- Лесопильное производство
-
Вследствие значительного богатства многих местностей России лесными материалами лесопильное дело является одним из самых распространенных промыслов, занимающим большое число рук и оказывающим экономическое влияние на жизнь народа. По мнению проф. Арнольда, на каждого жителя приходится около 0,5 куб. саж. леса в год, а так как отношение количества потребляемого строевого леса к полному количеству расходуемого леса составляет 0,16-0,20, то, значит, на каждого жителя приходится около 0,08-0,10 куб. саж. пиленого леса, т. е. всего расходуется около 8-10 млн. куб. саж. в год, на сумму не менее 200 млн. руб. Кроме того, вывоз за границу разного пиленого леса достигает 40 млн. руб. Между тем, Л. заводов, по данным департамента торговли и мануфактур, было в 1892 г. 617, с производительностью около 20 млн.; таким образом, наше фабричное Л. производство в состоянии покрыть лишь половину нашего вывоза, все же остальное громадное количество пиленого материала получается ручным трудом и стоит вне фабричного производства. Пиленый материал как товар рынка носит разные названия в зависимости от его размеров и назначения. Круглый лес, получаемый распиловкой дерева поперек, при диаметре в отрубе или тонком конце около 4 врш. и выше и при длине от 2 до 10 саж. называют бревнами (см.). Круглому лесу диам. в тонком конце от 3 до 5 врш. дают иногда название подвязника, кругляки диам. от 2 до 3 врш. называются накатниками, а от 11/2 до 2 врш. — жердями (см.). Когда бревно распилено пополам, каждая из половин получает название пластины; когда бревно срублено или спилено с двух сторон, ему дают название лежня. Когда бревно распилено на 4 части по двум взаимно перпендикулярным диаметрам, каждая часть получает название четвертины. Балка (см.) — вообще толстое бревно, отесанное или опиленное на 2, 3 или 4 канта и предназначенное для построек. Брус (см.), как и балка, представляет собой толстое бревно, отесанное или опиленное обыкновенно на 4 канта. Английский брус, крупный предмет западной отпускной торговли, опилен или отесан чистым квадратом толщиной 8-15 и более дюймов при длине от 3 саж. Английский брус называют мауерлаттой — при толщине 8-12 дюймов, кубиком, или мемельским — при 15 дюймах и более в стороне квадрата. Голландский и рижский брус имеют в поперечном сечении форму прямоугольника (не квадрата) с притупленными углами. Плансон — нечистый брус сосновый или дубовый, обделанный в квадрат, с оставлением кантов в коре. Он имеет форму усеченной пирамиды, так как обработка производится не параллельно оси дерева, а по сбегу ствола, причем толщина комлевого конца превышает большей частью толщину вершинного на 1/3 последней; плансон заготовляют в зап. губ. для отправки за границу. Если один размер четырехугольного поперечного сечения мал сравнительно с другим, лесная штука получает название доски (см.); доски получаются через распиловку бревен на несколько частей по направлению длины бревна. Боковые части бревна, получаемые отпиловкой при получении брусьев и досок, назыв. горбылями. Перепиловкой досок по направлению их длины получаются бруски: при толщине досок от 1 до 3 дюймов им дают нередко название решетника, потому что такие бруски употребляются на обрешетку крыш. При распиловке бревен на доски, различают эти последние по отделке их на чистые, или обрезные, у которых грани перпендикулярны и, следовательно, кромки начисто срезаны, без обливин. Полуобрезные — на узких ребрах одна часть ширины этих ребер представляется срезанной, а другая имеет обливину, т. е. соответствует боковой поверхности бревна. Получистые выпиливаются из бревен без предварительного спиливания горбылей. Браком называются доски с трещинами и другими пороками, иногда с размерами, не достигающими величины обыкновенно принятой. Доски бывают обыкновенно толщиной в 1/2, 3/4, 1, 11/2, 2, 21/2 и 3 дюйма. По ширине доски различают на сортовки, имеющие 11 дюймов ширины, девятки — 9 дюймов и батансы — 7 дюймов. Толстые доски от 3 до 4 дюймов толщины называются мадрильными и ларьевыми; толщиной в 1-11/2 дюйма — кровельными или перовыми; тонкие и узкие доски называются иногда палубниками или шалевками. Самые тонкие доски, употребляемые для накладной и штучной работы, называются фанерками.Основное орудие производства — пила — режущий инструмент, состоящий из нескольких резцов, действующих один за другим. Резцы 1, 2, 3 и 4 (фиг. 1) образованы на ребре металлической полосы А, которая соединяет их между собою; при движении полосы по направлению стрелки каждый резец последовательно проникает в дерево и снимает в нем слой определенной глубины.
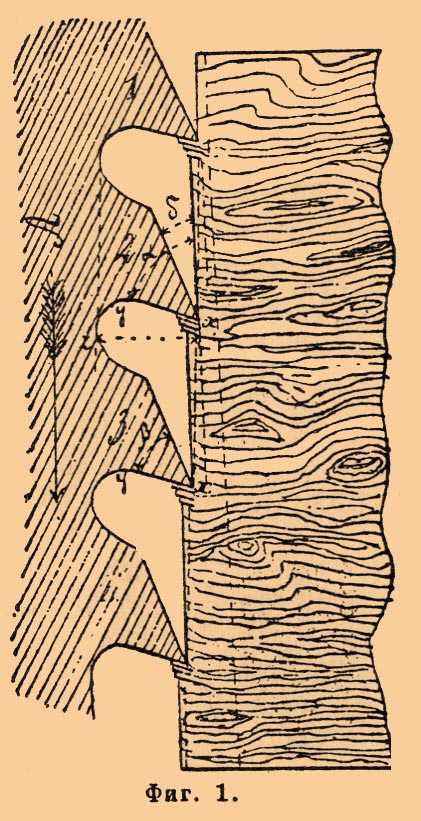 Фиг. 1.Резцы 1, 2, 3, 4... называются зубцами пилы, а полоса А, которая их соединяет, получает название полотенца. Расстояние между зубцами, т. е. длина хх, наз. шагом, расстояние xz — высотой зубца; угол β между передней и задней гранью зубца носит название угла заострения; угол α между передней гранью и линией, соединяющей вершины зубцов, — переднего угла и, наконец, угол γ между задней гранью и той же линией — заднего угла. Зубцам придают самую разнообразную форму, которая находится в зависимости преимущественно от следующего обстоятельства. Дерево представляет собой материал неоднородного сложения, с неравным сопротивлением по различным направлениям; всего больше усилий требуется для того, чтобы перерезать волокно, и меньше усилий, чтобы отделить данное волокно от соседних. Следовательно, для получения правильной работы следует режущим инструментам придавать такую форму, чтобы при проникновении их в дерево прежде всего получалось подрезывание волокон и затем уже остается сравнительно более легкая работа отделения подрезанных волокон от остальной древесины. Если распорядиться иначе, то получится отрывание волокон, а не их разрезывание. Отсюда понятно, что для продольной распиловки леса зубцам следует придавать такую форму, чтобы передний угол α был меньше 90°, как это видно на фиг. 1; при этом каждый зубец прикасается прежде всего своей узкой передней гранью (перпендикулярно к точкам x), которая подрезывает волокна, а затем эти последние снимаются гранями xy. Для поперечного же распиливания дерева подобная форма, очевидно, не годится, и зубцам следует придавать форму, изображенную на фиг. 2, т. е. в виде равнобедренных треугольников.
Фиг. 1.Резцы 1, 2, 3, 4... называются зубцами пилы, а полоса А, которая их соединяет, получает название полотенца. Расстояние между зубцами, т. е. длина хх, наз. шагом, расстояние xz — высотой зубца; угол β между передней и задней гранью зубца носит название угла заострения; угол α между передней гранью и линией, соединяющей вершины зубцов, — переднего угла и, наконец, угол γ между задней гранью и той же линией — заднего угла. Зубцам придают самую разнообразную форму, которая находится в зависимости преимущественно от следующего обстоятельства. Дерево представляет собой материал неоднородного сложения, с неравным сопротивлением по различным направлениям; всего больше усилий требуется для того, чтобы перерезать волокно, и меньше усилий, чтобы отделить данное волокно от соседних. Следовательно, для получения правильной работы следует режущим инструментам придавать такую форму, чтобы при проникновении их в дерево прежде всего получалось подрезывание волокон и затем уже остается сравнительно более легкая работа отделения подрезанных волокон от остальной древесины. Если распорядиться иначе, то получится отрывание волокон, а не их разрезывание. Отсюда понятно, что для продольной распиловки леса зубцам следует придавать такую форму, чтобы передний угол α был меньше 90°, как это видно на фиг. 1; при этом каждый зубец прикасается прежде всего своей узкой передней гранью (перпендикулярно к точкам x), которая подрезывает волокна, а затем эти последние снимаются гранями xy. Для поперечного же распиливания дерева подобная форма, очевидно, не годится, и зубцам следует придавать форму, изображенную на фиг. 2, т. е. в виде равнобедренных треугольников. Фиг. 2.В этом случае широкая грань xy прежде всего встречает волокна, перерезывает их, а затем уже узкая передняя часть x снимает надрезанный слой и работа идет правильно. Пилы, подобные изображенной на фиг. 1, могут работать лишь при движении в одну сторону (по направлению стрелки); пилы же с формой зубцов как на фиг. 2 безразлично хорошо работают как в одну, так и в другую сторону. На форму зубцов влияет еще то обстоятельство, что между зубцами необходимо оставлять довольно большие промежутки, в которых свободно должны помещаться срезываемые опилки до момента выхода зубца из дерева; иначе эти опилки, занимающие объем в 5-51/2 раз больше объема дерева, из которого они получены, забиваются между деревом и полотенцем пилы и затрудняют в сильной степени движение этой последней. С той же целью уменьшения сопротивления движению пилы зубцы отгибают, или, как говорят, разводят, вправо и влево от полотенца; все четные зубцы пилы отгибают в одну сторону, а нечетные — в другую (фиг. 2). При этом ширина вреза Е (фиг. 3) получается более толщины пилы e, и трение полотенца пилы о стенки образуемого пропила является устраненным; обыкновенно отношение Е/е = 2, но иногда делается несколько более или менее.
Фиг. 2.В этом случае широкая грань xy прежде всего встречает волокна, перерезывает их, а затем уже узкая передняя часть x снимает надрезанный слой и работа идет правильно. Пилы, подобные изображенной на фиг. 1, могут работать лишь при движении в одну сторону (по направлению стрелки); пилы же с формой зубцов как на фиг. 2 безразлично хорошо работают как в одну, так и в другую сторону. На форму зубцов влияет еще то обстоятельство, что между зубцами необходимо оставлять довольно большие промежутки, в которых свободно должны помещаться срезываемые опилки до момента выхода зубца из дерева; иначе эти опилки, занимающие объем в 5-51/2 раз больше объема дерева, из которого они получены, забиваются между деревом и полотенцем пилы и затрудняют в сильной степени движение этой последней. С той же целью уменьшения сопротивления движению пилы зубцы отгибают, или, как говорят, разводят, вправо и влево от полотенца; все четные зубцы пилы отгибают в одну сторону, а нечетные — в другую (фиг. 2). При этом ширина вреза Е (фиг. 3) получается более толщины пилы e, и трение полотенца пилы о стенки образуемого пропила является устраненным; обыкновенно отношение Е/е = 2, но иногда делается несколько более или менее. Фиг. 3.Тех же целей, какие достигаются разводкой зубьев пилы, можно достичь иным путем. Посредством расклепывания зубцов пилы можно произвести уширение их оконечностей, и тогда пропил, делаемый такой пилой, будет больше толщины ее полотенца. Расклепывание зубцов — работа, требующая большего навыка и опытности, чем разводка, и притом возможная без опасения лишь тогда, когда пила выработана из материала безусловно высокого качества; поэтому сказанный прием применяется редко, а обыкновенно прибегают к разводке зубьев. Пилы с узкими полотенцами приготовляют иногда из стальных полос, которых сечение представляет трапецию; на утолщенной кромке таких полос делаются зубцы, у которых оконечности будут шире, чем их основания. Пилы приготовляются из тонкой листовой стали, и зубья их получаются обыкновенно выдавливанием помощью пресса, после чего пилу закаливают и отпускают до синего или фиолетового цвета.Ручная распиловка леса производится на козлах или над рвом. Козлы (см.) должны быть устойчивы, чтобы не шатались при работе и чтобы высота их равнялась приблизительно сажени. Ров должен быть глубиной в сажень, шириной в 5 или 6 фт., чтобы пильщику представлялась необходимая свобода в движениях. Для поддержки распиливаемого дерева поперек рва кладут два бруска. Выкапывание рва обходится дороже постройки козел и сопряжено с разными затруднениями в зависимости от свойства грунта в данной местности; зато козлы требуют лишнего расхода рабочей силы на поднимание тяжелых бревен на высоту сажени. Работа при ручной пилке идет в следующем порядке. Срубленное дерево, очищенное от сучьев и распиленное на колоды несколько длиннее (на 1 или 11/2 фт.) требуемой длины досок, предварительно обтесывают с двух противоположных сторон, с тем чтобы на одной из них можно было наметить ширину и направление досок, а другая должна служить для плотного укладывания бревна на козлы или подставочные брусья, не давая ему шататься при работе. Отбивка ширины и направления досок производится помощью шнура, натертого мелом или мокрым углем, и требует большого навыка и умения со стороны рабочего. От направления, которое дается распилу, часто зависит хороший вид и цена получаемой доски. Распиловка производится двумя рабочими, из коих один стоит внизу, а другой на верху бревна. Пила, употребляемая при продольной распиловке, снабжается зубьями, форма которых приспособлена для их работы лишь при нисходящем движении пилы, так что сопротивление дерева распилу приходится преодолевать, главным образом, нижнему рабочему, верхний же рабочий только поднимает пилу и направляет ее по линии распила; усилие, которое он может производить при опускании пилы, ограничивается гибкостью полотенца пилы. Ручные пилы для указанной работы (фиг. 4) имеют полотенца, ширина которых наверху больше, чем внизу.
