С подвешен стержень, оканчивающийся сердечником B; при опускании рычага сердечник опустится вертикально в отверстие формы или матрицы А, и от его надавливания мягкое стекло займет все свободное пространство между внутренней поверхностью формы и сердечником. Чтобы иметь возможность освободить сердечник из матрицы, изделия должны внутри конически расширяться кверху. Если наружная поверхность изделия имеет выдающиеся и углубленные части, не допускающие выемку его из матрицы, тогда последняя делается разборною из нескольких частей, собирающихся на шарнирах или другим способом, как это делается скульпторами при отливках из гипса. При изготовлении вещей, имеющих ручки, как то: кружек, чашек и проч., а также вещей на ножках и др., ручки и ножки отпрессовываются отдельно и затем уже в разогретом виде припаиваются на место. Матрицы и сердечники делаются медные или чугунные; последние предпочитаются вследствие их дешевизны, а также и потому, что чугун обладает большею твердостью. Рычаг в прессе на фиг. 18 может быть заменен винтом, чем достигается большая правильность в движении сердечника, но работа зато идет медленнее. Для достижения правильности движения сердечника и точного центрирования матрицы относительно сердечника устраиваются прессы более сложной конструкции, чем на фиг. 18. Если прессовать стекло в холодную форму, то вследствие значительной теплопроводности металла стекло с поверхности остывает настолько быстро, что теряет свою пластичность, отчего нельзя достигнуть точного и резкого отпечатка; если, наоборот, форма будет сильно накалена, стекло пристает к стенкам металла: вследствие этого матрица должна быть перед прессованием нагрета до некоторой определенной температуры. Кроме того, она смазывается жирными веществами, которые не должны давать нагара. Лучшая смазка в этом случае будет смесь 10 частей конского сала с 3 ч. деревянного масла. Изделия, приготовленные прессованием в металлические формы, всегда получаются с более или менее шероховатой поверхностью, вследствие чего они не имеют блеска и чистоты выдутого стекла. Чтобы придать более привлекательный вид прессованному стеклу, его украшают всевозможными выпуклыми и углубленными рисунками, а также, в подражание хрусталю, гранением; украшения эти достигаются заготовкой соответствующих форм литьем и гравировкой, вследствие чего сложные формы обходятся весьма дорого, так как требуют точной пригонки швов в местах створа. Кроме того, для уничтожения шероховатости поверхности прессованные изделия по вынутии из формы часто подвергаются вторичному разогреванию в такой степени, чтобы только сгладить (затаить) плавлением наружный слой; операция эта требует большой осторожности, иначе легко испортить наружные украшения; во всяком случае, острые углы и грани теряют при этом свою резкость. По составу стекло для прессования должно удовлетворять несколько иным условиям, чем обыкновенное стекло для выдувания. Так, твердое содовое и поташевое стекло не годится, как не обладающее при остывании достаточной мягкостью, также непригоден состав свинцового стекла для хрусталя, которое, наоборот, очень мягко и сохраняет долго свою пластичность, отчего замедляет ход работы, и слишком дорого для дешевого пресованного товара. Содово-поташевое стекло с прибавкой некоторой доли окиси свинца и белое содово-поташевое стекло с несколько повышенным содержанием щелочей (см. выше о составе стекла) являются подходящими для прессования. Быстрота и простота производства, не требующая особого искусства от дельцов, обусловливают дешевизну прессованных изделий сравнительно с шлифованным и гравированным стеклом, а при затейливости рисунков посудное и прочее домашнее прессованное стекло может быть отнесено к разряду ходкого товара, ибо удовлетворяет требованию невзыскательной на вкус массы потребителей, заменяя в обиходе граненый и прочий хрусталь. Кроме посудного стекла, прессование имеет важное применение в изготовлении пуговиц, подвесок для люстр и ламп, больших иллюминаторных корабельных стекол, черепицы для крыш (во Франции) и проч. Упомянутые изделия при требовании особого блестящего вида подвергаются шлифованию, гранению и полировке. [Начало развития производства прессованного стекла относится к началу нынешнего столетия в Англии и Америке, но несомненно, что оно было известно древним египтянам и римлянам и, вероятно, по простоте производства предшествовало изобретению более сложного способа выдувания на трубках. Производство прессованного посудного стекла на продажу у нас введено заводом П. Н. Зиновьева (ныне не существующим), но Императорский завод еще раньше готовил френелевские и иллюминаторные стекла для флота, шлифованные и не шлифованные части простых сервизов. В настоящее время большая часть прессованного стекла приготовляется на заводах зап. губерний (около Варшавы) и привозится из-за границы. Особенно хорошим достоинством отличаются изделия английских и американ. заводов.]. Для выдувания стекла служит железная трубка длиною от 1 до 1,5 метра и в диаметре до 2 стм, с каналом около 4 мм (фиг. 19). Один конец трубки слегка расширяется конусом и служит для набирания стекла, противоположный (сосок) — закруглен и берется в рот для выдувания. Около одной трети трубки, для предохранения рук от жара, закрыто папыштелем — деревянной оправой. Для наборки стекла конусообразный конец трубки тщательно очищается и затем нагревается в окне печи. Окунув нагретый конец в расплавленное стекло, поворачивают трубку несколько раз; масса легко пристает и навертывается на трубке в виде кома. Остуживанием наборки стекла при вращении трубки стекло доводится до такой густоты, при которой возможно сглаживание и выравнивание неправильной формы наборки, а при достаточной силе дутья через сосок получается ровный пузырь желаемой толщины стенок. Какой бы предмет ни предполагалось сделать выдуванием, он всегда начинается с одной начальной формы, называемой у нас баночкой (фиг. 20). Для примера приводим разделку бутылки, которая почти всегда работается в форму, преимущественно чугунную, но может быть отделана и от руки. Разделка бутылки начинается с баночки, которая превращается в пульку (фиг. 20, с) посредством выдувания и оттягивания на фулязке (железная рогатка формы буквы у); для придания удлиненной формы пулька разогревается в окне печи, чтобы придать ей большую мягкость, и затем отмахивается, т. е. трубкой делец делает довольно сильный размах по полукругу сверху вниз, отчего пулька вытягивается и принимает форму фиг. 21 и затем быстро вкладывается в деревянную (фиг. 22) или чугунную форму (фиг. 23), которые плотно закрываются; при этом делец сильно дует в трубку, чтобы раздать еще мягкое стекло до полного прилегания к стенкам формы. Затем остается отделать горло бутылки. Для этого бутылку вынимают из формы и захватывают за дно посредством понтии (железный заостренный стержень длиной около метра), которую прилепляют к дну посредством набранного на нее стекла, затем охлаждением водою конца трубки и сухим ударом по ней отделяют бутылку, которая таким образом держится на понтии за дно, или, как это делается чаще, захватывают бутылку на хваток (железные клещи с закругленными концами). Освобожденное от трубки горло разогревают, делают на нем утолщение прибавкой стекла и посредством обделочных ножниц, имеющих на концах своих соответственные венчику горла выступы, отформовывают его. При разделывании более сложных предметов делец употребляет инструменты, которые все имеют форму щипцов или пинцета и носят общее название ножниц; из них образные назначаются для резки горячего мягкого стекла, расправные, имеющие различную форму оконечности, — для захватывания, надавливания и вытягивания стекла; искусный делец-выдувальщик с помощью таких приспособлений может исполнять изделия всевозможной формы. Посудное стекло: стаканы, рюмки, графины и проч. разделываются для быстроты выработки и однообразия размеров, как и бутылки, в формах различного вида; добавочные части к корпусу посуды, как ручки, ножки и проч., делаются от руки. Для облегчения работы выдувания еще в тридцатых годах были предложены способы механического выдувания (Бонтан, 1834), но только в последнее время во Франции осуществилось применение сжатого воздуха для разделки изделий больших размеров по способу Апперта ("De l'emploi de l'air comprimé", L. Appert, 1890). 1 куб. м воздуха с давлением в 200 г на 1 кв. стм в приборе Апперта обходится в 0,5 франка, т. е. около 19 коп., наибольшее потребление в рабочий день считается около 700 литров с давлением 75 г на 1 кв. стм на 1 рабочего. Из этих данных видно, что применение сжатого воздуха при усиленной работе обойдется около 70 коп. на одного выдувальщика.Листовое (оконное) стекло. По качествам своим листовое стекло в России разделяется на 2 сорта: 1) зеленое и 2) белое, или богемское (бемское), в двух главных своих видах; кроме того, по размерам различают стекло круглое, ординарное и межеумки, по толщине — полуторное, двойное и тройное. Величина стекла бывает в торговле от 6 верш. длиною и 5 верш. шириною и доходит в длину до 48 верш. при ширине в 30 верш.; последний размер делается по особому заказу, в большинстве же случаев ординарные бемские стекла не более 36 верш. длиною при ширине в 16 верш., что уже считается значительной величиной; в среднем надо считать обыкновенный размер от 24 на 20 до 30 на 14 верш. Чтобы приготовить С. лист или пластину, существуют два способа: выдувание и литье с давлением, применяемое для приготовления зеркального стекла (см. Зеркальное производство). По первому способу выдувается шар или цилиндр холява. Шар развертывается в лист в размягченном состоянии при центробежном движении, делая выход к развертыванию в плоский лист с одной стороны, причем трубка находится в центре круглого листа; это так наз. лунное стекло, или стекло с пупком. Выдутый шар, еще мягкий, быстро вращают на трубке, отчего он превращается в эллипсоид, который с противоположной от трубки стороны налепляют на понтию (см. выше), а трубку отделяют ударом; таким образом, на месте, где была трубка, остается отверстие; размягчая эллипсоид со стороны отверстия, при быстром вращении расширяют отверстие деревянной дощечкой, отчего получается род плоской чаши, которая, будучи разогрета, при быстром вращении вследствие центробежной силы развертывается в плоскость. Таким образом можно получить диск около 1,5 м в диаметре, в середине которого остается место от понтии (пупок); кроме этого недостатка, лунное стекло невыгодно для разрезки на четырехугольные стекла вследствие круглой формы и невозможности получить такой большой величины стекол, какая достигается разделкой посредством цилиндра (холява), а потому последний способ почти исключительно употребляется на заводах. При разделке цилиндра, открытого с одного конца, лист получается уже после охлаждения его и вторичного размягчения; выход к развертыванию в плоскость делается в холодном состоянии через раскалывание цилиндра вдоль, по производящей его и отнятием суженной части, где была трубка; затем цилиндр разогревается и надавливанием с внутренней стороны (правка) развертывается в плоскость по линии раскола. Бельгийский, или французский, прием выдувания холяв отличается от старого богемского, или немецкого, тем, что в последнем способе поперечный разрез цилиндра определяет длину листа; чем более диаметр, тем длиннее выходит лист, между тем как при бельгийском длина цилиндра есть вместе с тем и длина развертываемого листа; вследствие этого для получения возможно большего листа немецкий рабочий должен развивать цилиндр в ширину, что возможно сделать только силою легких — выдуванием, тогда как при бельгийском приеме можно получить лист длиннее, развивая цилиндр в длину с помощью раскачивания, при чем надлежаще заготовленная наборка стекла от силы тяжести нижнего утолщенного ее конца оттягивается и масса (из толщи ее) идет на образование стенок холявы; как тот, так и другой способ одинаково тяжелы для дельца-выдувальщика, но преимущество остается за бельгийским, потому что при равной силе легких по бельгийскому можно получить лист больших размеров. Пользуясь им, в настоящее время возможно получение листового стекла длиною около 2 м. На приготовление холявы средних размеров наборка стекла делается весом от 25 до 30 фн. массы, а при больших до 47 фн.; время, потребное для разделки цилиндра до отделения его от трубки, считается от 8 до 9 минут. Для отделения (откалки) от холявы суженной части (колпака) разогревают раскаленным железом или горячим стеклом то место, по которому делается откалка, и затем, быстро охлаждая водой, получают трещину по намеченному поясу. Перед правкой на открытых цилиндрах делают один прямой продольный разрез или тем же способом разогревания, или разрезая алмазом. На фиг. 24 представлен последовательный ход разделки стекла в холяву и затем в лист (b — козла для холяв).