Фиг. 3.Тех же целей, какие достигаются разводкой зубьев пилы, можно достичь иным путем. Посредством расклепывания зубцов пилы можно произвести уширение их оконечностей, и тогда пропил, делаемый такой пилой, будет больше толщины ее полотенца. Расклепывание зубцов — работа, требующая большего навыка и опытности, чем разводка, и притом возможная без опасения лишь тогда, когда пила выработана из материала безусловно высокого качества; поэтому сказанный прием применяется редко, а обыкновенно прибегают к разводке зубьев. Пилы с узкими полотенцами приготовляют иногда из стальных полос, которых сечение представляет трапецию; на утолщенной кромке таких полос делаются зубцы, у которых оконечности будут шире, чем их основания. Пилы приготовляются из тонкой листовой стали, и зубья их получаются обыкновенно выдавливанием помощью пресса, после чего пилу закаливают и отпускают до синего или фиолетового цвета.Ручная распиловка леса производится на козлах или над рвом. Козлы (см.) должны быть устойчивы, чтобы не шатались при работе и чтобы высота их равнялась приблизительно сажени. Ров должен быть глубиной в сажень, шириной в 5 или 6 фт., чтобы пильщику представлялась необходимая свобода в движениях. Для поддержки распиливаемого дерева поперек рва кладут два бруска. Выкапывание рва обходится дороже постройки козел и сопряжено с разными затруднениями в зависимости от свойства грунта в данной местности; зато козлы требуют лишнего расхода рабочей силы на поднимание тяжелых бревен на высоту сажени. Работа при ручной пилке идет в следующем порядке. Срубленное дерево, очищенное от сучьев и распиленное на колоды несколько длиннее (на 1 или 11/2 фт.) требуемой длины досок, предварительно обтесывают с двух противоположных сторон, с тем чтобы на одной из них можно было наметить ширину и направление досок, а другая должна служить для плотного укладывания бревна на козлы или подставочные брусья, не давая ему шататься при работе. Отбивка ширины и направления досок производится помощью шнура, натертого мелом или мокрым углем, и требует большого навыка и умения со стороны рабочего. От направления, которое дается распилу, часто зависит хороший вид и цена получаемой доски. Распиловка производится двумя рабочими, из коих один стоит внизу, а другой на верху бревна. Пила, употребляемая при продольной распиловке, снабжается зубьями, форма которых приспособлена для их работы лишь при нисходящем движении пилы, так что сопротивление дерева распилу приходится преодолевать, главным образом, нижнему рабочему, верхний же рабочий только поднимает пилу и направляет ее по линии распила; усилие, которое он может производить при опускании пилы, ограничивается гибкостью полотенца пилы. Ручные пилы для указанной работы (фиг. 4) имеют полотенца, ширина которых наверху больше, чем внизу. Фиг. 4.В этом случае линия, соединяющая вершины зубцов, имеет известный наклон к вертикальному направлению движения пилы, что является необходимым для правильного ее действия, так как при этом каждый зуб срезывает слой дерева известной толщины. По этой же причине двуручные пилы, употребляемые для поперечной распиловки, делаются шире в середине, так как зубья такой пилы могут резать в обе стороны. Иногда для облегчения движения пилы смазывают ее во время работы салом, но обыкновенно работают несмазанной пилой и поступают следующим образом. Пропилив длину около фута, вбивают в прорез деревянный клин, раздвигая им плоскости пропила и облегчая через это движение пилы; пропилив после этого дерево дальше, клин переставляют ближе к пиле и т. д. Клинья забивают слегка, чтобы не произвести трещин. Когда бревна пилят на доски, пропил не доводят до конца на 3-4 дюйма, чем достигается связь между прорезанными досками, и распиленные части удерживаются правильно на стелюгах, позволяя производить пропил в не прорезанных еще местах. Размеры пил для ручной продольной распиловки дерева бывают очень разнообразны, а именно:----------------------------------------------------------------------------------------------------------------------| | Немецкие пилы | Английские пилы ||---------------------------------------------------------------------------------------------------------------------|| Длина полотенца, в фт. | 5,2-5,7 | 4,5-8,0 ||---------------------------------------------------------------------------------------------------------------------|| Ширина в широком месте, в | 6,3-7,0 | 7,0-12,0 || дюймах | | ||---------------------------------------------------------------------------------------------------------------------|| Ширина в узком месте, в дюймах | 4,0-4,7 | 3,0-4,7 ||---------------------------------------------------------------------------------------------------------------------|| Толщина полотенца, в дюймах | 1/14-1/12 | 1/21-1/10 ||---------------------------------------------------------------------------------------------------------------------|| Шаг зубца, в дюймах | 1,0-1,4 | 0,6-1,0 |----------------------------------------------------------------------------------------------------------------------Два опытных пильщика могут в 1 час распилить до 22 кв. фт.; но средняя часовая производительность в течение дня бывает значительно меньше. Сырые, свежие деревья пилятся легче сухих, так что при затрате одной и той же рабочей силы площадь пропила в первых выходит от 1,5 до 2 раз более, чем в последних; совершенно мокрые деревья пилятся труднее сырых, ибо при влажных деревьях опилки как бы спрессовываются и не выпадают из впадин, что сильно затрудняет распиловку. По нашему урочному положению, для распиливания бревен диаметром в тонком конце в 6 врш., с устройством козел и с накатыванием на них дерева, считают на погонную сажень бревна следующее число пильщиков: на 1 проход для получения двух пластин — 0,07; на 2 прохода двух пластин и одной доски или при отпиливании 2 горбылей, когда из бревна готовят обрезные доски, — 0,12; на 3 прох. для двух досок обрезных 21/2 дюйма толщины и 2 горбылей — 0,17; на 4 прох. для трех досок в 21/2 дюйма толщины, из коих одна обрезная и две полуобрзных или получистых — 0,22; на 5 прох. — 0,27; на 6 прох. — 0,32; на 7 прох. — 0,37; на 8 прох. — 0,42 и на 9 прох. — 0,47. Для распиливания 7 врш. бревен вышеприведенные числа пильщиков увеличивают на 15%, а для 8 врш. бревен на 33%, затем с каждым вершком толщины увеличивают число пильщиков на 35%. Как брусья, так и доски получаются при ручной распиловке значительно менее правильными, чем при распиловке на станках.Фабричное лесопиление является выгодным делом, принимающим у нас с каждым годом все большие и большие размеры. Л. заводы расположены почти во всех губерниях Европейской России, причем одна часть этих заводов работает круглый год, другая — лишь в течение нескольких месяцев в году. Заводы, работающие по преимуществу для экспорта и расположенные при сплавных реках, усиленно работают летом во время навигации и сокращают или даже совсем останавливают дело в течение зимних месяцев; таковы заводы в Виндаве, Двинске, многие заводы Киевского и Петербургского фабричных округов и т. д. В центральных губерниях замечается обратное явление: зимой, вследствие удобств и дешевизны возки, Л. заводы работают более энергично, чем летом, а некоторые даже останавливают свою деятельность на несколько летних месяцев. Часть Л. заводов распиливает лесные материалы, приобретаемые на счет предпринимателя, другая же часть, довольно значительная, работает по заказам на чужом материале; в этом последнем случае существуют в разных местностях различные единицы для определения производительности заводов. В Виленском округе установлена плата с каждой копы (60 шт.) бревен, распиливаемых заводом; в Одесском районе за единицу измерения принимают один дюйм, т. е. объем доски в 3 саж. длины, 6 врш. ширины и 1 дюйм толщины; в Киевском округе платят с вершка, т. е. берут число вершков в тонком обрубе колоды и умножают на число колод (длиною 9 арш.) и т. д.; обыкновенно каждый лесопильный станок вырабатывает не менее 30 руб. в 12 часов. В большинстве случаев Л. заводы располагаются на берегу сплавных рек или каналов, так как доставка стволов сплавом, по воде, представляется самым простым и дешевым способом; при сооружении плотины является возможность устройства наиболее экономического по содержанию и вполне безопасного в пожарном отношении гидравлического двигателя. На фиг. 5 представлено общее расположение Л. мельницы с водяным двигателем (колесом или турбиной), подобное которому можно видеть в большом числе в действии на Урале и в других местах в России, на небольших сплавных реках: а — лесопильная машина, b — водяное колесо, с — наклонная плоскость для втаскивания бревен во второй этаж, d — плотина, е — пруд, f — канал, доставляющий воду к колесу, g — русло реки, i — склад распиленных досок.
Фиг. 4.В этом случае линия, соединяющая вершины зубцов, имеет известный наклон к вертикальному направлению движения пилы, что является необходимым для правильного ее действия, так как при этом каждый зуб срезывает слой дерева известной толщины. По этой же причине двуручные пилы, употребляемые для поперечной распиловки, делаются шире в середине, так как зубья такой пилы могут резать в обе стороны. Иногда для облегчения движения пилы смазывают ее во время работы салом, но обыкновенно работают несмазанной пилой и поступают следующим образом. Пропилив длину около фута, вбивают в прорез деревянный клин, раздвигая им плоскости пропила и облегчая через это движение пилы; пропилив после этого дерево дальше, клин переставляют ближе к пиле и т. д. Клинья забивают слегка, чтобы не произвести трещин. Когда бревна пилят на доски, пропил не доводят до конца на 3-4 дюйма, чем достигается связь между прорезанными досками, и распиленные части удерживаются правильно на стелюгах, позволяя производить пропил в не прорезанных еще местах. Размеры пил для ручной продольной распиловки дерева бывают очень разнообразны, а именно:----------------------------------------------------------------------------------------------------------------------| | Немецкие пилы | Английские пилы ||---------------------------------------------------------------------------------------------------------------------|| Длина полотенца, в фт. | 5,2-5,7 | 4,5-8,0 ||---------------------------------------------------------------------------------------------------------------------|| Ширина в широком месте, в | 6,3-7,0 | 7,0-12,0 || дюймах | | ||---------------------------------------------------------------------------------------------------------------------|| Ширина в узком месте, в дюймах | 4,0-4,7 | 3,0-4,7 ||---------------------------------------------------------------------------------------------------------------------|| Толщина полотенца, в дюймах | 1/14-1/12 | 1/21-1/10 ||---------------------------------------------------------------------------------------------------------------------|| Шаг зубца, в дюймах | 1,0-1,4 | 0,6-1,0 |----------------------------------------------------------------------------------------------------------------------Два опытных пильщика могут в 1 час распилить до 22 кв. фт.; но средняя часовая производительность в течение дня бывает значительно меньше. Сырые, свежие деревья пилятся легче сухих, так что при затрате одной и той же рабочей силы площадь пропила в первых выходит от 1,5 до 2 раз более, чем в последних; совершенно мокрые деревья пилятся труднее сырых, ибо при влажных деревьях опилки как бы спрессовываются и не выпадают из впадин, что сильно затрудняет распиловку. По нашему урочному положению, для распиливания бревен диаметром в тонком конце в 6 врш., с устройством козел и с накатыванием на них дерева, считают на погонную сажень бревна следующее число пильщиков: на 1 проход для получения двух пластин — 0,07; на 2 прохода двух пластин и одной доски или при отпиливании 2 горбылей, когда из бревна готовят обрезные доски, — 0,12; на 3 прох. для двух досок обрезных 21/2 дюйма толщины и 2 горбылей — 0,17; на 4 прох. для трех досок в 21/2 дюйма толщины, из коих одна обрезная и две полуобрзных или получистых — 0,22; на 5 прох. — 0,27; на 6 прох. — 0,32; на 7 прох. — 0,37; на 8 прох. — 0,42 и на 9 прох. — 0,47. Для распиливания 7 врш. бревен вышеприведенные числа пильщиков увеличивают на 15%, а для 8 врш. бревен на 33%, затем с каждым вершком толщины увеличивают число пильщиков на 35%. Как брусья, так и доски получаются при ручной распиловке значительно менее правильными, чем при распиловке на станках.Фабричное лесопиление является выгодным делом, принимающим у нас с каждым годом все большие и большие размеры. Л. заводы расположены почти во всех губерниях Европейской России, причем одна часть этих заводов работает круглый год, другая — лишь в течение нескольких месяцев в году. Заводы, работающие по преимуществу для экспорта и расположенные при сплавных реках, усиленно работают летом во время навигации и сокращают или даже совсем останавливают дело в течение зимних месяцев; таковы заводы в Виндаве, Двинске, многие заводы Киевского и Петербургского фабричных округов и т. д. В центральных губерниях замечается обратное явление: зимой, вследствие удобств и дешевизны возки, Л. заводы работают более энергично, чем летом, а некоторые даже останавливают свою деятельность на несколько летних месяцев. Часть Л. заводов распиливает лесные материалы, приобретаемые на счет предпринимателя, другая же часть, довольно значительная, работает по заказам на чужом материале; в этом последнем случае существуют в разных местностях различные единицы для определения производительности заводов. В Виленском округе установлена плата с каждой копы (60 шт.) бревен, распиливаемых заводом; в Одесском районе за единицу измерения принимают один дюйм, т. е. объем доски в 3 саж. длины, 6 врш. ширины и 1 дюйм толщины; в Киевском округе платят с вершка, т. е. берут число вершков в тонком обрубе колоды и умножают на число колод (длиною 9 арш.) и т. д.; обыкновенно каждый лесопильный станок вырабатывает не менее 30 руб. в 12 часов. В большинстве случаев Л. заводы располагаются на берегу сплавных рек или каналов, так как доставка стволов сплавом, по воде, представляется самым простым и дешевым способом; при сооружении плотины является возможность устройства наиболее экономического по содержанию и вполне безопасного в пожарном отношении гидравлического двигателя. На фиг. 5 представлено общее расположение Л. мельницы с водяным двигателем (колесом или турбиной), подобное которому можно видеть в большом числе в действии на Урале и в других местах в России, на небольших сплавных реках: а — лесопильная машина, b — водяное колесо, с — наклонная плоскость для втаскивания бревен во второй этаж, d — плотина, е — пруд, f — канал, доставляющий воду к колесу, g — русло реки, i — склад распиленных досок.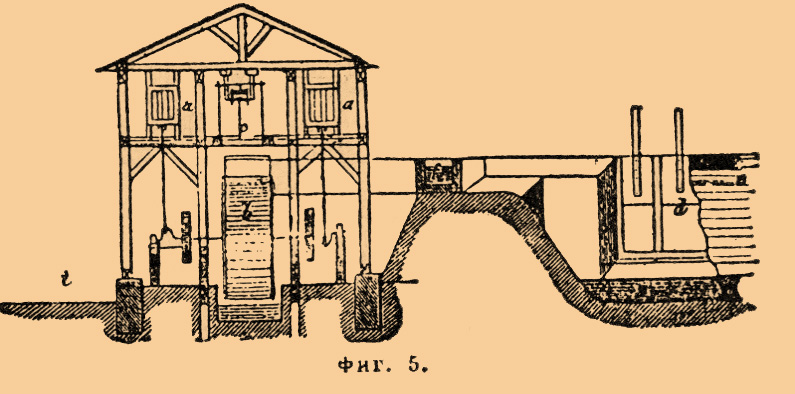 Фиг. 5.Однако в Л. производстве применение даровой силы воды не имеет того значения, как в других отраслях промышленности, так как здесь получается много древесного мусора (опилки, горбыли, кора, обрезки от круглой пилы и пр.), а паровые двигатели, помимо преимущества в смысле большого постоянства действия, способствуют еще уничтожению означенного мусора (служащего им топливом), который накопляется в Л. заводах в громадном количестве. Поэтому в лесопилках, даже расположенных на берегу рек, считают очень часто более удобным устроить паровой двигатель. При отоплении опилками приходится размеры топки паровых котлов делать большими, нежели при отоплении дровами или каменным углем, вследствие значительного объема опилок; нагревательная поверхность котла делается не менее 20 кв. фт. на 1 пар. с.; площадь решетки 1/20-1/25 нагрев. по поверхности котла; щели в колосниках 1/8-1/5" при толщине колосников 3/4-1"; тяга должна быть слабая, дверцы зольника и дымовая заслонка должны быть почти закрыты; при сильной тяге несгоревшие опилки уносятся в трубу. Кочегарня и паровая машина обыкновенно помещаются в одноэтажной пристройке к зданию завода, причем желательно, чтобы эта пристройка сделана была из камня или кирпича даже при деревянных заводах и вообще чтобы приняты были необходимые меры для надлежащего ограждения от пожарной опасности. Дымовая труба должна быть снабжена камерой для улавливания искр или сетчатым колпаком наверху, для той же цели. Само строение делается обыкновенно двухэтажным, причем удобнее устроить так, чтобы нижний этаж был ниже уровня земли; в этом случае пол второго этажа, на котором помещаются рельсы для тележки, находится наравне с землей, чем облегчается втаскивание бревен; приводы же для Л. машин и станины этих последних помещаются в нижнем этаже на соответствующих каменных фундаментах. Вблизи С.-Петербурга, на берегу Невы, можно встретить паровые Л. заводы следующей конструкции (фиг. 6).
Фиг. 5.Однако в Л. производстве применение даровой силы воды не имеет того значения, как в других отраслях промышленности, так как здесь получается много древесного мусора (опилки, горбыли, кора, обрезки от круглой пилы и пр.), а паровые двигатели, помимо преимущества в смысле большого постоянства действия, способствуют еще уничтожению означенного мусора (служащего им топливом), который накопляется в Л. заводах в громадном количестве. Поэтому в лесопилках, даже расположенных на берегу рек, считают очень часто более удобным устроить паровой двигатель. При отоплении опилками приходится размеры топки паровых котлов делать большими, нежели при отоплении дровами или каменным углем, вследствие значительного объема опилок; нагревательная поверхность котла делается не менее 20 кв. фт. на 1 пар. с.; площадь решетки 1/20-1/25 нагрев. по поверхности котла; щели в колосниках 1/8-1/5" при толщине колосников 3/4-1"; тяга должна быть слабая, дверцы зольника и дымовая заслонка должны быть почти закрыты; при сильной тяге несгоревшие опилки уносятся в трубу. Кочегарня и паровая машина обыкновенно помещаются в одноэтажной пристройке к зданию завода, причем желательно, чтобы эта пристройка сделана была из камня или кирпича даже при деревянных заводах и вообще чтобы приняты были необходимые меры для надлежащего ограждения от пожарной опасности. Дымовая труба должна быть снабжена камерой для улавливания искр или сетчатым колпаком наверху, для той же цели. Само строение делается обыкновенно двухэтажным, причем удобнее устроить так, чтобы нижний этаж был ниже уровня земли; в этом случае пол второго этажа, на котором помещаются рельсы для тележки, находится наравне с землей, чем облегчается втаскивание бревен; приводы же для Л. машин и станины этих последних помещаются в нижнем этаже на соответствующих каменных фундаментах. Вблизи С.-Петербурга, на берегу Невы, можно встретить паровые Л. заводы следующей конструкции (фиг. 6). Фиг. 6.Паровые котлы помещаются в отделении а, выложенном из камня или кирпича; b — лесопилка, с — дымовая труба, е — наклонная плоскость для втаскивания бревен, f-таковая же для доставки распиленных досок в склады, g — река.На русских заводах Л. машины являются в громадном большинстве случаев в виде станков с вертикальными рамными пилами, получающими вертикальное качательное движение при помощи шатунов, соединенных с приводом от двигателя. В каждом заводе имеется обыкновенно одна или две подобных машины, хотя попадаются заводы и с большим количеством Л. машин. В станках с рамными (прямыми) пилами (фиг. 7 и 8) надо отличать две существенные части: раму с пилами (числом от 1 до 24) и прочими принадлежностями и аппараты для надвигания дерева.
Фиг. 6.Паровые котлы помещаются в отделении а, выложенном из камня или кирпича; b — лесопилка, с — дымовая труба, е — наклонная плоскость для втаскивания бревен, f-таковая же для доставки распиленных досок в склады, g — река.На русских заводах Л. машины являются в громадном большинстве случаев в виде станков с вертикальными рамными пилами, получающими вертикальное качательное движение при помощи шатунов, соединенных с приводом от двигателя. В каждом заводе имеется обыкновенно одна или две подобных машины, хотя попадаются заводы и с большим количеством Л. машин. В станках с рамными (прямыми) пилами (фиг. 7 и 8) надо отличать две существенные части: раму с пилами (числом от 1 до 24) и прочими принадлежностями и аппараты для надвигания дерева.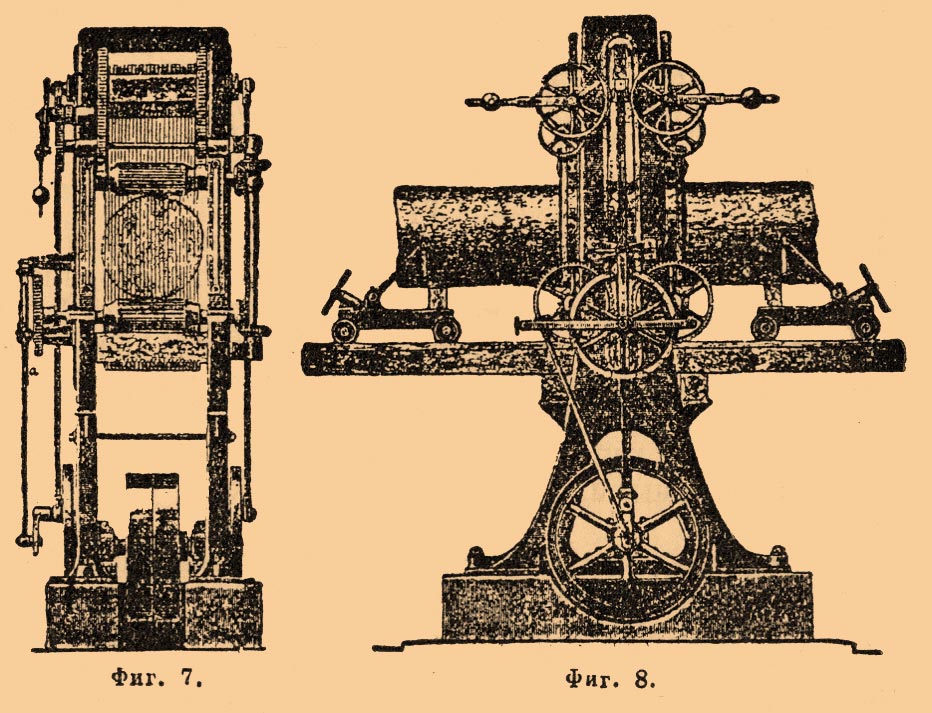 Фиг. 7. Фиг. 8.В лучших машинах продольные части рамы (т. е. идущие параллельно пилам) сделаны (для легкости и уменьшения через это инерции) из железных или стальных трубок, а поперечные бруски из стального листа, которому придают поперечное сечение, наилучше сопротивляющееся изгибающим усилиям. Шатуны делаются стальные или железные трубчатые; цапфы для них делаются в верхней или нижней поперечине рамы (в верхней лучше, так как при этом станины получают меньшие размеры); никогда не следует прикреплять их к продольным стержням рамы, ибо при таком прикреплении стержни эти будут подвержены довольно значительным изгибающим силам, из-за которых придется увеличить размеры этих частей, что повлечет за собой напрасное увеличение веса рамы. Для уменьшения вредных сотрясений (при большем числе оборотов) главный рабочий вал стараются помещать возможно ближе к полу, так чтобы движение свое рама получала снизу; для той же цели на валу помещают противовесы, уравновешивающие раму и шатуны. При тщательной и рациональной конструкции всех частей имеется возможность давать раме от 190 (для крупных машин) до 250 двойных ходов в минуту. Пилы в раме для ослабления их дрожания должны быть натянуты с большой силой, что достигается при помощи клиньев или болтов; обыкновенно натяжение в них доходит до 20 кг на 1 кв. м; это напряжение должно быть равномерно распределено по всему поперечному сечению пилы, и потому они укрепляются в раме при посредстве шарнирного соединения. Пилы при работе тупятся, и их приходится снимать с рамы и заменять другими; замену эту при правильном ходе работы производят через каждые шесть часов, что отнимает много времени. Если рама работает с 20 пилами, то время, необходимое для снимания иступленных пил и прикрепления новых, доходит до одного часа. Поэтому удобно применять Л. машины с шатунами, прикрепляемыми не к самой раме, а к особым железным брускам, которые болтами соединяются с рамой. Это приспособление дает возможность снять соединительные болты, сразу вынуть всю раму и заменить другой, запасной, с заранее наточенными пилами, на что требуется очень мало времени. Так как Л. станки употребляются почти исключительно для продольной распиловки дерева, то зубцам пил приходится придавать форму, которая позволяет им разрезывать дерево только при движении в одну сторону, а именно вниз. Это обстоятельство имеет значение при устройстве аппарата для надвигания бревна к пилам. На величину надвигания имеют влияние самые разнообразные условия; она изменяется в зависимости от устройства станка, от формы и размеров зубцов, от свойств распиливаемого дерева и, наконец, от требования большей или меньшей гладкости опиливаемых плоскостей. Но при одних и тех же данных условиях отношение скорости надвига к скорости самой пилы должно быть при правильном действии станка величиной постоянной. А так как рама приводится в действие от кривошипов, сидящих на главном валу, и последний вращается обыкновенно довольно равномерно, то движение рамы бывает неравномерное в зависимости от угла, под которым стоят в рассматриваемое мгновение кривошипы к какой-либо определенной линии, проходящей через центр вала; поэтому чтобы достигнуть постоянной пропорциональности между скоростью надвигания дерева и скоростью нисходящего движения пил, надлежит означенное надвигание дерева производить неравномерно, не от вала машины, а от самой рамы. Для достижения этого давали в прежнее время пилам определенный наклон к направлению их движения, и дерево надвигалось во время холостого восходящего движения рамы, так что пилы, опускаясь, действовали на неподвижно стоящее дерево вполне равномерно. Но этот способ страдает тем недостатком, что при нем невозможно изменять во время работы скорость надвигания, в чем представляется очень часто надобность; приходится для этой цели остановить машину и дать пилам другой наклон, что отнимает много времени. Поэтому в новых станках дерево получает движение от рамы в то время, когда она опускается вниз, т. е. работает. При этом пилам дают, однако, весьма малый наклон к вертикальной линии для того, чтобы при поднятии рамы зубцы пил не задевали дна сделанного пропила. При указанном способе имеется полная возможность по произволу менять во всякое время величину надвига в соответствии с изменяющимися обстоятельствами. В станках прежней конструкции питающий аппарат приводился в движение посредством храповых колес с собачками; в настоящее время они повсюду заменяются фрикционными колесами (см. а на фиг. 7 и 8) с фрикционными же собачками, которые поворачивают колеса. При них величина надвигания дерева при одном и том же ходе рамы может в данных пределах изменяться непрерывно, чего нельзя достигнуть при храповом зацеплении, действующем скачками; кроме того, фрикционные колеса дают плавное, без