Правка, или развертывание уже расколотых цилиндров, происходит при температуре размягчения стекла в правильных печах. Существенную часть правильной печи составляет разводная лава, приготовляемая из огнеупорной глины с особой тщательностью, со сглаженной и полированной поверхностью, на которой происходит развертывание цилиндра. Для того, чтобы расправить расколотый цилиндр, необходимо его предварительно нагреть, что производится в особом отделении печи таким образом, что цилиндры переходят из слабо нагретого помещения в более жаркое и, наконец, на разводную лаву; затем следует постепенное охлаждение для того, чтобы полученный лист удержал приданную ему форму, для чего в печи имеется охладительное, или закалочное, отделение. Для успешного хода правки печь должна удовлетворять условию одинакового состояния жара во все время правки, чтобы размягчение цилиндра по всему его протяжению происходило в одинаковой степени. Другое не менее важное условие есть такое устройство механизма печи, чтобы цилиндр и лист при передвижениях не шаркались о твердые поверхности печи и не получали царапин, уничтожающих достоинство и ценность листового стекла. Правка на лаве производится посредством правильного железка; когда поступивший на лаву цилиндр размягчился до такой степени, что края разреза начинают спадаться, тогда, не давая цилиндру сплющиться, мастер разгибает его края так, чтобы он, развертываясь, ложился на лаву четырьмя углами ровно, и затем разглаживает лист обугленной деревяшкой (чурок), насаженной на длинное железо. Правильные печи бывают с неподвижной лавой и с подвижными вращающимися или катящимися лавами. Лучшие правильные печи, принятые всюду, устроены бельгийцем Биеве (Bievez в Haine S.-Pierre). Передвижение стекла у Биеве производится посредством железной рамы, которая подхватывает листы снизу и на весу переносит в другое место. По выходе из плавильной печи стекло сортируется по чистоте внешнего вида на 1 и 2 сорт и затем разрезывается алмазом на листы требуемых размеров; при разрезке необходима особая опытность мастера, который должен найти наивыгоднейшие размеры, подгоняя встречающиеся недостатки (пузыри, камни и проч.) таким образом, чтобы они пришлись по разрезу или краям листа.Цветное покрывочное стекло (Verre doublé. Ueberfaugfarbenglas) производится наслоением стекла одного цвета другим, по преимуществу прозрачного бесцветного — окрашенным; это делается в видах экономии относительно дорогого цветного стекла и для производства шлифованием и гравировкой рисунков, для чего окрашенный тонкий слой снимается в надлежащих местах инструментами или вытравляется плавиковой кислотой. Чтобы произвести покрышку, делец-выдувальщик делает обыкновенным способом "баночку" из того стекла, которое назначено для покрытия, набирает на нее достаточное количество стекла, выравнивает и сглаживает с продуванием, затем окунает ее в окрашенное стекло (стекло это заготовляется в горшках меньшего размера и плавится в той же печи); чтобы выравнять и распределить стекло по всей наборке, оно разогревается в окне печи при постоянном вращении трубки и затем закатывается на металлической или мраморной доске; таким образом получается наборка, готовая к дальнейшей разделке как на листовое, так и на другое стекло. Если требуется, чтобы цветной слой находился между прозрачными, то полученную описанным способом наборку окунают снова в прозрачное стекло и поступают в дальнейшем по предыдущему. К числу украшений цветным стеклом относится так наз. насыпь. Для приготовления насыпного стекла толкут окрашенное стекло с просеиванием на сите до желаемой мелкости зерен и наносят полученный цветной порошок на поверхность мягкой горячей наборки стекла. Чтобы нанести порошок в известном порядке, его рассыпают рядами на металлической пластинке с подбором цветов и затем катают по ней мягкую наборку стекла, к поверхности которой порошок прилипает; для дальнейшего укрепления и сравнивания поверхности наборку нагревают и выравнивают закатыванием на гладкой поверхности, после чего она готова к разделке на вещи от руки и в форму.Ледяное стекло (Verre craquelé, Frostedglass, Eisglas) имеет вид расколотого льда. Эффект этот достигается погружением мягкой и достаточно горячей наборки в холодную воду (на 5—10 сек.), от чего на поверхности ее образуются мелкие трещины, более или менее глубокие, после чего наборку снова разогревают и разделывают. Наружные края трещин от разогревания оплавляются (затаиваются), а потому поверхность разделываемой вещи получается гладкою; при известном освещении плоскости ограничивающие трещины напоминают блеском своим растрескавшийся лед. Комбинируя хрусталь, цветное и покрывочное стекло с приемом погружения в холодную воду, можно получить вещи весьма разнообразного вида.С. трубки и стволики. Приготовление трубки начинается с баночки, на которую делается достаточная наборка стекла, которая разогревается и продувается для образования стенок трубки. Если предполагается вытянуть не круглую трубку, а овальную или 3—4-гранную и проч., то делец или от руки придает ей надлежащую форму (напр. 4-гранную — сплющиванием на металлической пластине), или продувает наборку в форму; при получении сплошного стволика, очевидно, наборка не продувается, а формуется: для круглых — закатыванием на гладкой поверхности, а другого вида — сдавливанием в форме. Заготовленную таким образом наборку помощник мастера захватывает со стороны свободного конца на железко посредством налепки горячего стекла и тянет его к себе, отходя от мастера на надлежащее расстояние (фиг. 25); чем скорее отходит помощник, тем трубка выходит длиннее. Чтобы средняя часть трубки не вышла очень тонкою, ибо она горячее, а след., мягче, ставится посередине другой помощник, который студит среднюю часть посредством обмахивания веером, обыкновенно из картона или перьев. Чтобы иметь ровные и прямые трубки, необходимо таковые выбирать из большого количества, так как вследствие провеса С. тяги в середине происходят погрешности в прямизне, а раннее застывание концов делает то, что от средины тяги к концам получается два конусообразных расширения; эти погрешности при надлежащем остуживании могут быть доведены до весьма малой величины. Понятно, что тонкие трубки и стволики небольшой длины (до аршина) могут быть приготовлены одним дельцом, захватывая конец наборки для тяги щипцами. Цветные стволики для С. вити (см. Филигранное стекло), а также покрывочные, в несколько слоев разно окрашенной массы, вытягиваются из наборок, приготовляемых тем же способом, как и для покрывочного стекла (см. выше).Для приготовления канализационных труб большого диаметра (до 50 стм, С-т Гобенский завод) применяется прессование в чугунную разъемную стоячую форму, для чего в нижней части ее устраивается конический сердечник, по размерам соответствующий внуттреннему диаметру трубы; стекло наливается сверху формы; движением сердечника, который прогоняется снизу вверх стержнем, посредством сжатого воздуха стекло распределяется по внутренней стенке формы слоем, соответствующим по толщине прозору между сердечником и стенками; затем достаточно отвердевшая С. труба извлекается из формы и подвергается закаливанию. С.-Гобенский завод, кроме труб, таким же способом готовит большие цилиндрические сосуды с дном, для чего вместо сквозного прохода сердечника требуется остановить его у конца формы в надлежащем месте для образования дна. О производстве разных др. видов стекла и С. изделий см. Зеркальное производство, Стекло оптическое, С. вата, С. мозаика, Стеклярус, Страссы, Филигранное стекло.Шлифовка и гранение посудного стекла и хрусталя. С. посуда, вышедшая из калениц, подвергается часто механической обработке. Сюда относится подбел, или подправка, украшение гранями и рисунком. Подбел делается для уничтожения следа от налепки понтии, выравнивания дна для устойчивости и для заглаживания острых краев посуды, если она была открыта откаливанием, подобно тому, как это делается при открытии холяв для листового стекла. Гранение посуды заключается в снятии до известной глубины шлифованием наружного слоя предмета, чтобы получить на последнем поверхность, ограниченную гранями в разных направлениях; если грани тянутся во всю высоту предмета ровной ширины, то такое шлифование называется прямой гранью; если грани пересекаются между собою, образуя отдельные правильные фигуры в подражание природным кристаллам, то такое шлифование называется гранением камнями. При шлифовании хрусталя отличают алмазную грань, которая заключается в расположении плоскостей призмою при резком отделении одного камня от другого, что придает предметам весьма блестящий вид. Когда выдающиеся ребра граней закругляются, то такое шлифование называют валиками. К орнаментным украшениям относятся: ложки, желобки (круглые или удлиненные углубления), нити, пояски или бороздки, располагаемые кольцами и концентрично, звезды различных видов, листы со стеблями и проч. Все означенные работы исполняются на шлифовальных станках и разделяются на три отдельных обработки, подобно шлифованию зеркального стекла, а именно: обдирание песком с водою (песочная работа), сглаживанием камнем с водою (каменная работа) и полирование. Песочная работа производится с помощью железного колеса (круга) А (фиг. 26), на которое стекает с известной скоростью смесь воды с песком из воронки В по дощечке D; над воронкой помещен кран от водопроводной трубы. Вращение круга направлено по стрелке. Делец сильно прижимает шлифуемую вещь к колесу тем местом, которое должно быть содрано. Для защиты шлифовщика от брызг воды с песком пристраивается к верхней части другая дощечка Е, имеющая посредине вырез, которым надевается на колесо. Предмет, назначенный для шлифования, если грань или рисунок довольно сложны, предварительно расчерчивается при помощи пера смесью мела с клеем или жирным карандашом; по означенным линиям производится обдирание песком нагрубо, причем грани не получают достаточно правильного очертания и резких углов и выходят шероховатые и матовые. Часть песка с водою, стекая на обод колеса из воронки, проходит мимо обдираемого стекла и падает в чашку О, из которой шлифовщик возвращает его в воронку до перетирания, после чего он идет в подмесь к свежему или удаляется из чашки через нижнее отверстие по желобу G.Каменная работа имеет целью сглаживание полученной шероховатой поверхности после песочной работы; при этом все начерно назначенные грани выправляются, выравниваются и углы заостряются; шлифуемый предмет получает нежный мат, на ощупь совершенно гладкий, вид и свойство поверхности, подобные зеркальному стеклу после обработки тонким наждаком, от чего каменная работа делает возможной последующую полировку. Сглаживание производится посредством каменных колес или кругов из плотного песчаника при смачивании водою; величина колес бывает от 1 1/2 до 28 дюймов и более, смотря по высоте станка, при толщине от 1/2 до 1 дюйма.Полировка производится посредством пемзы, оловянного порошка (окись свинца в смеси с окисью олова) и крокуса при смачивании водою. Веществами этими трут после каменной работы поверхность стекла посредством вращающихся кругов из мягкого материала, мягкого дерева, как то: ольхи, осины или пробки (последняя по своей упругости, мягкости и пористости представляет наилучший материал для полировальных кругов, но по высокой цене идет только при полировке дорогого хрусталя). Верстак, на котором утверждаются полировальные круги и каменные колеса, для всех их одинаков, а потому они приспособлены для замены одного другим. Показанный здесь тип станка — простейший, употребляемый на многих русских заводах.