всякого шума движение и вполне заслужили то широкое распространение, которым они пользуются. От вала, на котором сидит фрикционное колесо, получают движение те части станка, которые служат для непосредственного надвигания бревна. Если дерево не очень больших размеров, его кладут на длинную тележку или платформу, которая движется по рельсам. Это приспособление применимо в особенности при горизонтальных поставах, где сбоку рамы натягивается только одна пила. Для средних и крупных машин обыкновенно употребляют два рифленых катка, расположенных с обеих сторон рамы (фиг. 8); они получают свое вращение от фрикционного колеса при посредстве зубчатых колес и, увлекая лежащее на них бревно, надвигают его на пилы. Для того, чтобы между поверхностью катков и нижней плоскостью дерева возбудить трение, достаточное для преодоления сопротивлений, встречающихся при движении дерева, употребляют еще верхние нажимные катки, которые действием грузов придавливаются к верхней поверхности бревна и тем прижимают его к питающим каткам. Если в раме много пил, так что бревно разрезывается сразу на много частей, и если к тому бревно круглой формы и прикасается к катку в немногих точках или если распиливаемое дерево пропитано влажностью, то трение между нижними катками и бревном может быть недостаточно для преодоления встречающихся сопротивлений. В таком случае приходится и верхние нажимные катки превратить в питающие, т. е. сцепить их с фрикционным колесом и этим приводить их в движение одновременно с нижними. Для устранения уклонения дерева в сторону, перпендикулярную к направлению его движения, и поворачивания его около своей оси концы его опираются на тележки, которые движутся по уложенным на полу завода рельсам. К этим тележкам дерево прикрепляется при посредстве шарнирного соединения (фиг. 7), так что концы его могут иметь перемещение по вертикальной линии; это необходимо потому, что катки, сильно прижимая дерево спереди и сзади рамы, производят колебания его концов вследствие неодинаковой толщины бревна по всей его длине. Тележки эти устраиваются нередко с приспособлениями для бокового перемещения концов бревна, в чем часто встречается надобность при распиливании косослойных, свилеватых бревен и для выпиливания изогнутых досок. Надвигание дерева в одну минуту средним числом от 2 до 3 фт., смотря по числу пил в раме и свойству дерева. В большинстве наших Л. заводов каждый стан распиливает в течение 12 час. не менее 100-125 кряжей при средней толщине бревен в 51/2 врш., и ежедневная выработка на заводах Владимирского района бывает на 120-160 р. лесного материала; в Одесском районе хорошая Л. машина дает в 12 час. до 1000 дюйм. Пилам, работающим в рамных станках, дают обыкновенно следующие размеры: шаг зубца 15/8-2 дюйма для мягкого дерева и 11/4-15/8 дюйма для твердого дерева; высота зубцов 7/8-11/4 дюйма для мягкого дерева и 3/4-7/8 дюйма для твердого дерева; толщина пил бывает от 1/16-3/32 дюйма; ширина полотенца от 43/4 до 61/4 дюймов; длина зубчатой части пилы, по меньшей мере равная удвоенной толщине распиливаемого бревна, — от 4 до 51/2 фт.; отношение между ходом пилы и толщиной дерева — 11/4-11/2; для производства фанерок существуют другие данные [См. ст. Фанерочное производство.].Многие машиностроительные заводчики устраивают станки с рамными пилами, которые легко разобрать и опять собрать в каком угодно месте; когда неудобно дерево привозить к заводу, тогда Л. машину собирают на месте валки деревьев. Для более легкого передвижения подобные машины устраивают на колесах; особые костыли, штанги и тормозные подушки позволяют укрепить станок в любом месте в лесу и делают всю систему неподвижной. Для того, чтобы не приходилось перевозить с места на место двигатель, соединяют паровую машину с Л. и пиле сообщают движение непосредственно от штока парового цилиндра (фиг. 9 и 10).
Фиг. 7. Фиг. 8.В лучших машинах продольные части рамы (т. е. идущие параллельно пилам) сделаны (для легкости и уменьшения через это инерции) из железных или стальных трубок, а поперечные бруски из стального листа, которому придают поперечное сечение, наилучше сопротивляющееся изгибающим усилиям. Шатуны делаются стальные или железные трубчатые; цапфы для них делаются в верхней или нижней поперечине рамы (в верхней лучше, так как при этом станины получают меньшие размеры); никогда не следует прикреплять их к продольным стержням рамы, ибо при таком прикреплении стержни эти будут подвержены довольно значительным изгибающим силам, из-за которых придется увеличить размеры этих частей, что повлечет за собой напрасное увеличение веса рамы. Для уменьшения вредных сотрясений (при большем числе оборотов) главный рабочий вал стараются помещать возможно ближе к полу, так чтобы движение свое рама получала снизу; для той же цели на валу помещают противовесы, уравновешивающие раму и шатуны. При тщательной и рациональной конструкции всех частей имеется возможность давать раме от 190 (для крупных машин) до 250 двойных ходов в минуту. Пилы в раме для ослабления их дрожания должны быть натянуты с большой силой, что достигается при помощи клиньев или болтов; обыкновенно натяжение в них доходит до 20 кг на 1 кв. м; это напряжение должно быть равномерно распределено по всему поперечному сечению пилы, и потому они укрепляются в раме при посредстве шарнирного соединения. Пилы при работе тупятся, и их приходится снимать с рамы и заменять другими; замену эту при правильном ходе работы производят через каждые шесть часов, что отнимает много времени. Если рама работает с 20 пилами, то время, необходимое для снимания иступленных пил и прикрепления новых, доходит до одного часа. Поэтому удобно применять Л. машины с шатунами, прикрепляемыми не к самой раме, а к особым железным брускам, которые болтами соединяются с рамой. Это приспособление дает возможность снять соединительные болты, сразу вынуть всю раму и заменить другой, запасной, с заранее наточенными пилами, на что требуется очень мало времени. Так как Л. станки употребляются почти исключительно для продольной распиловки дерева, то зубцам пил приходится придавать форму, которая позволяет им разрезывать дерево только при движении в одну сторону, а именно вниз. Это обстоятельство имеет значение при устройстве аппарата для надвигания бревна к пилам. На величину надвигания имеют влияние самые разнообразные условия; она изменяется в зависимости от устройства станка, от формы и размеров зубцов, от свойств распиливаемого дерева и, наконец, от требования большей или меньшей гладкости опиливаемых плоскостей. Но при одних и тех же данных условиях отношение скорости надвига к скорости самой пилы должно быть при правильном действии станка величиной постоянной. А так как рама приводится в действие от кривошипов, сидящих на главном валу, и последний вращается обыкновенно довольно равномерно, то движение рамы бывает неравномерное в зависимости от угла, под которым стоят в рассматриваемое мгновение кривошипы к какой-либо определенной линии, проходящей через центр вала; поэтому чтобы достигнуть постоянной пропорциональности между скоростью надвигания дерева и скоростью нисходящего движения пил, надлежит означенное надвигание дерева производить неравномерно, не от вала машины, а от самой рамы. Для достижения этого давали в прежнее время пилам определенный наклон к направлению их движения, и дерево надвигалось во время холостого восходящего движения рамы, так что пилы, опускаясь, действовали на неподвижно стоящее дерево вполне равномерно. Но этот способ страдает тем недостатком, что при нем невозможно изменять во время работы скорость надвигания, в чем представляется очень часто надобность; приходится для этой цели остановить машину и дать пилам другой наклон, что отнимает много времени. Поэтому в новых станках дерево получает движение от рамы в то время, когда она опускается вниз, т. е. работает. При этом пилам дают, однако, весьма малый наклон к вертикальной линии для того, чтобы при поднятии рамы зубцы пил не задевали дна сделанного пропила. При указанном способе имеется полная возможность по произволу менять во всякое время величину надвига в соответствии с изменяющимися обстоятельствами. В станках прежней конструкции питающий аппарат приводился в движение посредством храповых колес с собачками; в настоящее время они повсюду заменяются фрикционными колесами (см. а на фиг. 7 и 8) с фрикционными же собачками, которые поворачивают колеса. При них величина надвигания дерева при одном и том же ходе рамы может в данных пределах изменяться непрерывно, чего нельзя достигнуть при храповом зацеплении, действующем скачками; кроме того, фрикционные колеса дают плавное, без всякого шума движение и вполне заслужили то широкое распространение, которым они пользуются. От вала, на котором сидит фрикционное колесо, получают движение те части станка, которые служат для непосредственного надвигания бревна. Если дерево не очень больших размеров, его кладут на длинную тележку или платформу, которая движется по рельсам. Это приспособление применимо в особенности при горизонтальных поставах, где сбоку рамы натягивается только одна пила. Для средних и крупных машин обыкновенно употребляют два рифленых катка, расположенных с обеих сторон рамы (фиг. 8); они получают свое вращение от фрикционного колеса при посредстве зубчатых колес и, увлекая лежащее на них бревно, надвигают его на пилы. Для того, чтобы между поверхностью катков и нижней плоскостью дерева возбудить трение, достаточное для преодоления сопротивлений, встречающихся при движении дерева, употребляют еще верхние нажимные катки, которые действием грузов придавливаются к верхней поверхности бревна и тем прижимают его к питающим каткам. Если в раме много пил, так что бревно разрезывается сразу на много частей, и если к тому бревно круглой формы и прикасается к катку в немногих точках или если распиливаемое дерево пропитано влажностью, то трение между нижними катками и бревном может быть недостаточно для преодоления встречающихся сопротивлений. В таком случае приходится и верхние нажимные катки превратить в питающие, т. е. сцепить их с фрикционным колесом и этим приводить их в движение одновременно с нижними. Для устранения уклонения дерева в сторону, перпендикулярную к направлению его движения, и поворачивания его около своей оси концы его опираются на тележки, которые движутся по уложенным на полу завода рельсам. К этим тележкам дерево прикрепляется при посредстве шарнирного соединения (фиг. 7), так что концы его могут иметь перемещение по вертикальной линии; это необходимо потому, что катки, сильно прижимая дерево спереди и сзади рамы, производят колебания его концов вследствие неодинаковой толщины бревна по всей его длине. Тележки эти устраиваются нередко с приспособлениями для бокового перемещения концов бревна, в чем часто встречается надобность при распиливании косослойных, свилеватых бревен и для выпиливания изогнутых досок. Надвигание дерева в одну минуту средним числом от 2 до 3 фт., смотря по числу пил в раме и свойству дерева. В большинстве наших Л. заводов каждый стан распиливает в течение 12 час. не менее 100-125 кряжей при средней толщине бревен в 51/2 врш., и ежедневная выработка на заводах Владимирского района бывает на 120-160 р. лесного материала; в Одесском районе хорошая Л. машина дает в 12 час. до 1000 дюйм. Пилам, работающим в рамных станках, дают обыкновенно следующие размеры: шаг зубца 15/8-2 дюйма для мягкого дерева и 11/4-15/8 дюйма для твердого дерева; высота зубцов 7/8-11/4 дюйма для мягкого дерева и 3/4-7/8 дюйма для твердого дерева; толщина пил бывает от 1/16-3/32 дюйма; ширина полотенца от 43/4 до 61/4 дюймов; длина зубчатой части пилы, по меньшей мере равная удвоенной толщине распиливаемого бревна, — от 4 до 51/2 фт.; отношение между ходом пилы и толщиной дерева — 11/4-11/2; для производства фанерок существуют другие данные [См. ст. Фанерочное производство.].Многие машиностроительные заводчики устраивают станки с рамными пилами, которые легко разобрать и опять собрать в каком угодно месте; когда неудобно дерево привозить к заводу, тогда Л. машину собирают на месте валки деревьев. Для более легкого передвижения подобные машины устраивают на колесах; особые костыли, штанги и тормозные подушки позволяют укрепить станок в любом месте в лесу и делают всю систему неподвижной. Для того, чтобы не приходилось перевозить с места на место двигатель, соединяют паровую машину с Л. и пиле сообщают движение непосредственно от штока парового цилиндра (фиг. 9 и 10).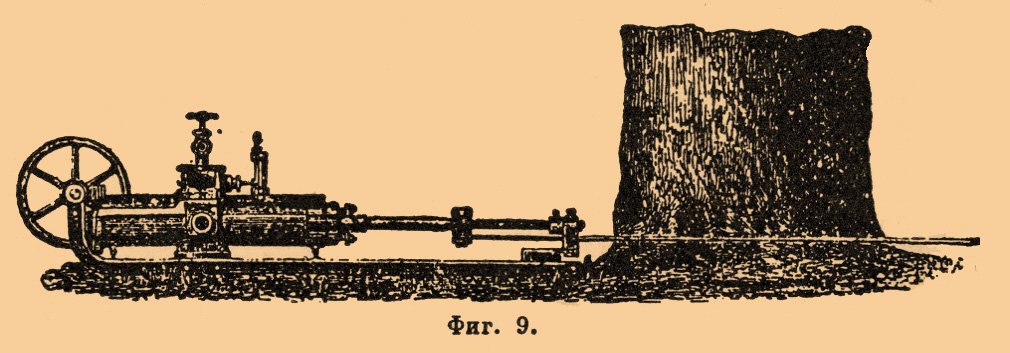 Фиг. 9.