Резьба или гравирование стекла производится на подобных же станках, только меньших размеров, с ножным приводом. Сдирание стекла производится наждаком с маслом помощью медных кружков размерами от 11/2 до 20 мм. Тона матового рисунка зависят от степени шероховатости содранной поверхности стекла, т. е. от тонкости употребленного наждака; при полированном рисунке разные эффекты достигаются большей или меньшей глубиной резьбы. Полировка полученного наждаком рисунка делается оловянными кружками с пемзой и оловянным порошком, как и при полировке на деревянных кругах; иногда употребляют и крокус. Для украшения стекла матовыми рисунками, кроме описанного, употребляют более простой способ нанесения рисунков посредством "трафаретов" или "шаблонов". Способ этот не требует особого искусства со стороны исполнителя, а потому наиболее дешевый. Матовые рисунки по трафарету бывают, для дешевизны, по большей части в один тон. Заготовленное с трафаретом (вырезанным из тонкого металлического листа) стекло при ручном способе обдирают песком или наждаком с водою посредством железных или медных пластинок или проволокой, не опасаясь перейти границы назначенного рисунка. В настоящее время ручной способ получения матовых рисунков почти оставлен и заменяется или травлением плавиковой кислотой, или выбиванием посредством песочной струи, по способу Тильманна. Если на поверхность стекла будет пущена с некоторым напряжением непрерывная струя песка, то наружный слой стекла по прошествии 20—30 сек. окажется настолько разрушенным, что сдлается матовым; увеличивая продолжительность действия или усиливая напряжение струи песка, можно продолбить таким способом стекло на значительную глубину; так, напр., при 10 атм. давления в течение 1 часа можно пройти на глубину приблизительно от 0,75 до 1,5 стм, смотря по твердости стекла и сгущению песчаной струи. Как трафарет при способе Тильманна употребляют нанесение упругого слоя разных мастик из каучука и олифы на те места, которые должны остаться прозрачными. На фиг. 27 представлена схема прибора Тильманна, на которой АА — цилиндрический сосуд с крышкой, наполненный сухим песком, с воронкообразным дном, оканчивающимся суженной трубкой В. СС — трубка для проведения водяного пара или сжатого воздуха с краном D, который служит для управления напором газов. E — предмет, в который бьет струя песка. Для получения матовых рисунков травлением плавиковой кислотой (см.), заготовляют стекло подобным же образом, как при механическом способе, т. е. наносят предохранительный слой или посредством шаблонов, или печатанием мастиками на бумаге рисунков, которые переводят потом на стекло, а бумагу отмачивают и снимают. Мастики представляют смесь веществ, на которые плавиковая кислота не действует; из них наиболее употребительны воск, асфальт, парафин и др., которые смешивают с терпентинным маслом для получения жидкой и липкой массы. Ванны для травления имеют весьма разнообразный состав; для составления их употребляют фтористый аммоний, фтористые натрий и калий с соляной и серной кислотами (напр., на 100 в. ч. серной кислоты. 100 в. ч. фтористого калия и 1000 воды). Приготовляют также ванны без кислот, с одними фтористыми металлами, приблизительно в пропорции на 1000 в. ч. воды от 100 до 120 ч. фтористых соединений; во время работы ванну подогревают, пропуская в нее водяной пар, до темп. 45°—50°; при этом условии стекло, опущенное в нее, в течение 4—5 мин. получает уже достаточно резкую матовую поверхность (см. F. С. Fischer, "Das Gesammtgebiet der Glasätzerei etc.", 1892). Такое посудное и листовое стекло, украшенное матовыми рисунками наподобие кружев и кисеи, часто носит название мусселинового стекла.Золочение и серебрение стекла через огонь. Для золочения и серебрения посредством обжига в муфелях как золото, так и серебро получают в виде мелкого порошка, для чего металлы осаждают из раствора: золото — предпочтительно посредством железного купороса, а серебро — медными стружками. Для укрепления на стекле порошкообразных металлов смешивают их с "флюсом" (fondant) растиранием на С. матовой пластинке курантом, сначала на воде, а затем с терпентинным маслом, к которому прибавляется для вязкости небольшое количество того же масла, загустевшего на воздухе. На 1 ч. металла прибавляют флюса около 1/12 и больше, если из экономии не гонятся за хорошим цветом полученного металла. Приготовленная таким образом смесь наносится на стекло посредством акварельной кисти. По высушивании расписанное стекло обжигается в муфельной печи при температуре около красного каления, рассчитывая такую степень жара, чтобы стекло при этом не изменило своей формы от размягчения, между тем как флюс расплавился бы и составил одно целое с поверхностью стекла; очевидно, что смешанный с флюсом металл таким путем будет прочно прикреплен к стеклу, когда оно будет остужено и флюс затвердеет [Флюс — легкоплавкое стекло с относительно малым содержанием кремнезема и большим количеством окиси свинца и борного ангидрида. Наиболее употребительное отношение такое: на 1 в. ч. молотого кремня или кварца 3 в. ч. глёта, или на 1 в. ч. кремня или кварца 8 в. ч. глёта и 1 в. ч. плавленой буры. Кроме того, как флюс употребляют смесь 1 ч. основной азотной соли висмута (magisterium bismuthi) с 1/12 ч. плавленной буры.]. Устройство муфельной печи для топки дровами представлено на фиг. 28. Существенную часть ее составляет муфель A, сделанный из огнеупорной глины. Лицевая стенка муфеля оставляется открытою; к ней пригоняется крышка с отверстием посредине, которое продолжается наружу конической трубкой Е; в верхней части (в сводике) имеется другая трубка С (призывная). В — топочное пространство с колосниками G и топочным отверстием F, отверстия J, J служат для выхода печных газов. Приготовленные для обжига вещи нагружают в холодный муфель, разобрав лицевую печную стенку K, которая делается или разборною из кирпича, или составляется из нескольких больших глиняных плит. Вещи устанавливаются как на дно муфеля, так и на прилаженные к стенкам его полки, располагая у стенок выдерживающие более высокую температуру. После нагрузки закрывают муфель крышкой, замазывая края на глине. Разогревание (обжиг) муфеля ведут постепенно и таким образом, чтобы пламя охватывало стенки его равномерно, для чего постоянно наблюдают через отверстие Е. Обжиг в муфелях среднего размера продолжается около 8—10 час.; остуживание длится, смотря по положению муфеля, около 12 час. После обжига золото и серебро представляют матовую поверхность. Чтобы получить металлы блестящими, их полируют посредством куска кровавика и агата, отполированного и насаженного на ручку. Таким же способом можно платинировать стекло, пользуясь платиною в порошке.Цветная живопись по стеклу. Для нее пользуются окрашиванием С. сплавов металлическими окислами. Сплавы эти или смеси окислов с флюсами в виде мелкого порошка растираются с эфирными маслами (терпентинное, лавандуловое и др.), как при золочении и серебрении, и затем наносятся на стекло посредством кистей и подвергаются обжигу в муфелях для приплавления их к поверхности стекла. [В настоящее время в торговле можно иметь готовые краски по стеклу и фарфору заграничного производства по сравнительно дешевой цене. Почти все заводы и живописные мастерские пользуются покупными красками. Лучшими из них надо считать французские и английские.].Смотря по свойствам окрашивающего металлического окисла, состав свинцового силиката или флюса, с которым он входит в соединение для образования краски, бывает различен. Но вообще по составу они подобны флюсам, употребляемым при золочении и серебрении, представляя щелочно-свинцово-борные силикаты. Что касается до получения разных цветов и оттенков, то об этом см. выше об окрашенном стекле, а также в ст. Стеклянная мозаика, Финифть, Эмаль, Страссы. Для получения подробных сведений по части приготовления красок через огонь см. Salvetat, "Complément de la 3-me édition du Dictionnaire des Arts et Manufactures". Ch. Laboulaye (Пар., 1868).Литература. Кроме упомянутых уже выше сочинений, можно указать еще на следующие: А. Чугунов, "Исследование стекловарного производства" (1856); "Стеклянное производство" (перев. и изд. под ред. Д. Менделеева, 1864); С. П. Петухов, "Стеклоделие"(1898); Bontemps, "Guide de verrier" (1868); P. Flamm, "Le verrier du XIX siècle" (1863); Henrivaux, "Le verre et le cristale" (1897); Knapp, "Lehrb. d. chem. Technologie" (1871, II, 1 вып.); Benrath, "Die Glasfabrication" (1875); Tscheuschner, "Handb. d. Glasfabrication" (1885); B. Dralle, "Anlage u. Betrieb d. Glasfabriken" (1886). Библиография по С. производству находится у Henrivaux, "Le verre et le cristale" (1897).С. П. Петухов.
СТЕКЛЯННОЕ ПРОИЗВОДСТВО1. Простой или круглый горшок. 2. Закрытый, или колпачный, горшок. 3. Горшок зеркальный с пазом для захватывания при выемке из печи. 4. Деревянная форма для лепки горшков. 8 и 9. Горизонтальный и вертикальный (по AB) разрезы четырехугольной стекловарной печи. 10. Немецкая или богемская печь (масштаб в вершках). 11. Французская печь для каменного угля (продольн. разрез.). 12. Схема регенеративной стекловарной печи Сименса с развернутыми газопроводами. 13. Восьмигоршковая печь Сименса. 14 и 15. Продольный и поперечный разрез печи с ваннами Ф. Сименса. 16. Поплавок-кораблик Сименса. 17. Простая каленица, или закальный опечек. 18. Рычажный пресс для формования стекла. 19. Трубка для выдувания стекла: A — сосок, B — папыштель, C — коническое расширение для наборки стекла. 20. Последовательные фазы разделки стекла выдуванием: a — наборка, b — баночка, c — пулька. 21. Пулька после отмахивания. 22. Формование бутылки. 23. Створчатая железная бутылочная форма. 24. Разделка холявы при изготовлении листового стекла. 25. Вытягивание трубки. 26. Шлифовальный станок. 27. Схема прибора Тильмана. 28. Муфельная печь в вертикальном разрезе.Стеклоплавильные печи относятся к разряду пламенных печей. Если на поде располагаются стекловарные горшки, то печь носит название "горшковой"; если под печи приспособлен к плавке без горшков, прямым помещением С. состава на его поверхности, то такие печи именуются печами с "ваннами" или с "плавкой на поду". Рабочее пространство печи называется стойлом; передача тепла в нем выплавляемому составу происходит через стенки горшков, если горшки закрытые (колпачные), и частью непосредственно, если горшки открытые; при плавке же на поду передача тепла происходит только с поверхности С. состава. Около стойла печи помещаются топки, которые по действию своему бывают двух родов: 1) прямого, или непосредственного, действия — если воздух для разложения топлива и сожигания продуктов разложения вводится одновременно, и 2) газовые — если воздух для разложения топлива вводится отдельно от воздуха для сожигания. По форме пода, от которого зависит общий вид печи и расположение горшков, печи бывают четырехугольные, овальные и круглые при параллельности нижнего разреза свода с подом и симметричности расположения частей стойла печи. На прилагаемых схемах (фиг. 8 и 9) изображена четырехугольная печь, как самая простейшая, отапливаемая дровами. На четырехугольном поду, так наз. лавах, по длинным сторонам располагаются в два ряда горшки аа, между которыми по направлению линии AB сделан канал вв (кадь), идущий вглубь до топок, расположенных по обоим концам печи и покрытых сводами f и f. На глиняной плите g, g, h, k производится сожигание топлива; отверстие k' служит для притока воздуха. Для более совершенного горения плита иногда заменяется решеткою из глиняных брусков. Отверстия g, g' служат, кроме внесения топлива, также и для ставки горшков в печь. Стойло печи ограничивается с боков стенками, составляющими окружку печи, на которой покоится свод, или колпак. Против каждого горшка а, а проделывается круглое или овальное рабочее отверстие, или окно, для засыпания сырого состава в горшки и по сплавлении его — для выработки стекла на изделия; под окнами вровень с лавами имеются отверстия r, назначенные для стока очажного стекла, или "шквары", которая скопляется от утечки из горшков; они служат также для наблюдения за состоянием нижней части горшков и поворачивания их во время работы и закрываются заслонками. Над топочными сводами вкруг печи устраивается верстак, или пол из каменных плит или чаще из досок, для помещения рабочих, а также всех приспособлений для разделки стекла. Круглое сечение пода печи, кроме большей вместимости ее, представляет еще выгоды более равномерного распределения тепла в стойле печи, а след., и нагревания горшков до одинаковой температуры. Вместе с тем потеря теплоты стенками при круглой форме печей относительно наименьшая. Размеры стеклоплавильной печи определяются количеством сплавляемого в ней стекла в течение одной варки, а следовательно, величиной и количеством горшков. Вместимость стойла должна удовлетворять условию свободного развития горения тех газов, часть которых (окись углерода и углеводороды) не успела сгореть на решетке и в топочном пространстве; затем стойло должно быть настолько велико, чтобы газы, прежде чем удалиться из печи, имели достаточное время для передачи теплоты С. составу. По опытам Бастенера (Bastenaire-Doudenart, 1825), принимая емкость горшков за 100, вместимость стойла печи определяется в 365, причем высота окружки печи от уровня лав до основания колпака равна 1 1/4 высоте горшка. Высота свода печи и форма его сечения в отношении условия отражаемости от него пламени и устойчивости имеет большое значение. При круглых и овальных печах за более удобное принимается эллиптическое очертание, как наилучше отражающее пламя; на практике эллиптическая кривая заменяется коробовою кривою. Отношение емкости горшков к стойлу при топливе, дающем сравнительно короткое пламя, как, напр., при каменном угле, может быть уменьшено до 1:3 и даже 1:2,7. Размеры решетки устраиваются сообразно потребности в топливе, рассчитанной на известное количество сплавляемого стекла в одну варку. Для образования 1 вес. части готового к выработке стекла считается необходимым ок. 5 в. ч. древесного топлива среднего качества; при очень хорошем сухом топливе количество это уменьшается до 4 ч.; в этот расчет не идет трата топлива за время выработки стекла; трата эта весьма различна; так, для разделки хрустальной посуды расход топлива, исключая плавку, доходит до 2—3 в. ч. на 1 ч. стекла. Расход среднего качества каменного угля менее, а именно около 1,5—2 в. ч. на 1 ч. стекла. Количество горшков обыкновенно бывает от 4 до 12, смотря по разнообразию изготовляемой С. массы и обиходу на заводе. Размеры остальных частей печи с топками прямого действия можно видеть на фиг. 10 и 11, из которых фиг. 10 представляет круглую печь на 10 горшков для производства бутылок при высоте горшков — 16, верхнем диам. 30 и нижнем — 29 верш.; такого же рода круглые печи устраиваются для оконного стекла с горшками таких же размеров или несколько более (до 21 верш. высоты при верхнем диам. в 34 и нижнем при соответственном изменении размеров частей печи). Представленная печь относится к типу немецких (богемских) и требует хорошего и сухого топлива из хвойных пород. Такого рода печи часто встречаются в России, где не введено еще газовое отопление, А — стойло печи; лавы имеют небольшой уклон к окружке печи; посреди пода хайло С для выхода пламени в стойло с расширением кверху. Вся эта часть, как подверженная действию сильного огня, изготовляется из огнеупорного материала (означена на фиг. 10 штрихами с утолщением, кладка же из простого кирпича означена штрихами без утолщения); аа — окна, bb — отверстия призывных каналов для пламени, идущих в трубы СС с наставками mm, прилегающие к распорным стенкам nn: gg — четырехугольные отверстия на случай поворачивания и лечки горшков; ll — передки, закрывающие устье печи, назначенное для выемки и вноса горшков; ВВ — топка; оо — топочные своды; два отверстия i для извлечения шквары, в остальное время заложенные; kk — решетки с глиняными колосниками; dd — поддувальные отверстия; ее — топочные передки с отверстиями f, через которые вносится топливо. По этому же типу устраиваются и печи для посудного стекла; величина горшков в этом случае меньше — верхний диам. (16—20 в. при вместимости от 12 до 20 пд. стекла). Один из более распространенных во Франции и Бельгии типов печей с топками прямого действия, отапливаемых каменным углем, представлен на фиг. 11 — это так наз. французская горшковая печь для производства бутылок и оконного стекла на 8 горшков вместимостью около 700 кг стекла; на углах печи помещаются обыкновенно четыре ашефа для прожаривания (фриттования) сырого состава. Топочный свод L, помещающийся под печью, несколько возвышается, выходя из-под топок, и представляет настолько свободное пространство, что дает возможность очищать колосники и разравнивать на них уголь. Стрелка топочного свода обыкновенно устраивается ниже пола гуты на 300—500 мм; посредине топочный свод разделен стенкой В, продолжение которой M — с откошенными боками — строится из хорошего огнеупорного материала. К стенке В под седлом подходят концы железных колосников приблизительного сечения 35—40 мм, с покатостью колосников от WW, где загрузные отверстия ограничены снизу покатыми огнеупорными плитами, а сверху камнями DD. Устройство печи отличается своей простотой и прочностью.Существенным недостатком топок прямого действия для получения высокой температуры заключается в трудности управления притоком воздуха и, главнейше, невозможностью привести топливо в тесную смесь с кислородом воздуха в надлежащем количестве для выгодного горения, близкого к полному. Высокая температура, или напряженный (интенсивный) нагрев, в стойле стеклоплавильной печи обусловливает большую потерю тепла от уходящих печных газов, которая должна быть постоянно вознаграждаема свежим притоком тепла от горящих продуктов из топки. Отработавшие газы, уходя из стойла печи, имеют температуру около 700°, что указывает, насколько здесь значительна потеря тепла и насколько важен вопрос о возврате его. Вопрос о лучшем смешении воздуха с топливом и управлении притоком его разрешается устройством газовых топок или генераторов, а возвращение уходящего тепла устройством рекуператоров (Понсарда, Шарно, Люрмана и др.) и регенераторов Ф. Сименса, которые служат для нагревания горячими газами, уходящими из печи, воздуха, предназначенного для горения и вместе с тем топлива при полной регенерации (см. Генераторный газ). С введением этих усовершенствований в стекловарных печах, кроме большого сбережения топлива (почти в 3 раза), получилась возможность повысить температуру печей, отчего сократилась продолжительность плавки от 1/3 до 1/2 и получилась возможность иметь в стойле печи чистое и постоянное пламя, кроме других второстепенных удобств. Не останавливаясь на описании малоупотребительных в С. производстве печей с рекуператорами (печь Незе, Люрмана, см. R. Dralle, "Anlage u. Betrieb d. Glasfabriken", 1886), обращаемся к регенераторным печам Ф. Сименса. В стеклоплавильных печах регенераторы устраиваются под печью или по бокам ее, смотря по свойствам почвы (глубины подпочвенных вод). Для показания расположения газопроводов и игры регенераторов представлена схема газовой печи Сименса (фиг. 12). Ход для воздуха при А, как и выход газа из генератора при В, снабжены клапанами D и Е; оба клапана устроены таким образом, что могут быть установлены в положение, показанное пунктиром, и разобщать правую сторону газового и воздушного ходов от левой; кроме того, оба клапана соединены между собою средним проводом, имеющим сбоку боров С, соединяющий его с дымовой трубой. Под подом печи с горшками находятся 2 пары регенератов I и II, разобщенных стеною от III и IV. При показанном на схеме положении клапанов D и Е, печные газы из печи протягиваются трубою в пару регенератов I и II, где разогревают кирпичную кладку и затем уходят по направлению стрелок в трубу; в это время снизу вверх текут газ из В в регенератор III и воздух при А в регенератор IV и, разогревшись, вступают в печь, как показано стрелками; при обратном положении клапанов, как показано пунктиром, уже нагретые регенераторы сообщаются I — с воздухом, а II — с газом; направление течения газов изменяется, и таким образом ток газов в стойле печи перекидывается с одной стороны на другую, чем достигается равномерность температуры печи и непрерывность действия регенераторов. Хотя при газовом отоплении количество воздуха и генераторного газа может быть урегулировано, но самое горение газа в стойле печи находится в недостаточно благоприятных условиях для передачи тепла посредством лучеиспускания. Ф. Сименс как на одно из таких условий указывает на диссоциацию газов от ударов (контакта) о нагретые поверхности печи и горшков, которая от того наступает при низшей темп.; пламя в значительной мере обогащается выделяющимся при этом свободным углеродом и в местах встречи с твердыми поверхностями окружается пеленой копоти, препятствующей передаче теплоты через лучеиспускание (Fr. Siemens, "Ueber den Verbrennungs-Process etc.", 1887). На основании этих соображений в конструкции печей Сименса последнего времени входы и выходы для газов устраиваются в таком направлении и размерах, что избегается по возможности всякое препятствие для движения их, и стойло печи получило больший объем для свободного развития пламени. Фиг. 13 изображает разрез печи Сименса; в ней регенераторы L и L' воздушные, G и G' газовые; сообщение со стойлом печи каждой пары регенераторов устроено со стороны поперечных боков печи подымающимися трубами, которые наверху поворачиваются параллельно своду печи; воздушные отверстия l и l' находятся над газовыми g и g'; направление входящих, а также уходящих газов показано стрелками. Хотя в этой печи оставлено прежнее отношение объема стойла к объему горшков, но положением входных каналов для газов устранено препятствие для распространения пламени, так как средние выходы направляются между горшков, а боковые — по направлению продольных стен окружки, а что всего важнее, устранены удары пламени о свод печи, так как газы двигаются параллельно его направлению. Непрерывную плавку и выработку стекла на изделия в горшках простого устройства производить нельзя, потому что в них варка неминуемо чередуется с выработкой на изделия. Идея единовременной варки и выработки стекла явилась в начале сороковых годов, когда Морло (Morlot, 1843) предложил для этого горшки с перегородкой, но неудачного устройства. Стекло в горшке Морло проваривается недостаточно и получается негодным на изделия. Осуществление идеи Морло сделано Ф. Сименсом, который усовершенствовал его горшок прибавкой лишней перегородки, но это также не нашло распространения в практике по незначительности выхода стекла относительно скорости выработки, почему работа оказывалась невыгодной. Из горшков с перегородками за лучшие надо считать горшки Фридриха (1888); таковые ставятся парами — один выше другого; в выше стоящий горшок засыпается масса и по сплавлении сама переливается через край в нижний, откуда и вырабатывается; верхний горшок постоянно дополняется свежим составом, вследствие чего получается возможность вести одновременно плавку с выработкой (см. R. Dralle, 1886). В последнее время предложены подобные же горшки Рихтером (G. Richter, "J. В. Ch. Tech.", 1899); из них сплавленная масса вытекает на под печи (ванна), откуда и вырабатывается. Плавка на поду печи или в печах с ваннами без горшков разрешает вопрос непрерывности производства в стеклоделии в более широких размерах. Одна из печей с ванною Сименса изображена на фиг. 14 и 15. А представляет ванну, на дно которой засыпается свежий состав со стороны I. Семь четырехугольных отверстий с каждой стороны (l и g) — выходы для воздуха и газа поочередно. Газ и воздух поворачиванием клапанов перекидываются поперечно с одной стороны на другую, как и в печах с горшками. Сплавленная масса вырабатывается на противоположной от засыпки стороне из малых круглых окон. Регенераторы расположены попарно таким образом, что воздушные регенераторы находятся под средней частью печи. Каналы, ведущие газ и воздух, чередуются между собою и открываются в стойло печи: воздушные — отверстиями l и l, газовые — g, g. Карманы t, t имеют назначение собирать увлекаемую из печи пыль от засыпаемого сырого состава. Газ из генераторов поднимается в общий сборный канал HG (фиг. 14), откуда протягивается по каналу VS и через проход е подходит под газовый регулятор в b, подле которого расположена трубка Р, нижним концом своим открывающаяся в проход е; трубка эта служит для наблюдения за давлением и качеством получаемого газа. Выходящий через регулятор газ, пройдя железный соединительный рукав с, встречает газовый клапан для перемены токов газа; за ним по направлению к печи находится воздушный клапан для перемены токов воздуха. Находящиеся под клапанами каналы f1 и f2 разделены между собою стенкою; отходящие печные газы из газового клапана уходят через каналы g, f2, а идущие через воздушный клапан — через е, f2, за которыми соединяются в общую ветвь по направлению к дымовой трубе. При варке стекла в ванне происходит постоянное движение частиц образовавшихся силикатов сверху вниз и обратно вследствие разности удельных весов, выделения газов и не вошедших в сплав веществ при поступательном ходе всей массы к рабочим окнам от напора вновь образующегося сплава с противоположной стороны; вследствие этого получается волнообразное движение, при котором частицы, опускаясь и подымаясь вновь, подвергаются непосредственному действию жара несколько раз, а потому на известном расстоянии и глубине можно найти слой достаточно проваренного стекла. При плавке в горшке движение частиц сверху вниз и обратно в конце провара, по окончании реакции между составными частями останавливается, чего при непрерывной варке и выработке в ванне не может быть вследствие постоянной засыпки свежего сырого состава, а, след., и непрерывной реакции между составными частями; в этом случае надо выделить и взять на ходу достаточно проваренный слой стекла на известном расстоянии и глубине; очевидно, что такое стекло будет находиться вблизи рабочих окон, для извлечения же стекла с некоторой глубины опускают в ванну поплавки в виде крантов и корабликов разных форм; простейший из них представляет кольцо, сделанное из огнеупорной глины, высотою 20—25 стм, диам. 40—60 стм, при толщине 3,5—4,5 стм. В ванну опускается 40—45 штук крантов, которые распределяются таким образом, чтобы между двумя рабочими окнами приходился один крант; остальные, не служащие для выработки, способствуют осветлению сплава. В позднейших печах Сименса вместо крантов введены поплавки-кораблики; при этом глубина слоя стекла держится в ванне от 95 до 100 стм; на фиг. 16 представлен кораблик в разрезе и плане. В А внизу имеется