Фиг. 9.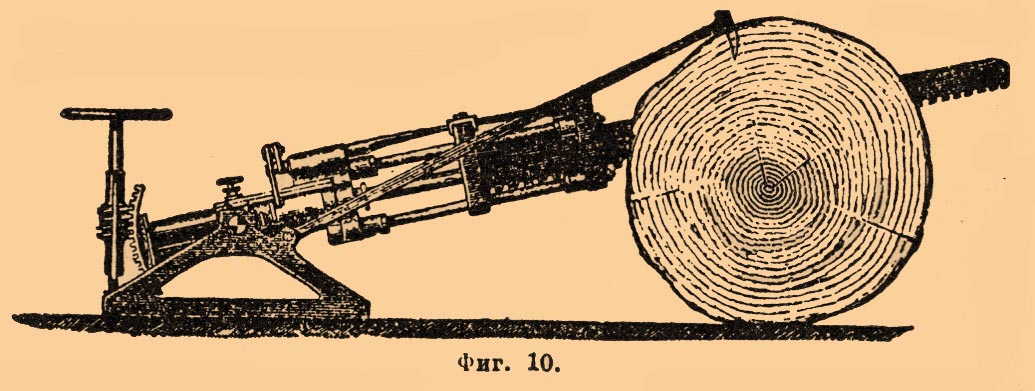 Фиг. 10.Паровой цилиндр снабжается двумя цапфами, помощью которых он может вращаться в горизонтальной плоскости в подшипниках, сделанных в общей станине станка; поворачивая особую рукоятку винта, сцепленного с зубчатым сегментом, составляющим одно целое с паровым цилиндром, поворачивают этот последний и этим надвигают пилу на дерево. Большие машины подобного сорта с удобством могут служить для валки самых крупных деревьев и расходуют 6 лошадиных сил; такая машина может в час свалить 8 и более деревьев, что представляет большую экономию во времени; кроме того, машины эти выгодны еще в том отношении, что они пилят ствол у самой поверхности земли (фиг. 9), так что сохраняется часть древесного материала, пропадающего при обыкновенной валке. С некоторыми изменениями подобные машины могут быть употреблены для поперечной распиловки лежащих деревьев; для этого стоит только дать возможность паровому цилиндру поворачиваться не в горизонтальной, а в вертикальной плоскости. Ввиду неудобств, сопряженных с перевозкой парового котла, и трудности устройства длинных паропроводов устраивают в настоящее время переносные Л. машины для валки деревьев с электрическим двигателем. В каком-либо месте лесной чащи устраивают гидравлический или паровой двигатель, посредством которого приводится в движение динамо-машина; а ток от этой последней помощью длинных проводов, укладка и перестановка которых не сопряжены с какими-либо затруднениями, может быть передан в небольшие электромоторы, соединенные с Л. машинами; подобный Л. станок легко можно подвезти к любому дереву в лесу, соединить провода и работать. При разработке обширных лесных угодий указанный способ валки деревьев может принести большую пользу. Имеются попытки применять электричество для непосредственного распиливания дерева. Гюнтер взял патент на станки с рамой, у которой вместо пил натянуты тонкие платиновые проволоки; через эти последние пускают ток от динамо-машины или от сильных батарей, и в раскаленном состоянии они легко разрезывают бревно на требуемое число досок; опытных данных о практической пригодности упомянутого изобретения еще пока не имеется.После рамных пил наиболее важными и распространенными являются станки с круглыми пилами, которые употребляются для продольной, поперечной и наклонной распиловки дерева, для обрезки кромок у досок и брусьев, для изготовления решетин и т. д. Причина их распространенности заключается в крайней простоте и компактности их устройства, что соединяется с их значительной производительностью, относительно которой станки эти могут смело конкурировать с рамными пилами даже о многих пластинах. Последнее есть следствие большой скорости вращения круглой пилы, возможной при непрерывном круговом движении. Что выигрывается в рамных Л. станках числом пил, то же самое с большей простотой достигается при круглых пилах увеличением скорости их вращения. С другой стороны, круглые пилы имеют и свои недостатки: с увеличением толщины разрезываемого дерева приходится применять и пилы большего диаметра, так как толщина дерева не может быть больше 0,4 диаметра пилы; с увеличением же диаметра приходится для прочности и для избежания сотрясений увеличивать и их толщину, которая бывает значительно больше, чем в прямых пилах, а это последнее причиняет большую потерю дерева в опилках и вызывает большой расход движущей силы; кроме того, приготовление и закалка круглых пил крупного размера весьма затруднительны и требуют особого искусства. Пилы эти бывают разных размеров, от 8 дюймов до 7 и даже 8 футов; толщина их делается от 1/200 до 1/300 их диаметра или по формуле Фишера S=0,1√D, где S — толщина пилы, a D — ее диаметр. При обыкновенном употреблении этих пил и при малом их диаметре они помещаются на простой деревянной станине, которая должна быть прочно устроена; при этих условиях малые сотрясения, происходящие при работе пилы, не оказывают заметного влияния на правильность поверхности пропила, так что легкая и дешевая станина из дерева представляет достаточную устойчивость. Многие фирмы приготовляют для таких простых машин только шпинделя с подушками и шкивом; деревянную станину приделывают уже в той мастерской, где пила должна работать; на фиг. 11 и 12 изображены эти части, которые изготовляются разных величин и иногда с некоторыми изменениями в самой форме; на фиг. 11 приводный шкив помещается на одном конце шпинделя, на другом конце которого имеется шайба для закрепления круглой пилы, на фиг. 12 шкив помещается между обеими подушками.
Фиг. 10.Паровой цилиндр снабжается двумя цапфами, помощью которых он может вращаться в горизонтальной плоскости в подшипниках, сделанных в общей станине станка; поворачивая особую рукоятку винта, сцепленного с зубчатым сегментом, составляющим одно целое с паровым цилиндром, поворачивают этот последний и этим надвигают пилу на дерево. Большие машины подобного сорта с удобством могут служить для валки самых крупных деревьев и расходуют 6 лошадиных сил; такая машина может в час свалить 8 и более деревьев, что представляет большую экономию во времени; кроме того, машины эти выгодны еще в том отношении, что они пилят ствол у самой поверхности земли (фиг. 9), так что сохраняется часть древесного материала, пропадающего при обыкновенной валке. С некоторыми изменениями подобные машины могут быть употреблены для поперечной распиловки лежащих деревьев; для этого стоит только дать возможность паровому цилиндру поворачиваться не в горизонтальной, а в вертикальной плоскости. Ввиду неудобств, сопряженных с перевозкой парового котла, и трудности устройства длинных паропроводов устраивают в настоящее время переносные Л. машины для валки деревьев с электрическим двигателем. В каком-либо месте лесной чащи устраивают гидравлический или паровой двигатель, посредством которого приводится в движение динамо-машина; а ток от этой последней помощью длинных проводов, укладка и перестановка которых не сопряжены с какими-либо затруднениями, может быть передан в небольшие электромоторы, соединенные с Л. машинами; подобный Л. станок легко можно подвезти к любому дереву в лесу, соединить провода и работать. При разработке обширных лесных угодий указанный способ валки деревьев может принести большую пользу. Имеются попытки применять электричество для непосредственного распиливания дерева. Гюнтер взял патент на станки с рамой, у которой вместо пил натянуты тонкие платиновые проволоки; через эти последние пускают ток от динамо-машины или от сильных батарей, и в раскаленном состоянии они легко разрезывают бревно на требуемое число досок; опытных данных о практической пригодности упомянутого изобретения еще пока не имеется.После рамных пил наиболее важными и распространенными являются станки с круглыми пилами, которые употребляются для продольной, поперечной и наклонной распиловки дерева, для обрезки кромок у досок и брусьев, для изготовления решетин и т. д. Причина их распространенности заключается в крайней простоте и компактности их устройства, что соединяется с их значительной производительностью, относительно которой станки эти могут смело конкурировать с рамными пилами даже о многих пластинах. Последнее есть следствие большой скорости вращения круглой пилы, возможной при непрерывном круговом движении. Что выигрывается в рамных Л. станках числом пил, то же самое с большей простотой достигается при круглых пилах увеличением скорости их вращения. С другой стороны, круглые пилы имеют и свои недостатки: с увеличением толщины разрезываемого дерева приходится применять и пилы большего диаметра, так как толщина дерева не может быть больше 0,4 диаметра пилы; с увеличением же диаметра приходится для прочности и для избежания сотрясений увеличивать и их толщину, которая бывает значительно больше, чем в прямых пилах, а это последнее причиняет большую потерю дерева в опилках и вызывает большой расход движущей силы; кроме того, приготовление и закалка круглых пил крупного размера весьма затруднительны и требуют особого искусства. Пилы эти бывают разных размеров, от 8 дюймов до 7 и даже 8 футов; толщина их делается от 1/200 до 1/300 их диаметра или по формуле Фишера S=0,1√D, где S — толщина пилы, a D — ее диаметр. При обыкновенном употреблении этих пил и при малом их диаметре они помещаются на простой деревянной станине, которая должна быть прочно устроена; при этих условиях малые сотрясения, происходящие при работе пилы, не оказывают заметного влияния на правильность поверхности пропила, так что легкая и дешевая станина из дерева представляет достаточную устойчивость. Многие фирмы приготовляют для таких простых машин только шпинделя с подушками и шкивом; деревянную станину приделывают уже в той мастерской, где пила должна работать; на фиг. 11 и 12 изображены эти части, которые изготовляются разных величин и иногда с некоторыми изменениями в самой форме; на фиг. 11 приводный шкив помещается на одном конце шпинделя, на другом конце которого имеется шайба для закрепления круглой пилы, на фиг. 12 шкив помещается между обеими подушками.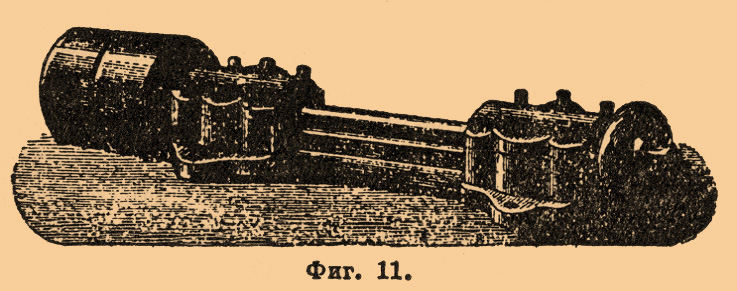 Фиг. 11.
Фиг. 11.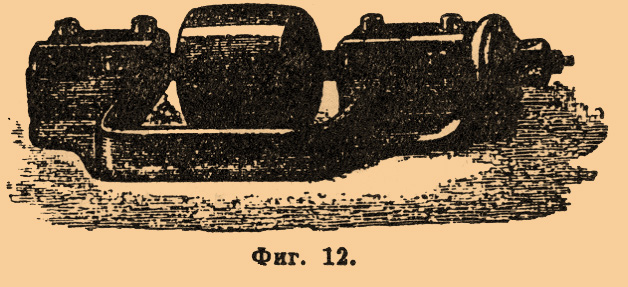 Фиг. 12.Шпиндель делается из литой стали, вкладыши из бронзы, а шкив и вся остальная часть, отлитая в одно целое, из чугуна; масло приводится к шейкам вала при помощи фитиля. На Л. заводах более простого устройства подобные станки устраиваются с длинными деревянными столами для обрезки кромок у досок, причем для облегчения движения этих последних столы снабжаются деревянными каточками. Лучшее устройство изображено на фиг. 13: по деревянному столу передвигается легкая деревянная платформа на колесиках; дерево кладется на платформу и надвигается вместе с нею на пилу; с другой стороны пилы имеется направляющая линейка, которая может передвигаться ближе и дальше от пилы, что дает возможность отрезывать от досок и брусьев планки определенной ширины.