отверстие; через него входит стекло, затем через перегородку переходит в отделение В. От веса всего прибора зависит глубина, на которой он находится в расплавленном стекле, а потому, если он недостаточно тяжел, его нагружают подвешиванием на края скобок из огнеупорной глины. Ограничиваясь описанием газовой горшковой и с ванною печей Сименса, как основных по существу, не касаемся устройства многочисленных других печей, которые представляют видоизменения печей Сименса. Печи с ваннами допускают плавку только одного сорта стекла, а потому они применяются при большом производстве однообразного товара, напр. бутылок, полубелого оконного стекла и др. Выгода больших печей с ваннами против горшковых лучших устройств, как, напр., печей Боэтиуса (без регенерации), выражается не только расходом топлива, достигающим при последних на 1 кг стекла до 1,5 кг угля, между тем как для печи с ванною Сименса только ок. 0,8 кг угля, но и производительностью, которая по выходу стекла почти втрое больше. В последнее время Сименсом устроены так наз. универсальные печи с ванною, которая делится стенками на два и на три отделения для одновременной плавки нескольких сортов стекла, но они находятся еще в периоде дальнейших усовершенствований. Все описанные выше печи устроены применительно к употреблению твердого топлива; для газообразного (природный газ) и жидкого (мазут) топлива в устройствах этих существенное изменение претерпевают только топки, — с устранением генераторов. Понятно, что при природном газе (из русских месторождений наиболее известны около Баку, в Сураханах, и в Крыму, около Керчи) для всякого рода печей требуется только целесообразное устройство газового провода и впусков его в стойло печи с соразмеренным количеством воздуха. При питании печей жидким топливом так наз. нефтяные топки бывают двух родов: топки самотеком и с форсунками (см. Отопление нефтяное). В последних достигается более совершенное смешение нефти с воздухом, но способ самотека имеет то преимущество, что не требует устройства парового котла, который не всегда имеется на С. заводах. Выгода употребления нефтяных остатков обусловливается большой теплотворной способностью их; так, 1 вес. часть мазута заменяет почти 1,5 вес. ч. доброкачественного каменного угля и почти 3,4 в. ч. сосновых дров; при подходящих ценах отапливание стекловарных печей мазутом находят выгодным даже около Москвы. В последнее время применен способ плавления стекла электрическим током на заводе около Кёльна, где пользуются выгодным падением воды для приведения в действие динамо-машины. По уверению изобретателя (F. H. Becker), в течение 15—20 минут сырой состав сплавляется вполне хорошо. Электрическая печь устроена с ванной, перегороженной на 3 отделения; в наименьшее течет сплавляемое стекло со ступенчатой огнеупорной лещади, на каждой из 3-х ступеней которой расположены на известном расстоянии концы электродов для образования вольтовой дуги. Сырой состав непрерывно сыплется из воронки над верхней ступенью между верхними электродами и спускается уже почти сплавленным на последующие — тоже между электродами. По мере накопления стекло проходит через перегородки на противоположный конец готовым для выработки из последнего большого отделения ванны (см. "Jahresber. d. Ch. Techn.", 1900 г., и "Die Glashütte", Fahdt. 1900 г., № 15). Температура стекловарных печей, развиваемая в стойле, должна быть, по Шинцу, около 1300°. В лучших газовых печах, прямыми определениями по пироскопу Зегера, получается температура от № 14 до № 21, что соответствует около 1400°—1500°. При этом надо заметить, что в разных местах стойла печи температура неодинакова; так, в фокусах эллипсоидального свода замечается весьма высокая температура. Температура плавления стекла зависит от состава и подчиняется правилу Бертье, по которому легкоплавкость увеличивается с усложнением состава; так, содово-поташевое стекло плавится ниже содового и поташевого в отдельности; кроме того, составы, богатые щелочами, окисью свинца, борным ангидридом, легкоплавче других, особенно глиноземных. Готовое стекло не имеет определенной точки плавления; оно начинает размягчаться ниже красного каления и при этом делается гибким. Шотт (Schott, 1891) определяет начало размягчения для кронгласа около 410° и флинтгласа около 360°; с возвышением температуры стекло делается настолько мягким, что легко поддается формованию и спаиванию отдельных частей без всяких следов; связность его при этом настолько велика, что, поддерживая надлежащую температуру, можно вытягивать его в тончайшие нити. На тягучести и связности частиц стекла при известной температуре основан способ разделки его выдуванием на трубках. При дальнейшем нагревании стекло плавится и может быть приведено в довольно подвижную жидкость. По определению Бееца (Beetz, 1874), тяжелый свинцовый хрусталь плавится около 700°, зеленое бутылочное стекло около 1080° и французское зеркальное стекло — около 1110°. Так как сырой состав плавится труднее готового стекла, то температура печи должна быть выше, и присчитывая, кроме того, возвышение температуры на провар, т. е. на приведение стекла в возможно жидкое состояние для очищения, температура для получения тугоплавкого стекла определится около 1 400°, а для легкоплавкого — 1000°. Засыпка состава производится небольшими порциями, чтобы сильно не остудить разогретого горшка, а при ванне — печи. При засыпке в горшок состава принято делать две насыпи, придерживаясь того правила, чтобы не засыпать второй насыпи, не дождавшись, пока первая не расплавится; когда вторая насыпь проварится, делают дополку боями. Варка состава происходит в следующем порядке: первоначально состав раскидывается на зернистую массу — это первая степень стеклования, затем начинается плавление, или разваривание, когда печь доведена до наивысшей температуры, масса разжижается и начинается провар, причем стекло делается настолько жидким, что может быть выплеснуто из горшка. При проваре масса кипит от выделяющихся газов, и на поверхность ее всплывают пузыри вместе с веществами, не вошедшими в состав, и образуют на поверхности пузырчатую пену, или хальмоз, в состав которого входят хлористые и сернокислые соли, частицы песка, глины и пр. Когда кипение массы окончится, ее остуживают, понижая температуру печи, и затем счищают с поверхности пену. Остуживание стекла имеет целью сгустить массу для выработки, так как очень жидкое стекло не годится для выдувания, ибо не пристает к железу и скатывается с него каплями; кроме того, при понижении темп. удаляются растворенные в жидкой массе при высокой температуре газы, по преимуществу углекислота. Для ускорения плавки и очищения стекла во время провара при закрытых горшках в последнее время предложено разрежать в них воздух посредством парового аспиратора (Н. Lepersonne, 1894), а также производить перемешивание сплава кислородом, сжатым под давл. 120 атм. (А. М. Villon, 1893), через опущенную в горшок спиральную платиновую трубку. Давление газа в горшке удерживают не более 2 атм., проваривание при этом сокращается почти наполовину, и притом стекло получается более однородное и чистое. Обыкновенный способ перемешивания стекла во избежание его слоистости производится опусканием на дно горшка куска мокрого дерева (булка или шалка), насаженного на длинное железко, отчего масса приходит в движение от выделяющихся газов, или просто перемешивают железным ломком. При остуживании сваренного стекла, а также во время выработки иногда замечается следующее явление: масса вместо того, чтобы сгущаться при понижении температуры печи, разжижается; вынутая и охлажденная проба представляет прозрачное стекло, в котором рассеяны зерна, иногда в таком количестве, что стекло теряет свою прозрачность, а если зерна образуют скопления, то поверхность стекла делается шероховатою. В заводской практике такое явление называется заруханием (стекло зарухло), иначе расстеклованием (dévitrification, Entglasung), и состоит в нарушении однородности С. сплава, в выделении внутри его твердых тел часто ясно кристаллического сложения, образующих шаровидные скопления или агрегаты длинных блестящих кристаллов. Если дать спокойно застыть массе в горшке или ванне, то величина кристаллов доходит до 30 мм и более. Они наичаще представляют силикаты: кальция (CaSiO3) — волластонит, или известково-магнезиальные — авгиты, пироксены (см. "Examen des défaut du verre", L. Appert, 1890). К такого рода выделениям наиболее склонны составы глиноземного стекла, богатые известью и магнезией. Вследствие малой своей теплопроводности стекло мало способно выдерживать резкие перемены температур, и как при быстром нагревании, так и охлаждении часто нарушается его целость, при этом быстрое нагревание выдерживается лучше, чем охлаждение. Вследствие этого предметы, вырабатываемые в размягченном состоянии, для полного их затвердения и остывания подвергаются медленному и постепенному охлаждению, чтобы удержать наружный, быстрее застывающий слой в состоянии достаточной растяжимости при остывании и сжатии внутренних слоев. Операция эта называется в заводской практике закаливанием и производится в особых печах, каленицах или закальных опечках. Каленицы бывают периодического (обыкновенные) и непрерывного действия. Первые представляют сводчатую пламенную печь (фиг. 17), около пода которой сбоку помещается топка; печные газы в печах старого устройства удалялись в проделанное впереди окно (устье), которое вместе с тем служило для внесения закаливаемых мых изделий; в настоящее время по большей части для этого устраивается дымовая труба. Закаливание ведется с соблюдением след. условий. 1) Каленица должна быть разогрета приблизительно до одинаковой температуры с поступающими в нее изделиями; если температура каленицы будет ниже темп. внесенного в нее стекла, то вещи значительной толщины могут растрескаться, а тонкие, как посудное стекло, получат недостаточную закалку; если температура ее будет выше темп. закаливаемых вещей, то они могут размягчиться настолько, что от давления друг на друга или от собственной тяжести потеряют приданную им форму. Для изделий толстостенных и большого размера, форма которых может измениться только при продолжительном действии жара, температуру каленицы держат нисколько выше; делается это для того, чтобы охлаждение таких вещей было медленнее и закалка глубже. 2) В течение всего времени закалки каленица должна быть настолько плотно закрыта, чтобы внешний воздух не мог проникать внутрь ее и тем нарушать постепенность ее охлаждения. Каленицы непрерывного действия, или "протяжные", устраиваются в виде длинного канала, покрытого сводом, протяжением от 16 до 20 м при ширине в 2—3 м и высотою около 1,5 м; на одном конце канала имеется одна или две топки, а на противоположном труба для вывода печных газов. Под канала устлан рельсами, по которым двигаются железные тележки, приспособленные для нагрузки закаливаемых изделий, для чего вблизи топки устраиваются устья. При таком расположении, очевидно, температура канала от топки к трубе будет неодинакова и чем далее от топки, тем ниже. Управление температурой протяжной каленицы ведется главнейшим образом шуровкой топок и изменением просвета дымовой трубы заслонками; с этой же целью устраивают железные подвижные щиты как на конце, противоположном топке, так и по протяжению каленицы, между тележками. Перед началом выработки стекла в топке каленицы разводят огонь и по достижении надлежащей степени жара вводят первую со стороны топки тележку; когда тележка достаточно разогреется, ее проталкивают к устью для нагрузки, а вслед за ней ставят для подогревания вторую тележку, прицепив ее к первой; когда первая будет нагружена, ее проталкивают по направлению к трубе, а вторую начинают нагружать, прицепив к ней третью, и т. д. Таким образом нагруженные тележки постепенно проходят всю длину каленицы от жаркой части в более холодную и затем к выходу. Тележки, вышедшие из печи, разгружаются и снова по рельсам возвращаются к началу каленицы, чтобы начать тот же кругооборот. Время закаливания при протяжных каленицах сокращается на 6—8 час. вместо 24 и более часов, потребных для хорошей закалки в простых опечках; расход топлива уменьшается до 30%. К числу непрерывно действующих калениц относятся каленицы с вращающимся подом. Непрерывные протяжные и вращающиеся каленицы устраиваются преимущественно для однообразного по величине стекла, как для бутылок и мелкого посудного стекла. После медленного закаливания стекло дает усадку, или уплотняется, что при разделке вещей в форму необходимо принимать в расчет. Судить о величине усадки можно из сравнения плотностей закаленного стекла и охлажденного без закалки; в первом случае, для щелочно-известковых сортов стекла, она колеблется от 2,4 до 2,6 и для свинцового хрусталя — от 3 до 3,2; если то же стекло будет быстро охлаждено, то плотность, по Ришу (Riche, 1875), уменьшается; так, для кронгласа с плотностью 2,551 уменьшение равно 0,007, для свинцового стекла при плотности до 4,2 оно может дойти до 0,025; по Шотту (Schott, 1879), чем охлаждение быстрее, тем разница более. Кроме разницы в плотностях, стекло приобретает от быстроты охлаждения и др. свойства, отличные от свойств обыкновенного стекла. Наиболее резкую разницу представляют батавские слезки (см.), затем болонские склянки (см.) и твердое стекло де-ла-Басти (De-la-Bastie, 1875; Verres durs, trempés, Hartglas), закаленное при темп. ок. 150°—300°. Во всех этих видах стекла повторяются особые свойства батавских слезок, но в пониженной степени. Все быстро закаленное стекло, включая сюда и твердое, обладает двойным лучепреломлением, что обнаруживается цветными полосами в поляризованном свете; свойство это весьма важно, так как дает средство распознавать такое стекло от обыкновенно закаленного. Изобретение твердого, или небьющегося, стекла де-ла-Басти в 1875 г., возбудившее в первые годы такой сильный интерес, в настоящее время почти оставлено без внимания вследствие того, что изделия, закаленные по его способу, оказываются во многих случаях настолько непрочными, что, по-видимому, самопроизвольно — без особых причин разрываются на части, как то случается часто с батавскими слезками и болонскими склянками. Такая невыгодная сторона должна быть отнесена к недостаточной разработке частностей производства и трудностей приемов закаливания, при котором должна быть сохранена в точности температура соответственно составу стекла и величине изделий. [Способ Басти состоит в том, что вещь, разделанную около печи, не помещают в каленицу, а, разогрев ее докрасна, но настолько, чтобы она не потеряла формы, погружают в ванну, содержащую расплавленный жир и растительные масла, смешанные в надлежащей пропорции, и нагретую от 150° до 800°, смотря по составу стекла, форме и величине вещей, а также и по температуре закаливаемого предмета. Охлаждение производится также смотря по свойствам и температуре стекла. Сопротивление такого стекла на изгиб, по опытам Thomasset, почти вдвое более сопротивления обыкновенного стекла. Нешлифованное (сырое) зеркальное стекло, будучи закалено таким образом, имеет почти в 5,33 раза большее сопротивление, чем такое же, закаленное обыкновенным образом (подробности см. "Le verre et le cristale", Henrivaux, 1897 г.). Бауер (1875) предложил закаливание в парафине при 200 град. Ц., а Лежер (Léger, 1877) — перегретым водяным паром. Сименс приготовляет твердое листовое стекло разогреванием его до размягчения и затем сильным сдавливанием между холодными металлическими пластинами, таким образом получается стекло в 10 раз прочнее обыкновенного и малочувствительное к переменам температуры. Вообще, все указанные здесь и другие, не упомянутые способы находятся еще на степени дальнейших усовершенствований.]. Обыкновенное закаливание стекла предполагает постепенное, без резких скачков, понижение температуры от расплавленного состояния до полного затвердевания, тогда как при быстром закаливании производится известный резкий переход от возвышенной к более низкой температуре, крайний случай чего есть выливание возможно жидкого стекла в холодную воду. Продолжительность закаливания в некоторых границах не имеет влияния на свойства получаемого стекла, если только охлаждение произведено постепенно; так, изделия, закаленные в течение около 6 часов и 24-х, имеют одинаковые плотности и проч. свойства. Если стекло будет удержано при температуре, близкой к его размягчению, в течение суток и более, смотря по составу, тогда оно претерпевает изменения, выражающиеся в потере прозрачности (Реомюров фарфор), перемене твердости и проч. Возможно предположить, что, делая перерыв на известной стадии остывания расплавленного стекла, возможно удержать наивыгоднейшее для прочности натяжение слоев, в чем убеждают опыты Шотта (1895), получившего твердое стекло спаиванием слоев стекла (см. ниже Покрывочное стекло) различного коэффициента расширения от тепла.Разделка, или формование, свареной С. массы производится двояко. 1) Отливкой в виде жидкости в формы или на плоскости (зеркала, см. Зеркальное производство) с последующим давлением. Стекло принимает при этом все очертания внутренних стенок формы и сохраняет их после отвердения. В последнее время посредством литья в металлические и глиняные формы с последующим давлением приготовляют изделия большого размера, между которыми получили большое распространение плиты для выстилания полов и потолков, резервуары и проч. (см. "Les manufactures de glaces de St-Gobain etc"., Grentilini, 1890). 2) Обработкой в виде полугустой тягучей массы прессованием в формах и выдуванием на трубках с вытягиванием и спаиванием отдельных частей.Прессованное стекло часто в торговле называют литым, что неправильно, так как оно в формы вносится не в жидком состоянии, а в виде мягкой тягучей наборки железком или ковшом (чумичом), предварительно охлажденное до надлежащей густоты. Чтобы стекло, внесенное в форму, приняло ее очертания, необходимо на него надавливать, что быть может исполнено рычажным прессом (фиг. 18). На рычаге С подвешен стержень, оканчивающийся сердечником B; при опускании рычага сердечник опустится вертикально в отверстие формы или матрицы А, и от его надавливания мягкое стекло займет все свободное пространство между внутренней поверхностью формы и сердечником. Чтобы иметь возможность освободить сердечник из матрицы, изделия должны внутри конически расширяться кверху. Если наружная поверхность изделия имеет выдающиеся и углубленные части, не допускающие выемку его из матрицы, тогда последняя делается разборною из нескольких частей, собирающихся на шарнирах или другим способом, как это делается скульпторами при отливках из гипса. При изготовлении вещей, имеющих ручки, как то: кружек, чашек и проч., а также вещей на ножках и др., ручки и ножки отпрессовываются отдельно и затем уже в разогретом виде припаиваются на место. Матрицы и сердечники делаются медные или чугунные; последние предпочитаются вследствие их дешевизны, а также и потому, что чугун обладает большею твердостью. Рычаг в прессе на фиг. 18 может быть заменен винтом, чем достигается большая правильность в движении сердечника, но работа зато идет медленнее. Для достижения правильности движения сердечника и точного центрирования матрицы относительно сердечника устраиваются прессы более сложной конструкции, чем на фиг. 18. Если прессовать стекло в холодную форму, то вследствие значительной теплопроводности металла стекло с поверхности остывает настолько быстро, что теряет свою пластичность, отчего нельзя достигнуть точного и резкого отпечатка; если, наоборот, форма будет сильно накалена, стекло пристает к стенкам металла: вследствие этого матрица должна быть перед прессованием нагрета до некоторой определенной температуры. Кроме того, она смазывается жирными веществами, которые не должны давать нагара. Лучшая смазка в этом случае будет смесь 10 частей конского сала с 3 ч. деревянного масла. Изделия, приготовленные прессованием в металлические формы, всегда получаются с более или менее шероховатой поверхностью, вследствие чего они не имеют блеска и чистоты выдутого стекла. Чтобы придать более привлекательный вид прессованному стеклу, его украшают всевозможными выпуклыми и углубленными рисунками, а также, в подражание хрусталю, гранением; украшения эти достигаются заготовкой соответствующих форм литьем и гравировкой, вследствие чего сложные формы обходятся весьма дорого, так как требуют точной пригонки швов в местах створа. Кроме того, для уничтожения шероховатости поверхности прессованные изделия по вынутии из формы часто подвергаются вторичному разогреванию в такой степени, чтобы только сгладить (затаить) плавлением наружный слой; операция эта требует большой осторожности, иначе легко испортить наружные украшения; во всяком случае, острые углы и грани теряют при этом свою резкость. По составу стекло для прессования должно удовлетворять несколько иным условиям, чем обыкновенное стекло для выдувания. Так, твердое содовое и поташевое стекло не годится, как не обладающее при остывании достаточной мягкостью, также непригоден состав свинцового стекла для хрусталя, которое, наоборот, очень мягко и сохраняет долго свою пластичность, отчего замедляет ход работы, и слишком дорого для дешевого пресованного товара. Содово-поташевое стекло с прибавкой некоторой доли окиси свинца и белое содово-поташевое стекло с несколько повышенным содержанием щелочей (см. выше о составе стекла) являются подходящими для прессования. Быстрота и простота производства, не требующая особого искусства от дельцов, обусловливают дешевизну прессованных изделий сравнительно с шлифованным и гравированным стеклом, а при затейливости рисунков посудное и прочее домашнее прессованное стекло может быть отнесено к разряду ходкого товара, ибо удовлетворяет требованию невзыскательной на вкус массы потребителей, заменяя в обиходе граненый и прочий хрусталь. Кроме посудного стекла, прессование имеет важное применение в изготовлении пуговиц, подвесок для люстр и ламп, больших иллюминаторных корабельных стекол, черепицы для крыш (во Франции) и проч. Упомянутые изделия при требовании особого блестящего вида подвергаются шлифованию, гранению и полировке. [Начало развития производства прессованного стекла относится к началу нынешнего столетия в Англии и Америке, но несомненно, что оно было известно древним египтянам и римлянам и, вероятно, по простоте производства предшествовало изобретению более сложного способа выдувания на трубках. Производство прессованного посудного стекла на продажу у нас введено заводом П. Н. Зиновьева (ныне не существующим), но Императорский завод еще раньше готовил френелевские и иллюминаторные стекла для флота, шлифованные и не шлифованные части простых сервизов. В настоящее время большая часть прессованного стекла приготовляется на заводах зап. губерний (около Варшавы) и привозится из-за границы. Особенно хорошим достоинством отличаются изделия английских и американ. заводов.]. Для выдувания стекла служит железная трубка длиною от 1 до 1,5 метра и в диаметре до 2 стм, с каналом около 4 мм (фиг. 19). Один конец трубки слегка расширяется конусом и служит для набирания стекла, противоположный (сосок) — закруглен и берется в рот для выдувания. Около одной трети трубки, для предохранения рук от жара, закрыто папыштелем — деревянной оправой. Для наборки стекла конусообразный конец трубки тщательно очищается и затем нагревается в окне печи. Окунув нагретый конец в расплавленное стекло, поворачивают трубку несколько раз; масса легко пристает и навертывается на трубке в виде кома. Остуживанием наборки стекла при вращении трубки стекло доводится до такой густоты, при которой возможно сглаживание и выравнивание неправильной формы наборки, а при достаточной силе дутья через сосок получается ровный пузырь желаемой толщины стенок. Какой бы предмет ни предполагалось сделать выдуванием, он всегда начинается с одной начальной формы, называемой у нас баночкой (фиг. 20). Для примера приводим разделку бутылки, которая почти всегда работается в форму, преимущественно чугунную, но может быть отделана и от руки. Разделка бутылки начинается с баночки, которая превращается в пульку (фиг. 20, с) посредством выдувания и оттягивания на фулязке (железная рогатка формы буквы у); для придания удлиненной формы пулька разогревается в окне печи, чтобы придать ей большую мягкость, и затем отмахивается, т. е. трубкой делец делает довольно сильный размах по полукругу сверху вниз, отчего пулька вытягивается и принимает форму фиг. 21 и затем быстро вкладывается в деревянную (фиг. 22) или чугунную форму (фиг. 23), которые плотно закрываются; при этом делец сильно дует в трубку, чтобы раздать еще мягкое стекло до полного прилегания к стенкам формы. Затем остается отделать горло бутылки. Для этого бутылку вынимают из формы и захватывают за дно посредством понтии (железный заостренный стержень длиной около метра), которую прилепляют к дну посредством набранного на нее стекла, затем охлаждением водою конца трубки и сухим ударом по ней отделяют бутылку, которая таким образом держится на понтии за дно, или, как это делается чаще, захватывают бутылку на хваток (железные клещи с закругленными концами). Освобожденное от трубки горло разогревают, делают на нем утолщение прибавкой стекла и посредством обделочных ножниц, имеющих на концах своих соответственные венчику горла выступы, отформовывают его. При разделывании более сложных предметов делец употребляет инструменты, которые все имеют форму щипцов или пинцета и носят общее название ножниц; из них образные назначаются для резки горячего мягкого стекла, расправные, имеющие различную форму оконечности, — для захватывания, надавливания и вытягивания стекла; искусный делец-выдувальщик с помощью таких приспособлений может исполнять изделия всевозможной формы. Посудное стекло: стаканы, рюмки, графины и проч. разделываются для быстроты выработки и однообразия размеров, как и бутылки, в формах различного вида; добавочные части к корпусу посуды, как ручки, ножки и проч., делаются от руки. Для облегчения работы выдувания еще в тридцатых годах были предложены способы механического выдувания (Бонтан, 1834), но только в последнее время во Франции осуществилось применение сжатого воздуха для разделки изделий больших размеров по способу Апперта ("De l'emploi de l'air comprimé", L. Appert, 1890). 