Фиг. 12.Шпиндель делается из литой стали, вкладыши из бронзы, а шкив и вся остальная часть, отлитая в одно целое, из чугуна; масло приводится к шейкам вала при помощи фитиля. На Л. заводах более простого устройства подобные станки устраиваются с длинными деревянными столами для обрезки кромок у досок, причем для облегчения движения этих последних столы снабжаются деревянными каточками. Лучшее устройство изображено на фиг. 13: по деревянному столу передвигается легкая деревянная платформа на колесиках; дерево кладется на платформу и надвигается вместе с нею на пилу; с другой стороны пилы имеется направляющая линейка, которая может передвигаться ближе и дальше от пилы, что дает возможность отрезывать от досок и брусьев планки определенной ширины.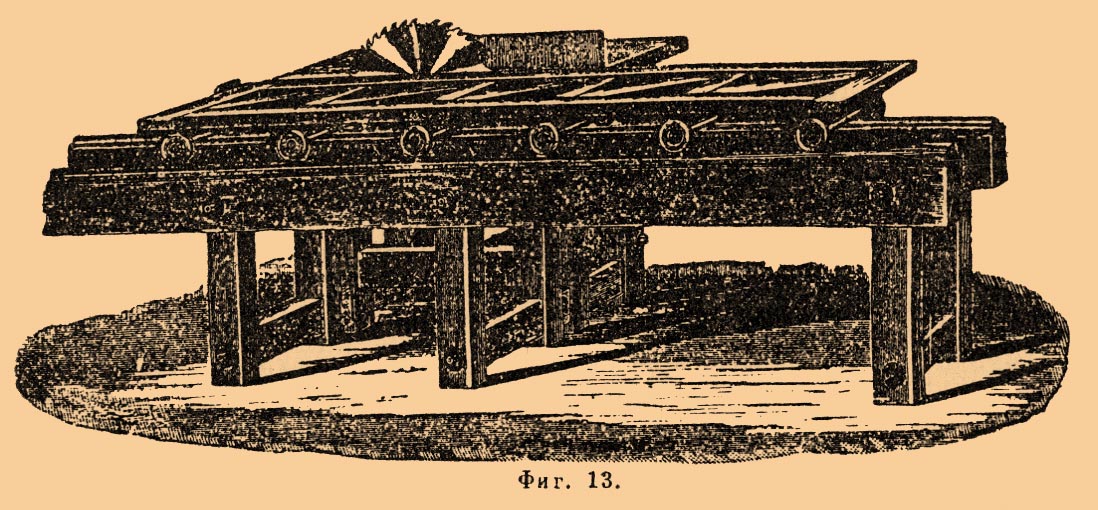 Фиг. 13.По выходе досок из Л. машины они поступают на круглые пилы, где они обрезываются с одной стороны; затем доски сортируются по ширине и обрезываются с другой; при этом остаются обрезки, которые опять поступают на станки с круглыми пилами для выпиливания из них решетин требуемых размеров. Некоторые заводчики стараются соединить все эти действия в одном станке, для чего на вал, горизонтально расположенный под столом станка, насаживается несколько круглых пил, которые могут быть переставляемы по валу на различных расстояниях друг от друга в зависимости от ширины досок и решетин, и, таким образом, доска на подобном станке не только обрезывается с обеих сторон, но одновременно с этим выпиливаются решетины определенных размеров.В последнее время стали употреблять машины с круглыми пилами для распиливания бревен на доски вместо рамных пил; в Америке такие станки распространены в громадном количестве и успели почти совсем уже вытеснить рамные Л. машины. Удобное их устройство, дешевое содержание, то обстоятельство, что круглые пилы, пущенные раз в ход, не требуют искусного мастерового, малая первоначальная затрата сравнительно с количеством работы, доставляемым ими (500-2500 кв. м площади пропила в день), представляют условия, которые делают весьма выгодным применение их для распиливания бревен, несмотря даже на то, что при них излишне много материала превращается в опилки, чем уменьшается количество досок, получаемых из бревна определенного размера. На Кавказе можно встретить лесопильные заводы, снабженные подобными машинами вместо станков с рамными пилами. В лучших станках известного американского завода Fay стол сделан цельным и массивным; к нему прикрепляются особые патентованные самосмазывающиеся подшипники для шпинделя, сделанного из самой лучшей стали и имеющего прочные размеры; накладыванием довольно большой шайбы на сторону пилы, прилегающую к подшипнику, достигается возможность употребления круглых пил меньшей толщины, чем обыкновенно; пилы употребляются для этих станков известного завода Дистона. У больших машин диаметр пилы 915 мм и число оборотов = 1000 в минуту, так что скорость на окружности = 47,9 м в секунду; надвиг в этих пилах бывает от 24 до 27 м в минуту, так что даже при надвиге в 27 м отношение надвига к скорости = 1:100, что вполне можно допустить. При указанном диаметре пилы можно разрезывать бревна толщиной в 355 мм. В этих же машинах можно закрепить пилы диаметр. в 1000 мм, и высота распиливаемого дерева может дойти до 400 мм. Бревна приводятся в движение четырьмя вертикально поставленными вальками, получающими свое движение от главной оси станка посредством ремней и зубчатых колес; суппорт, на котором помещаются вальки, может принять наклонное положение и тем дает возможность вырезывать клиновидные части дерева. Устраивают станки с круглыми пилами и больших размеров; в этом случае приходится уменьшать соответственно число их оборотов, с тем чтобы скорость на окружности имела приблизительно ту же величину (см. выше); так, при диаметре пил в 1400-1500 мм им придают от 600 до 650 оборотов в минуту; подобные пилы имеют обыкновенно 40-50 зубцов. Для распиливания бревен значительной толщины удобнее применять станки, снабженные вместо одной пилы большого диаметра двумя пилами меньшего диаметра, поставленными друг над другом в одной плоскости так, что нижняя часть бревна распиливается нижней пилой и одновременно с этим верхняя пила (она делается меньшего диаметра и, соответственно, с большим числом оборотов) разрезывает верхнюю часть бревна; этим путем имеется возможность распиливать толстые бревна круглыми пилами меньшей толщины, но при этом сложность всей машины увеличивается. В последнее время для круглых пил стали употреблять вставные зубья, с целью, чтобы в случае поломки одного зуба не менять всю пилу и чтобы иметь возможность приготовлять зубья из стали лучшего качества, чем весь диск пилы. Кроме того, так как по мере отточки зубцов, составляющих одно целое с диском пилы, уменьшается ее диаметр и, значит, ее производительность, то и ввиду сохранения постоянной величины этого диаметра устройство пил со вставными зубцами, которые по изнашивании можно заменять новыми, не меняя всей пилы, оказывается весьма удобным. Наконец, пилы со вставными зубцами представляют еще и ту выгоду, что не приходится останавливать надолго станок для отточки затупившихся зубцов: при вставных зубцах можно в пять или немного более минут заменить одни зубцы другими; обстоятельство это очень важно при круглых пилах, где нельзя, подобно тому как в станках с прямыми пилами, быстро заменять одну пилу другой. На фиг. 14 представлены зубцы хорошей конструкции; z — зубец, вставленный в соответствующее гнездо; задние кромки зубца снабжены пазом, которому соответствуют выступы на кромках гнезд, куда вставляется зубец; b — штифт, удерживающий зубец в определенном положении, а с — отверстие, куда вставляется стерженек (ключ) для более удобного вытаскивания зубца.
Фиг. 13.По выходе досок из Л. машины они поступают на круглые пилы, где они обрезываются с одной стороны; затем доски сортируются по ширине и обрезываются с другой; при этом остаются обрезки, которые опять поступают на станки с круглыми пилами для выпиливания из них решетин требуемых размеров. Некоторые заводчики стараются соединить все эти действия в одном станке, для чего на вал, горизонтально расположенный под столом станка, насаживается несколько круглых пил, которые могут быть переставляемы по валу на различных расстояниях друг от друга в зависимости от ширины досок и решетин, и, таким образом, доска на подобном станке не только обрезывается с обеих сторон, но одновременно с этим выпиливаются решетины определенных размеров.В последнее время стали употреблять машины с круглыми пилами для распиливания бревен на доски вместо рамных пил; в Америке такие станки распространены в громадном количестве и успели почти совсем уже вытеснить рамные Л. машины. Удобное их устройство, дешевое содержание, то обстоятельство, что круглые пилы, пущенные раз в ход, не требуют искусного мастерового, малая первоначальная затрата сравнительно с количеством работы, доставляемым ими (500-2500 кв. м площади пропила в день), представляют условия, которые делают весьма выгодным применение их для распиливания бревен, несмотря даже на то, что при них излишне много материала превращается в опилки, чем уменьшается количество досок, получаемых из бревна определенного размера. На Кавказе можно встретить лесопильные заводы, снабженные подобными машинами вместо станков с рамными пилами. В лучших станках известного американского завода Fay стол сделан цельным и массивным; к нему прикрепляются особые патентованные самосмазывающиеся подшипники для шпинделя, сделанного из самой лучшей стали и имеющего прочные размеры; накладыванием довольно большой шайбы на сторону пилы, прилегающую к подшипнику, достигается возможность употребления круглых пил меньшей толщины, чем обыкновенно; пилы употребляются для этих станков известного завода Дистона. У больших машин диаметр пилы 915 мм и число оборотов = 1000 в минуту, так что скорость на окружности = 47,9 м в секунду; надвиг в этих пилах бывает от 24 до 27 м в минуту, так что даже при надвиге в 27 м отношение надвига к скорости = 1:100, что вполне можно допустить. При указанном диаметре пилы можно разрезывать бревна толщиной в 355 мм. В этих же машинах можно закрепить пилы диаметр. в 1000 мм, и высота распиливаемого дерева может дойти до 400 мм. Бревна приводятся в движение четырьмя вертикально поставленными вальками, получающими свое движение от главной оси станка посредством ремней и зубчатых колес; суппорт, на котором помещаются вальки, может принять наклонное положение и тем дает возможность вырезывать клиновидные части дерева. Устраивают станки с круглыми пилами и больших размеров; в этом случае приходится уменьшать соответственно число их оборотов, с тем чтобы скорость на окружности имела приблизительно ту же величину (см. выше); так, при диаметре пил в 1400-1500 мм им придают от 600 до 650 оборотов в минуту; подобные пилы имеют обыкновенно 40-50 зубцов. Для распиливания бревен значительной толщины удобнее применять станки, снабженные вместо одной пилы большого диаметра двумя пилами меньшего диаметра, поставленными друг над другом в одной плоскости так, что нижняя часть бревна распиливается нижней пилой и одновременно с этим верхняя пила (она делается меньшего диаметра и, соответственно, с большим числом оборотов) разрезывает верхнюю часть бревна; этим путем имеется возможность распиливать толстые бревна круглыми пилами меньшей толщины, но при этом сложность всей машины увеличивается. В последнее время для круглых пил стали употреблять вставные зубья, с целью, чтобы в случае поломки одного зуба не менять всю пилу и чтобы иметь возможность приготовлять зубья из стали лучшего качества, чем весь диск пилы. Кроме того, так как по мере отточки зубцов, составляющих одно целое с диском пилы, уменьшается ее диаметр и, значит, ее производительность, то и ввиду сохранения постоянной величины этого диаметра устройство пил со вставными зубцами, которые по изнашивании можно заменять новыми, не меняя всей пилы, оказывается весьма удобным. Наконец, пилы со вставными зубцами представляют еще и ту выгоду, что не приходится останавливать надолго станок для отточки затупившихся зубцов: при вставных зубцах можно в пять или немного более минут заменить одни зубцы другими; обстоятельство это очень важно при круглых пилах, где нельзя, подобно тому как в станках с прямыми пилами, быстро заменять одну пилу другой. На фиг. 14 представлены зубцы хорошей конструкции; z — зубец, вставленный в соответствующее гнездо; задние кромки зубца снабжены пазом, которому соответствуют выступы на кромках гнезд, куда вставляется зубец; b — штифт, удерживающий зубец в определенном положении, а с — отверстие, куда вставляется стерженек (ключ) для более удобного вытаскивания зубца.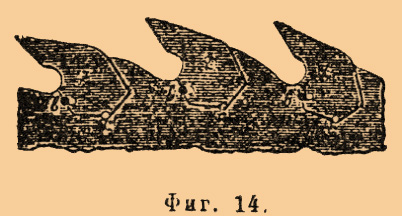 Фиг. 14.Все зубья приготовляются с большой точностью, что крайне важно при замене одного зубца другим; несмотря на это, ценность их невелика вследствие машинного их приготовления. Если станок назначается специально для поперечного распиливания дерева, то ему дают несколько иное устройство, при котором дерево устанавливается на столе станка неподвижно, а круглой пиле дают, кроме вращательного, еще и поступательное движение в сторону распила. Для этого стол снабжается салазками или платформой на колесах, которая может свободно передвигаться по направлению, перпендикулярному к оси пилы; дерево ставится на эти салазки и, будучи наведено на пилу, разрезывается на части определенной длины. Для той же цели употребляются так называемые радиальные пилы, в которых круглая пила помещается на конце длинного рычага; другой конец этого последнего укрепляется внизу на полу мастерской (или даже под полом) или наверху у потолка. На фиг. 15 представлено устройство, при котором точка вращения рычага установлена под полом; другой конец рычага снабжается ручкой, при посредстве которой рабочий наводит имеющуюся на этом конце круглую пилу на неподвижно укрепленное дерево и распиливает его.