1 куб. м воздуха с давлением в 200 г на 1 кв. стм в приборе Апперта обходится в 0,5 франка, т. е. около 19 коп., наибольшее потребление в рабочий день считается около 700 литров с давлением 75 г на 1 кв. стм на 1 рабочего. Из этих данных видно, что применение сжатого воздуха при усиленной работе обойдется около 70 коп. на одного выдувальщика.Листовое (оконное) стекло. По качествам своим листовое стекло в России разделяется на 2 сорта: 1) зеленое и 2) белое, или богемское (бемское), в двух главных своих видах; кроме того, по размерам различают стекло круглое, ординарное и межеумки, по толщине — полуторное, двойное и тройное. Величина стекла бывает в торговле от 6 верш. длиною и 5 верш. шириною и доходит в длину до 48 верш. при ширине в 30 верш.; последний размер делается по особому заказу, в большинстве же случаев ординарные бемские стекла не более 36 верш. длиною при ширине в 16 верш., что уже считается значительной величиной; в среднем надо считать обыкновенный размер от 24 на 20 до 30 на 14 верш. Чтобы приготовить С. лист или пластину, существуют два способа: выдувание и литье с давлением, применяемое для приготовления зеркального стекла (см. Зеркальное производство). По первому способу выдувается шар или цилиндр холява. Шар развертывается в лист в размягченном состоянии при центробежном движении, делая выход к развертыванию в плоский лист с одной стороны, причем трубка находится в центре круглого листа; это так наз. лунное стекло, или стекло с пупком. Выдутый шар, еще мягкий, быстро вращают на трубке, отчего он превращается в эллипсоид, который с противоположной от трубки стороны налепляют на понтию (см. выше), а трубку отделяют ударом; таким образом, на месте, где была трубка, остается отверстие; размягчая эллипсоид со стороны отверстия, при быстром вращении расширяют отверстие деревянной дощечкой, отчего получается род плоской чаши, которая, будучи разогрета, при быстром вращении вследствие центробежной силы развертывается в плоскость. Таким образом можно получить диск около 1,5 м в диаметре, в середине которого остается место от понтии (пупок); кроме этого недостатка, лунное стекло невыгодно для разрезки на четырехугольные стекла вследствие круглой формы и невозможности получить такой большой величины стекол, какая достигается разделкой посредством цилиндра (холява), а потому последний способ почти исключительно употребляется на заводах. При разделке цилиндра, открытого с одного конца, лист получается уже после охлаждения его и вторичного размягчения; выход к развертыванию в плоскость делается в холодном состоянии через раскалывание цилиндра вдоль, по производящей его и отнятием суженной части, где была трубка; затем цилиндр разогревается и надавливанием с внутренней стороны (правка) развертывается в плоскость по линии раскола. Бельгийский, или французский, прием выдувания холяв отличается от старого богемского, или немецкого, тем, что в последнем способе поперечный разрез цилиндра определяет длину листа; чем более диаметр, тем длиннее выходит лист, между тем как при бельгийском длина цилиндра есть вместе с тем и длина развертываемого листа; вследствие этого для получения возможно большего листа немецкий рабочий должен развивать цилиндр в ширину, что возможно сделать только силою легких — выдуванием, тогда как при бельгийском приеме можно получить лист длиннее, развивая цилиндр в длину с помощью раскачивания, при чем надлежаще заготовленная наборка стекла от силы тяжести нижнего утолщенного ее конца оттягивается и масса (из толщи ее) идет на образование стенок холявы; как тот, так и другой способ одинаково тяжелы для дельца-выдувальщика, но преимущество остается за бельгийским, потому что при равной силе легких по бельгийскому можно получить лист больших размеров. Пользуясь им, в настоящее время возможно получение листового стекла длиною около 2 м. На приготовление холявы средних размеров наборка стекла делается весом от 25 до 30 фн. массы, а при больших до 47 фн.; время, потребное для разделки цилиндра до отделения его от трубки, считается от 8 до 9 минут. Для отделения (откалки) от холявы суженной части (колпака) разогревают раскаленным железом или горячим стеклом то место, по которому делается откалка, и затем, быстро охлаждая водой, получают трещину по намеченному поясу. Перед правкой на открытых цилиндрах делают один прямой продольный разрез или тем же способом разогревания, или разрезая алмазом. На фиг. 24 представлен последовательный ход разделки стекла в холяву и затем в лист (b — козла для холяв).Правка, или развертывание уже расколотых цилиндров, происходит при температуре размягчения стекла в правильных печах. Существенную часть правильной печи составляет разводная лава, приготовляемая из огнеупорной глины с особой тщательностью, со сглаженной и полированной поверхностью, на которой происходит развертывание цилиндра. Для того, чтобы расправить расколотый цилиндр, необходимо его предварительно нагреть, что производится в особом отделении печи таким образом, что цилиндры переходят из слабо нагретого помещения в более жаркое и, наконец, на разводную лаву; затем следует постепенное охлаждение для того, чтобы полученный лист удержал приданную ему форму, для чего в печи имеется охладительное, или закалочное, отделение. Для успешного хода правки печь должна удовлетворять условию одинакового состояния жара во все время правки, чтобы размягчение цилиндра по всему его протяжению происходило в одинаковой степени. Другое не менее важное условие есть такое устройство механизма печи, чтобы цилиндр и лист при передвижениях не шаркались о твердые поверхности печи и не получали царапин, уничтожающих достоинство и ценность листового стекла. Правка на лаве производится посредством правильного железка; когда поступивший на лаву цилиндр размягчился до такой степени, что края разреза начинают спадаться, тогда, не давая цилиндру сплющиться, мастер разгибает его края так, чтобы он, развертываясь, ложился на лаву четырьмя углами ровно, и затем разглаживает лист обугленной деревяшкой (чурок), насаженной на длинное железо. Правильные печи бывают с неподвижной лавой и с подвижными вращающимися или катящимися лавами. Лучшие правильные печи, принятые всюду, устроены бельгийцем Биеве (Bievez в Haine S.-Pierre). Передвижение стекла у Биеве производится посредством железной рамы, которая подхватывает листы снизу и на весу переносит в другое место. По выходе из плавильной печи стекло сортируется по чистоте внешнего вида на 1 и 2 сорт и затем разрезывается алмазом на листы требуемых размеров; при разрезке необходима особая опытность мастера, который должен найти наивыгоднейшие размеры, подгоняя встречающиеся недостатки (пузыри, камни и проч.) таким образом, чтобы они пришлись по разрезу или краям листа.Цветное покрывочное стекло (Verre doublé. Ueberfaugfarbenglas) производится наслоением стекла одного цвета другим, по преимуществу прозрачного бесцветного — окрашенным; это делается в видах экономии относительно дорогого цветного стекла и для производства шлифованием и гравировкой рисунков, для чего окрашенный тонкий слой снимается в надлежащих местах инструментами или вытравляется плавиковой кислотой. Чтобы произвести покрышку, делец-выдувальщик делает обыкновенным способом "баночку" из того стекла, которое назначено для покрытия, набирает на нее достаточное количество стекла, выравнивает и сглаживает с продуванием, затем окунает ее в окрашенное стекло (стекло это заготовляется в горшках меньшего размера и плавится в той же печи); чтобы выравнять и распределить стекло по всей наборке, оно разогревается в окне печи при постоянном вращении трубки и затем закатывается на металлической или мраморной доске; таким образом получается наборка, готовая к дальнейшей разделке как на листовое, так и на другое стекло. Если требуется, чтобы цветной слой находился между прозрачными, то полученную описанным способом наборку окунают снова в прозрачное стекло и поступают в дальнейшем по предыдущему. К числу украшений цветным стеклом относится так наз. насыпь. Для приготовления насыпного стекла толкут окрашенное стекло с просеиванием на сите до желаемой мелкости зерен и наносят полученный цветной порошок на поверхность мягкой горячей наборки стекла. Чтобы нанести порошок в известном порядке, его рассыпают рядами на металлической пластинке с подбором цветов и затем катают по ней мягкую наборку стекла, к поверхности которой порошок прилипает; для дальнейшего укрепления и сравнивания поверхности наборку нагревают и выравнивают закатыванием на гладкой поверхности, после чего она готова к разделке на вещи от руки и в форму.Ледяное стекло (Verre craquelé, Frostedglass, Eisglas) имеет вид расколотого льда. Эффект этот достигается погружением мягкой и достаточно горячей наборки в холодную воду (на 5—10 сек.), от чего на поверхности ее образуются мелкие трещины, более или менее глубокие, после чего наборку снова разогревают и разделывают. Наружные края трещин от разогревания оплавляются (затаиваются), а потому поверхность разделываемой вещи получается гладкою; при известном освещении плоскости ограничивающие трещины напоминают блеском своим растрескавшийся лед. Комбинируя хрусталь, цветное и покрывочное стекло с приемом погружения в холодную воду, можно получить вещи весьма разнообразного вида.С. трубки и стволики. Приготовление трубки начинается с баночки, на которую делается достаточная наборка стекла, которая разогревается и продувается для образования стенок трубки. Если предполагается вытянуть не круглую трубку, а овальную или 3—4-гранную и проч., то делец или от руки придает ей надлежащую форму (напр. 4-гранную — сплющиванием на металлической пластине), или продувает наборку в форму; при получении сплошного стволика, очевидно, наборка не продувается, а формуется: для круглых — закатыванием на гладкой поверхности, а другого вида — сдавливанием в форме. Заготовленную таким образом наборку помощник мастера захватывает со стороны свободного конца на железко посредством налепки горячего стекла и тянет его к себе, отходя от мастера на надлежащее расстояние (фиг. 25); чем скорее отходит помощник, тем трубка выходит длиннее. Чтобы средняя часть трубки не вышла очень тонкою, ибо она горячее, а след., мягче, ставится посередине другой помощник, который студит среднюю часть посредством обмахивания веером, обыкновенно из картона или перьев. Чтобы иметь ровные и прямые трубки, необходимо таковые выбирать из большого количества, так как вследствие провеса С. тяги в середине происходят погрешности в прямизне, а раннее застывание концов делает то, что от средины тяги к концам получается два конусообразных расширения; эти погрешности при надлежащем остуживании могут быть доведены до весьма малой величины. Понятно, что тонкие трубки и стволики небольшой длины (до аршина) могут быть приготовлены одним дельцом, захватывая конец наборки для тяги щипцами. Цветные стволики для С. вити (см. Филигранное стекло), а также покрывочные, в несколько слоев разно окрашенной массы, вытягиваются из наборок, приготовляемых тем же способом, как и для покрывочного стекла (см. выше).Для приготовления канализационных труб большого диаметра (до 50 стм, С-т Гобенский завод) применяется прессование в чугунную разъемную стоячую форму, для чего в нижней части ее устраивается конический сердечник, по размерам соответствующий внуттреннему диаметру трубы; стекло наливается сверху формы; движением сердечника, который прогоняется снизу вверх стержнем, посредством сжатого воздуха стекло распределяется по внутренней стенке формы слоем, соответствующим по толщине прозору между сердечником и стенками; затем достаточно отвердевшая С. труба извлекается из формы и подвергается закаливанию. С.-Гобенский завод, кроме труб, таким же способом готовит большие цилиндрические сосуды с дном, для чего вместо сквозного прохода сердечника требуется остановить его у конца формы в надлежащем месте для образования дна. О производстве разных др. видов стекла и С. изделий см. Зеркальное производство, Стекло оптическое, С. вата, С. мозаика, Стеклярус, Страссы, Филигранное стекло.