Фиг. 14.Все зубья приготовляются с большой точностью, что крайне важно при замене одного зубца другим; несмотря на это, ценность их невелика вследствие машинного их приготовления. Если станок назначается специально для поперечного распиливания дерева, то ему дают несколько иное устройство, при котором дерево устанавливается на столе станка неподвижно, а круглой пиле дают, кроме вращательного, еще и поступательное движение в сторону распила. Для этого стол снабжается салазками или платформой на колесах, которая может свободно передвигаться по направлению, перпендикулярному к оси пилы; дерево ставится на эти салазки и, будучи наведено на пилу, разрезывается на части определенной длины. Для той же цели употребляются так называемые радиальные пилы, в которых круглая пила помещается на конце длинного рычага; другой конец этого последнего укрепляется внизу на полу мастерской (или даже под полом) или наверху у потолка. На фиг. 15 представлено устройство, при котором точка вращения рычага установлена под полом; другой конец рычага снабжается ручкой, при посредстве которой рабочий наводит имеющуюся на этом конце круглую пилу на неподвижно укрепленное дерево и распиливает его.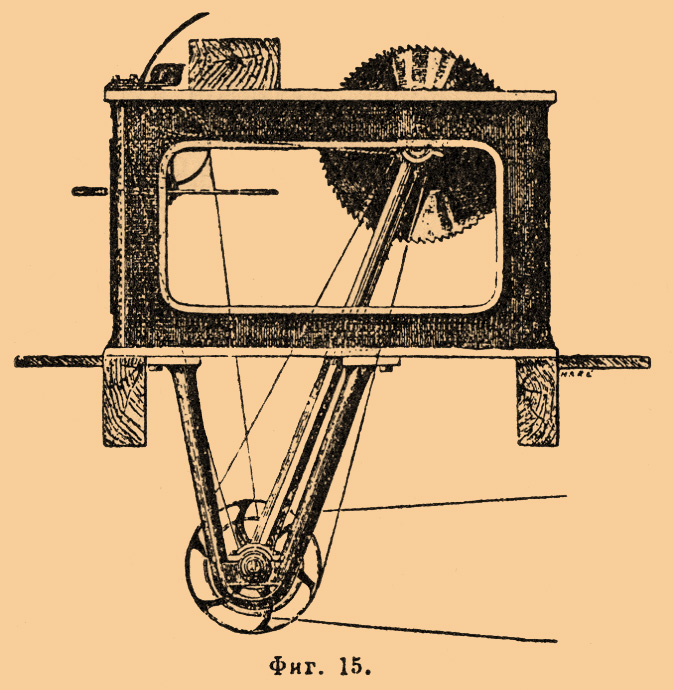 Фиг. 15.Как уже было упомянуто, круглые пилы по своей простоте, удобству работы и дешевизне пользуются такой широкой распространенностью, что трудно представить себе завод, изготовляющий деревянные изделия, без этого полезного станка. Круглые пилы являются одним из наиболее опасных станков для жизни и здоровья рабочих, так как дают громадное количество несчастных случаев. Рабочих с отрезанными пальцами, с поврежденными руками и т. п. то и дело можно встретить на заводах, обрабатывающих дерево; но нередко увечья влекут за собой полную инвалидность и даже смерть. Несчастья на круглых пилах случаются или оттого, что рабочий попадает руками или туловищем на быстро движущиеся зубья, которые его моментально калечат, или оттого, что щепка отрывается пилой от разрезываемого дерева и со значительной скоростью летит на рабочего; или же, наконец, оттого, что при распиливании сырого, косослойного или сучковатого леса пила защемляется в пропиле, или, как говорят, заклинивается, — и тогда задние зубья, поднимающиеся вверх, захватывают дерево и со страшной силой отбрасывают его на рабочего, стоящего впереди пилы. Несчастья последнего рода, кончающиеся обыкновенно смертью или тяжкими увечьями, могут быть устранены применением расклинивающего ножа. Подобные ножи изготовляются из листовой стали или железа и прочно устанавливаются сзади пилы, в плоскости этой последней; толщина их берется равной величине развода зубьев (ширине пропила), а ширина в плоскости стола варьирует от 31/2 до 7 дюймов при диаметре пил от 16 до 24 дюймов; вышина же их над столом делается обыкновенно больше толщины распиливаемого дерева; подобный нож, входя в сделанный пропил, не дает дереву защемить пилу, чем устраняется возможность отбрасывания распиливаемого бруска. Необходимо заботиться, чтобы пила работала постоянно при нормальных условиях, так чтобы разрезываемое дерево не испытывало слишком сильных колебаний. Если на пиле нарезаны зубцы ненадлежащей формы или разведены неодинаково по всей окружности, то дерево будет получать значительное сотрясение, питание будет затруднено и рабочий будет принужден сильно нажимать дерево на пилу для получения сколько-нибудь правильного пропила, а это вредно, так как способствует захватыванию дерева задними зубцами пилы; кроме того, отвлекая внимание рабочего, обстоятельство это уменьшает его осторожность. Для ограждения от несчастий лучшим средством является возможно полное закрывание зубцов во время их движения. Для части пилы, находящейся под столом станка, это не представляет никаких затруднений и потому оно обязательно должно быть сделано при посредстве досок, деревянных или железных ящиков или щитов, которые должны опускаться на 2 дюйма ниже самой большой пилы данного станка; это устраняет возможность калечения людей, занимающихся уборкой опилок и т. п. работами. Гораздо сложнее вопрос о защите рабочих от верхней части пилы, дающей наибольший процент тяжких увечий, так как по самой сущности дела часть эта, как рабочая, не может быть закрываема сплошной доской или неподвижным ящиком. Наиболее простое приспособление, которое употребляется на Л. заводах при продольном разрезывании досок, изображено на фиг. 16; С представляет расклинивающий нож; над пилой устроена железная дуга шириной около 2 дюймов, закрывающая пилу сверху и ограждающая руки рабочих от случайного прикосновения к зубцам; спереди дуга отстоит от стола на расстоянии, несколько большем толщины распиливаемых досок.
Фиг. 15.Как уже было упомянуто, круглые пилы по своей простоте, удобству работы и дешевизне пользуются такой широкой распространенностью, что трудно представить себе завод, изготовляющий деревянные изделия, без этого полезного станка. Круглые пилы являются одним из наиболее опасных станков для жизни и здоровья рабочих, так как дают громадное количество несчастных случаев. Рабочих с отрезанными пальцами, с поврежденными руками и т. п. то и дело можно встретить на заводах, обрабатывающих дерево; но нередко увечья влекут за собой полную инвалидность и даже смерть. Несчастья на круглых пилах случаются или оттого, что рабочий попадает руками или туловищем на быстро движущиеся зубья, которые его моментально калечат, или оттого, что щепка отрывается пилой от разрезываемого дерева и со значительной скоростью летит на рабочего; или же, наконец, оттого, что при распиливании сырого, косослойного или сучковатого леса пила защемляется в пропиле, или, как говорят, заклинивается, — и тогда задние зубья, поднимающиеся вверх, захватывают дерево и со страшной силой отбрасывают его на рабочего, стоящего впереди пилы. Несчастья последнего рода, кончающиеся обыкновенно смертью или тяжкими увечьями, могут быть устранены применением расклинивающего ножа. Подобные ножи изготовляются из листовой стали или железа и прочно устанавливаются сзади пилы, в плоскости этой последней; толщина их берется равной величине развода зубьев (ширине пропила), а ширина в плоскости стола варьирует от 31/2 до 7 дюймов при диаметре пил от 16 до 24 дюймов; вышина же их над столом делается обыкновенно больше толщины распиливаемого дерева; подобный нож, входя в сделанный пропил, не дает дереву защемить пилу, чем устраняется возможность отбрасывания распиливаемого бруска. Необходимо заботиться, чтобы пила работала постоянно при нормальных условиях, так чтобы разрезываемое дерево не испытывало слишком сильных колебаний. Если на пиле нарезаны зубцы ненадлежащей формы или разведены неодинаково по всей окружности, то дерево будет получать значительное сотрясение, питание будет затруднено и рабочий будет принужден сильно нажимать дерево на пилу для получения сколько-нибудь правильного пропила, а это вредно, так как способствует захватыванию дерева задними зубцами пилы; кроме того, отвлекая внимание рабочего, обстоятельство это уменьшает его осторожность. Для ограждения от несчастий лучшим средством является возможно полное закрывание зубцов во время их движения. Для части пилы, находящейся под столом станка, это не представляет никаких затруднений и потому оно обязательно должно быть сделано при посредстве досок, деревянных или железных ящиков или щитов, которые должны опускаться на 2 дюйма ниже самой большой пилы данного станка; это устраняет возможность калечения людей, занимающихся уборкой опилок и т. п. работами. Гораздо сложнее вопрос о защите рабочих от верхней части пилы, дающей наибольший процент тяжких увечий, так как по самой сущности дела часть эта, как рабочая, не может быть закрываема сплошной доской или неподвижным ящиком. Наиболее простое приспособление, которое употребляется на Л. заводах при продольном разрезывании досок, изображено на фиг. 16; С представляет расклинивающий нож; над пилой устроена железная дуга шириной около 2 дюймов, закрывающая пилу сверху и ограждающая руки рабочих от случайного прикосновения к зубцам; спереди дуга отстоит от стола на расстоянии, несколько большем толщины распиливаемых досок.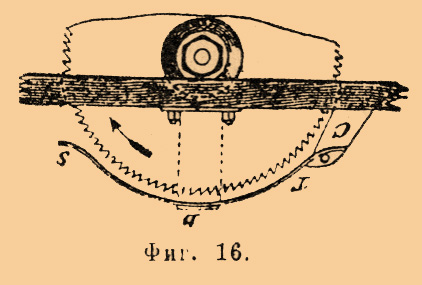 Фиг. 16.Затем имеется целый ряд автоматических чехлов и несложных аппаратов, которые приспособлены к различным случаям применения круглых пил и которые прекрасно решают вопрос об ограждении людей от увечий; практика показала, что рабочие так привыкают к этим аппаратам, что производительность станка от их введения не только не уменьшается, но даже увеличивается, и это потому, что рабочие чувствуют свою безопасность. При надлежащем выборе и устройстве подобные приборы никоим образом не могут мешать работе, причем стоимость их незначительна и быстро окупается теми выгодами, которые они доставляют производству.Станки с ленточными пилами, в сущности, являются самыми совершенными аппаратами для распиливания дерева. Полотенце пилы представляет собой бесконечную стальную ленту с зубцами на одном из ребер, перекинутую через два шкива станка. Несмотря на то, что эти пилы требуют довольно искусного, добросовестно относящегося к делу рабочего, они с каждым годом получают все большее и большее распространение (в Америке), вытесняя мало-помалу рамные пилы. Преимущества их следующие: тонина пил и возможность придавать им любое натяжение; прямолинейное движение рабочей части пилы, достигаемое без альтернативного качательного движения частей станка; громадная скорость, которая иногда равняется даже скорости на окружности круглых пил; не особенно сложная конструкция станка; скорый и легкий отвод опилок и, наконец, возможность придавать опиливаемому предмету какие угодно положения. Один из недостатков этих станков состоит в том, что лента (пила) от попеременного сгибания вокруг шкивов (фиг. 17, шкивы А и А) и распрямления, следующих друг за другом чрезвычайно быстро, становится хрупкой вследствие происходящего изменения в структуре стали, из которой сделана пила.