Шлифовка и гранение посудного стекла и хрусталя. С. посуда, вышедшая из калениц, подвергается часто механической обработке. Сюда относится подбел, или подправка, украшение гранями и рисунком. Подбел делается для уничтожения следа от налепки понтии, выравнивания дна для устойчивости и для заглаживания острых краев посуды, если она была открыта откаливанием, подобно тому, как это делается при открытии холяв для листового стекла. Гранение посуды заключается в снятии до известной глубины шлифованием наружного слоя предмета, чтобы получить на последнем поверхность, ограниченную гранями в разных направлениях; если грани тянутся во всю высоту предмета ровной ширины, то такое шлифование называется прямой гранью; если грани пересекаются между собою, образуя отдельные правильные фигуры в подражание природным кристаллам, то такое шлифование называется гранением камнями. При шлифовании хрусталя отличают алмазную грань, которая заключается в расположении плоскостей призмою при резком отделении одного камня от другого, что придает предметам весьма блестящий вид. Когда выдающиеся ребра граней закругляются, то такое шлифование называют валиками. К орнаментным украшениям относятся: ложки, желобки (круглые или удлиненные углубления), нити, пояски или бороздки, располагаемые кольцами и концентрично, звезды различных видов, листы со стеблями и проч. Все означенные работы исполняются на шлифовальных станках и разделяются на три отдельных обработки, подобно шлифованию зеркального стекла, а именно: обдирание песком с водою (песочная работа), сглаживанием камнем с водою (каменная работа) и полирование. Песочная работа производится с помощью железного колеса (круга) А (фиг. 26), на которое стекает с известной скоростью смесь воды с песком из воронки В по дощечке D; над воронкой помещен кран от водопроводной трубы. Вращение круга направлено по стрелке. Делец сильно прижимает шлифуемую вещь к колесу тем местом, которое должно быть содрано. Для защиты шлифовщика от брызг воды с песком пристраивается к верхней части другая дощечка Е, имеющая посредине вырез, которым надевается на колесо. Предмет, назначенный для шлифования, если грань или рисунок довольно сложны, предварительно расчерчивается при помощи пера смесью мела с клеем или жирным карандашом; по означенным линиям производится обдирание песком нагрубо, причем грани не получают достаточно правильного очертания и резких углов и выходят шероховатые и матовые. Часть песка с водою, стекая на обод колеса из воронки, проходит мимо обдираемого стекла и падает в чашку О, из которой шлифовщик возвращает его в воронку до перетирания, после чего он идет в подмесь к свежему или удаляется из чашки через нижнее отверстие по желобу G.Каменная работа имеет целью сглаживание полученной шероховатой поверхности после песочной работы; при этом все начерно назначенные грани выправляются, выравниваются и углы заостряются; шлифуемый предмет получает нежный мат, на ощупь совершенно гладкий, вид и свойство поверхности, подобные зеркальному стеклу после обработки тонким наждаком, от чего каменная работа делает возможной последующую полировку. Сглаживание производится посредством каменных колес или кругов из плотного песчаника при смачивании водою; величина колес бывает от 1 1/2 до 28 дюймов и более, смотря по высоте станка, при толщине от 1/2 до 1 дюйма.Полировка производится посредством пемзы, оловянного порошка (окись свинца в смеси с окисью олова) и крокуса при смачивании водою. Веществами этими трут после каменной работы поверхность стекла посредством вращающихся кругов из мягкого материала, мягкого дерева, как то: ольхи, осины или пробки (последняя по своей упругости, мягкости и пористости представляет наилучший материал для полировальных кругов, но по высокой цене идет только при полировке дорогого хрусталя). Верстак, на котором утверждаются полировальные круги и каменные колеса, для всех их одинаков, а потому они приспособлены для замены одного другим. Показанный здесь тип станка — простейший, употребляемый на многих русских заводах.Резьба или гравирование стекла производится на подобных же станках, только меньших размеров, с ножным приводом. Сдирание стекла производится наждаком с маслом помощью медных кружков размерами от 11/2 до 20 мм. Тона матового рисунка зависят от степени шероховатости содранной поверхности стекла, т. е. от тонкости употребленного наждака; при полированном рисунке разные эффекты достигаются большей или меньшей глубиной резьбы. Полировка полученного наждаком рисунка делается оловянными кружками с пемзой и оловянным порошком, как и при полировке на деревянных кругах; иногда употребляют и крокус. Для украшения стекла матовыми рисунками, кроме описанного, употребляют более простой способ нанесения рисунков посредством "трафаретов" или "шаблонов". Способ этот не требует особого искусства со стороны исполнителя, а потому наиболее дешевый. Матовые рисунки по трафарету бывают, для дешевизны, по большей части в один тон. Заготовленное с трафаретом (вырезанным из тонкого металлического листа) стекло при ручном способе обдирают песком или наждаком с водою посредством железных или медных пластинок или проволокой, не опасаясь перейти границы назначенного рисунка. В настоящее время ручной способ получения матовых рисунков почти оставлен и заменяется или травлением плавиковой кислотой, или выбиванием посредством песочной струи, по способу Тильманна. Если на поверхность стекла будет пущена с некоторым напряжением непрерывная струя песка, то наружный слой стекла по прошествии 20—30 сек. окажется настолько разрушенным, что сдлается матовым; увеличивая продолжительность действия или усиливая напряжение струи песка, можно продолбить таким способом стекло на значительную глубину; так, напр., при 10 атм. давления в течение 1 часа можно пройти на глубину приблизительно от 0,75 до 1,5 стм, смотря по твердости стекла и сгущению песчаной струи. Как трафарет при способе Тильманна употребляют нанесение упругого слоя разных мастик из каучука и олифы на те места, которые должны остаться прозрачными. На фиг. 27 представлена схема прибора Тильманна, на которой АА — цилиндрический сосуд с крышкой, наполненный сухим песком, с воронкообразным дном, оканчивающимся суженной трубкой В. СС — трубка для проведения водяного пара или сжатого воздуха с краном D, который служит для управления напором газов. E — предмет, в который бьет струя песка. Для получения матовых рисунков травлением плавиковой кислотой (см.), заготовляют стекло подобным же образом, как при механическом способе, т. е. наносят предохранительный слой или посредством шаблонов, или печатанием мастиками на бумаге рисунков, которые переводят потом на стекло, а бумагу отмачивают и снимают. Мастики представляют смесь веществ, на которые плавиковая кислота не действует; из них наиболее употребительны воск, асфальт, парафин и др., которые смешивают с терпентинным маслом для получения жидкой и липкой массы. Ванны для травления имеют весьма разнообразный состав; для составления их употребляют фтористый аммоний, фтористые натрий и калий с соляной и серной кислотами (напр., на 100 в. ч. серной кислоты. 100 в. ч. фтористого калия и 1000 воды). Приготовляют также ванны без кислот, с одними фтористыми металлами, приблизительно в пропорции на 1000 в. ч. воды от 100 до 120 ч. фтористых соединений; во время работы ванну подогревают, пропуская в нее водяной пар, до темп. 45°—50°; при этом условии стекло, опущенное в нее, в течение 4—5 мин. получает уже достаточно резкую матовую поверхность (см. F. С. Fischer, "Das Gesammtgebiet der Glasätzerei etc.", 1892). Такое посудное и листовое стекло, украшенное матовыми рисунками наподобие кружев и кисеи, часто носит название мусселинового стекла.Золочение и серебрение стекла через огонь. Для золочения и серебрения посредством обжига в муфелях как золото, так и серебро получают в виде мелкого порошка, для чего металлы осаждают из раствора: золото — предпочтительно посредством железного купороса, а серебро — медными стружками. Для укрепления на стекле порошкообразных металлов смешивают их с "флюсом" (fondant) растиранием на С. матовой пластинке курантом, сначала на воде, а затем с терпентинным маслом, к которому прибавляется для вязкости небольшое количество того же масла, загустевшего на воздухе. На 1 ч. металла прибавляют флюса около 1/12 и больше, если из экономии не гонятся за хорошим цветом полученного металла. Приготовленная таким образом смесь наносится на стекло посредством акварельной кисти. По высушивании расписанное стекло обжигается в муфельной печи при температуре около красного каления, рассчитывая такую степень жара, чтобы стекло при этом не изменило своей формы от размягчения, между тем как флюс расплавился бы и составил одно целое с поверхностью стекла; очевидно, что смешанный с флюсом металл таким путем будет прочно прикреплен к стеклу, когда оно будет остужено и флюс затвердеет [Флюс — легкоплавкое стекло с относительно малым содержанием кремнезема и большим количеством окиси свинца и борного ангидрида. Наиболее употребительное отношение такое: на 1 в. ч. молотого кремня или кварца 3 в. ч. глёта, или на 1 в. ч. кремня или кварца 8 в. ч. глёта и 1 в. ч. плавленой буры. Кроме того, как флюс употребляют смесь 1 ч. основной азотной соли висмута (magisterium bismuthi) с 1/12 ч. плавленной буры.]. Устройство муфельной печи для топки дровами представлено на фиг. 28. Существенную часть ее составляет муфель A, сделанный из огнеупорной глины. Лицевая стенка муфеля оставляется открытою; к ней пригоняется крышка с отверстием посредине, которое продолжается наружу конической трубкой Е; в верхней части (в сводике) имеется другая трубка С (призывная). В — топочное пространство с колосниками G и топочным отверстием F, отверстия J, J служат для выхода печных газов. Приготовленные для обжига вещи нагружают в холодный муфель, разобрав лицевую печную стенку K, которая делается или разборною из кирпича, или составляется из нескольких больших глиняных плит. Вещи устанавливаются как на дно муфеля, так и на прилаженные к стенкам его полки, располагая у стенок выдерживающие более высокую температуру. После нагрузки закрывают муфель крышкой, замазывая края на глине. Разогревание (обжиг) муфеля ведут постепенно и таким образом, чтобы пламя охватывало стенки его равномерно, для чего постоянно наблюдают через отверстие Е. Обжиг в муфелях среднего размера продолжается около 8—10 час.; остуживание длится, смотря по положению муфеля, около 12 час. После обжига золото и серебро представляют матовую поверхность. Чтобы получить металлы блестящими, их полируют посредством куска кровавика и агата, отполированного и насаженного на ручку. Таким же способом можно платинировать стекло, пользуясь платиною в порошке.Цветная живопись по стеклу. Для нее пользуются окрашиванием С. сплавов металлическими окислами. Сплавы эти или смеси окислов с флюсами в виде мелкого порошка растираются с эфирными маслами (терпентинное, лавандуловое и др.), как при золочении и серебрении, и затем наносятся на стекло посредством кистей и подвергаются обжигу в муфелях для приплавления их к поверхности стекла. [В настоящее время в торговле можно иметь готовые краски по стеклу и фарфору заграничного производства по сравнительно дешевой цене. Почти все заводы и живописные мастерские пользуются покупными красками. Лучшими из них надо считать французские и английские.].Смотря по свойствам окрашивающего металлического окисла, состав свинцового силиката или флюса, с которым он входит в соединение для образования краски, бывает различен. Но вообще по составу они подобны флюсам, употребляемым при золочении и серебрении, представляя щелочно-свинцово-борные силикаты. Что касается до получения разных цветов и оттенков, то об этом см. выше об окрашенном стекле, а также в ст. Стеклянная мозаика, Финифть, Эмаль, Страссы. Для получения подробных сведений по части приготовления красок через огонь см. Salvetat, "Complément de la 3-me édition du Dictionnaire des Arts et Manufactures". Ch. Laboulaye (Пар., 1868).Литература. Кроме упомянутых уже выше сочинений, можно указать еще на следующие: А. Чугунов, "Исследование стекловарного производства" (1856); "Стеклянное производство" (перев. и изд. под ред. Д. Менделеева, 1864); С. П. Петухов, "Стеклоделие"(1898); Bontemps, "Guide de verrier" (1868); P. Flamm, "Le verrier du XIX siècle" (1863); Henrivaux, "Le verre et le cristale" (1897); Knapp, "Lehrb. d. chem. Technologie" (1871, II, 1 вып.); Benrath, "Die Glasfabrication" (1875); Tscheuschner, "Handb. d. Glasfabrication" (1885); B. Dralle, "Anlage u. Betrieb d. Glasfabriken" (1886). Библиография по С. производству находится у Henrivaux, "Le verre et le cristale" (1897).С. П. Петухов.
Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона. — С.-Пб.: Брокгауз-Ефрон. 1890—1907.