Фиг. 16.Затем имеется целый ряд автоматических чехлов и несложных аппаратов, которые приспособлены к различным случаям применения круглых пил и которые прекрасно решают вопрос об ограждении людей от увечий; практика показала, что рабочие так привыкают к этим аппаратам, что производительность станка от их введения не только не уменьшается, но даже увеличивается, и это потому, что рабочие чувствуют свою безопасность. При надлежащем выборе и устройстве подобные приборы никоим образом не могут мешать работе, причем стоимость их незначительна и быстро окупается теми выгодами, которые они доставляют производству.Станки с ленточными пилами, в сущности, являются самыми совершенными аппаратами для распиливания дерева. Полотенце пилы представляет собой бесконечную стальную ленту с зубцами на одном из ребер, перекинутую через два шкива станка. Несмотря на то, что эти пилы требуют довольно искусного, добросовестно относящегося к делу рабочего, они с каждым годом получают все большее и большее распространение (в Америке), вытесняя мало-помалу рамные пилы. Преимущества их следующие: тонина пил и возможность придавать им любое натяжение; прямолинейное движение рабочей части пилы, достигаемое без альтернативного качательного движения частей станка; громадная скорость, которая иногда равняется даже скорости на окружности круглых пил; не особенно сложная конструкция станка; скорый и легкий отвод опилок и, наконец, возможность придавать опиливаемому предмету какие угодно положения. Один из недостатков этих станков состоит в том, что лента (пила) от попеременного сгибания вокруг шкивов (фиг. 17, шкивы А и А) и распрямления, следующих друг за другом чрезвычайно быстро, становится хрупкой вследствие происходящего изменения в структуре стали, из которой сделана пила.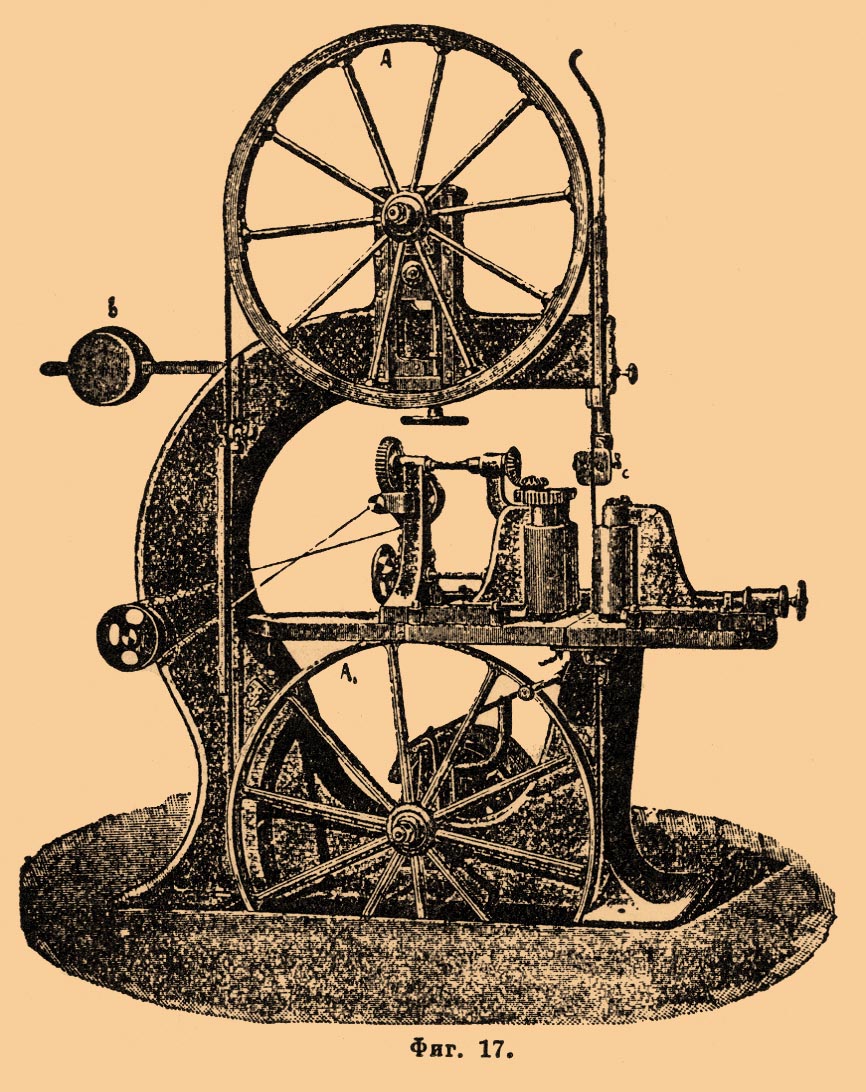 Фиг. 17.Обусловливающие это изменение значительные натяжения, развивающиеся на сгибах, тем больше, чем круче перегиб ленты, т. е. чем меньше радиус шкивов и чем толще сама лента. Приходится увеличивать диаметр шкивов и уменьшать толщину ленты, кроме того, и уменьшать число оборотов шкивов; но для того, чтобы с уменьшением числа оборотов шкивов не уменьшалась скорость движения пилы и, следовательно, производительность станка, необходимо, опять-таки, заботиться об увеличении диаметра шкивов. Итак, увеличение диаметра шкивов и утонение самой ленты служат средствами для предохранения ее от разрыва даже при распиливании крупных кусков дерева; а так как наибольшая работа, которую станок должен развивать, находится в прямой зависимости от натяжения пилы, то для того, чтобы лента могла при уменьшении ее толщины выдержать надлежащее натяжение, она должна быть шириной до 4 и даже до 10 дюймов в крупных машинах, назначаемых для распиливания толстых бревен. Что касается размеров шкивов, то диаметр их в указанных машинах ныне доходит до 5 и даже до 7 фт. Шкивы больших размеров имеют, однако, свои недостатки, не говоря уже о большой их стоимости — они вследствие своего значительного веса приобретают при своем движении большую силу инерции. Вследствие этого при остановке нижнего шкива верхний продолжает еще двигаться и тем производит неравномерное натяжение ленты: передняя часть ее, ближайшая к рабочему, ослабевает, а задняя натягивается сильнее и при очень большом весе шкива может разорваться. Поэтому стараются делать шкивы по возможности легче; спицы их делаются в настоящее время из железа, а если они сделаны из чугуна, то им дается поперечное сечение, наиболее соответствующее требованиям прочности и легкости; обод делается из стали или из гнутого дерева, часто обтягивается кожаным, каучуковым или пробковым поясом для лучшего сохранения ленты и ее зубцов. Для устранения неудобств, проистекающих от силы инерции, кроме уменьшения веса шкивов предлагаются еще и другие средства. В станках Брейера передача движения и верхнему, и нижнему шкивам производится одновременно от передаточной оси станка, так что остановка движения обоих шкивов происходит в одно и то же время. Шмальц оба шкива снабжает тормозами, соединенными с переводным рычагом, так что при остановке станка шкивы останавливаются одновременно. Чтобы иметь возможность производить надлежащее натяжение пилы, необходимое для правильной работы, вал верхнего шкива помещается в подвижной кулисе, которая может опускаться и подниматься при помощи винта с маховичком а (фиг. 17). Во время действия пила нагревается и удлиняется, вследствие чего она ослабевает, что вредно отзывается на работе станка. Поэтому рабочему приходится во время работы постоянно изменять положение верхнего шкива, а во время остановки дать ему начальное положение; это требует со стороны рабочего большой внимательности и искусства, без которых пила легко может разорваться. Ввиду этого почти все заводчики (за исключением французских) снабжают в настоящее время свои станки, кроме винтов для первоначальной установки шкивов, еще особыми пружинами или грузами для регулирования натяжения пилы во время ее работы. Пружины делаются или обыкновенные спиральные, или в виде вагонных рессор, которые прикрепляются к станине своими концами или серединой. Устраиваемые для той же цели противовесы (b фиг. 17) действуют гораздо равномернее и постояннее. Другой недостаток ленточных пил представляет дрожание лент при работе станка, происходящее вследствие тонины полотенца пилы (она бывает от 1/32 до 1/15 дюйма). Для устранения отклонения пилы от ее прямолинейного движения устраивают направляющие с обеих широких сторон ленты, при выходе и при входе пилы в дерево. Направляющие эти состоят из двух кусков твердого дерева или стали, расстояние между которыми регулируется особыми винтами, придвигающими эти куски по мере надобности, отклонения же пилы в перпендикулярном направлении, происходящие от надвигания распиливаемого дерева, старались прежде уничтожить тем, что шкивы были снабжены ребордами, на которые и опиралась задняя узкая кромка ленты. Но так как расстояние между точками опоры пилы о реборды, зависящее от расстояния между шкивами, должно по необходимости быть довольно велико, то и стрелка прогиба пилы в сторону движения дерева бывает слишком велика; поэтому стали в последнее время устраивать шкивы без реборд, а для удержания пилы на ободе заднюю кромку ленты опирают в особые направляющие вблизи разрезываемого дерева; обыкновенно задние направляющие соединяют в одно целое с боковыми, причем первые делаются или в виде стальной пластинки, или стального закаленного ролика, или другого более или менее остроумного приспособления (в форме гиперболоида вращения и т. п.). Стол станка, на который кладется распиливаемое дерево, устраивается в небольших машинах таким образом, что он может принимать разные, наклонные к горизонту, положения и тем дает возможность производить косые пропилы в дереве; в крупных же машинах, предназначенных для продольного распиливания брусьев на доски, стол снабжается механизмом для автоматического надвигания дерева. Механизм этот обыкновенно состоит из 4 вертикально поставленных рифленых валиков, которые приводятся в движение от главной оси машины при посредстве ступенчатых шкивов, так что имеется возможность изменять скорость вращения означенных валиков, значит, и скорость надвига дерева; отношение между скоростью движения самой ленты, которая бывает от 35 до 70 и даже до 80 фт. в секунду, и скоростью надвигания дерева изменяется в широких пределах, от 200 до 900, в зависимости от размеров и свойств распиливаемого дерева. Вследствие тонины полотенца пилы мало древесного материала превращается в опилки, так что указанные Л. машины приобретают особое значение при распиливании дерева более ценных пород. Для обыкновенных столярных работ употребляют станки малого размера, пилы в них имеют ширину 1/2-11/2 дюйма. при скорости 25-30 фт. в сек. и с ручным надвиганием дерева. При правильно построенном станке и при надлежащем уходе лента держится долго и имеется возможность работать без ее разрыва до двух недель и даже много больше; при менее благоприятных условиях лента рвется чаще, и ее приходится постоянно спаивать, что представляет трудную операцию, требующую большого навыка. Обыкновенно при каждом станке имеется несколько запасных ленточных пил, вполне подготовленных, и при разрыве ленты она немедленно заменяется запасной, разорванная же передается мастеру, специально занимающемуся спайкой пил. Спай должен быть не толще самой пилы и представлять прочность не менее цельного места; длина перекрыши делается в 11/2 раза больше ширины ленты, или она соответствует длине 4-5 зубцов; самый прочный припай изготовляется из серебра, но по дороговизне он употребляется редко и применяются исключительно медные припаи. Спаиваемые концы ленты предварительно отжигаются и оттягиваются (утоняются) ударами молотка. Затем лента зажимается в особом простом станке, в спае кладется немного припая с просыпкой бурой, и затем зажимают его в клещах с нагретой докрасна головкой; припай при этом скоро плавится; опытный слесарь в 1 час времени легко может спаять пилу в 4-6 местах; по окончании спаивания охлаждение спая должно происходить медленно, что достигается прикладыванием нагретых докрасна клещей; без этой предосторожности вследствие быстрого охлаждения пила становится слишком твердой в местах спая и чаще подвергается разрыву. Самые лучшие ленточные пилы делаются во Франции, на заводе Перена и Панара (Perin, Panhard et С.).Кроме рассмотренных машин, являющихся основными в Л. производстве, на Л. заводах имеется целый ряд вспомогательных механизмов и аппаратов. Прежде всего необходимо остановиться на приборах, служащих для нарезки, отточки и разводки зубьев. Для нарезки зубьев употребляется штампы различных конструкций: рычажные, винтовые и др. На фиг. 18 представлен винтовой штамп, который может быть удобно применяем как для прямых, так и для круглых пил; для последних имеется особая выдвижная штанга, соединенная с цапфой а, на которую надевается круглая пила своим центральным отверстием; штанга укрепляется неподвижно винтом, после чего пускают в ход штамп, поворачивая каждый раз пилу на длину одного зубца; при таком устройстве все зубцы получаются на одинаковом расстоянии от центра пилы.
Фиг. 17.Обусловливающие это изменение значительные натяжения, развивающиеся на сгибах, тем больше, чем круче перегиб ленты, т. е. чем меньше радиус шкивов и чем толще сама лента. Приходится увеличивать диаметр шкивов и уменьшать толщину ленты, кроме того, и уменьшать число оборотов шкивов; но для того, чтобы с уменьшением числа оборотов шкивов не уменьшалась скорость движения пилы и, следовательно, производительность станка, необходимо, опять-таки, заботиться об увеличении диаметра шкивов. Итак, увеличение диаметра шкивов и утонение самой ленты служат средствами для предохранения ее от разрыва даже при распиливании крупных кусков дерева; а так как наибольшая работа, которую станок должен развивать, находится в прямой зависимости от натяжения пилы, то для того, чтобы лента могла при уменьшении ее толщины выдержать надлежащее натяжение, она должна быть шириной до 4 и даже до 10 дюймов в крупных машинах, назначаемых для распиливания толстых бревен. Что касается размеров шкивов, то диаметр их в указанных машинах ныне доходит до 5 и даже до 7 фт. Шкивы больших размеров имеют, однако, свои недостатки, не говоря уже о большой их стоимости — они вследствие своего значительного веса приобретают при своем движении большую силу инерции. Вследствие этого при остановке нижнего шкива верхний продолжает еще двигаться и тем производит неравномерное натяжение ленты: передняя часть ее, ближайшая к рабочему, ослабевает, а задняя натягивается сильнее и при очень большом весе шкива может разорваться. Поэтому стараются делать шкивы по возможности легче; спицы их делаются в настоящее время из железа, а если они сделаны из чугуна, то им дается поперечное сечение, наиболее соответствующее требованиям прочности и легкости; обод делается из стали или из гнутого дерева, часто обтягивается кожаным, каучуковым или пробковым поясом для лучшего сохранения ленты и ее зубцов. Для устранения неудобств, проистекающих от силы инерции, кроме уменьшения веса шкивов предлагаются еще и другие средства. В станках Брейера передача движения и верхнему, и нижнему шкивам производится одновременно от передаточной оси станка, так что остановка движения обоих шкивов происходит в одно и то же время. Шмальц оба шкива снабжает тормозами, соединенными с переводным рычагом, так что при остановке станка шкивы останавливаются одновременно. Чтобы иметь возможность производить надлежащее натяжение пилы, необходимое для правильной работы, вал верхнего шкива помещается в подвижной кулисе, которая может опускаться и подниматься при помощи винта с маховичком а (фиг. 17). Во время действия пила нагревается и удлиняется, вследствие чего она ослабевает, что вредно отзывается на работе станка. Поэтому рабочему приходится во время работы постоянно изменять положение верхнего шкива, а во время остановки дать ему начальное положение; это требует со стороны рабочего большой внимательности и искусства, без которых пила легко может разорваться. Ввиду этого почти все заводчики (за исключением французских) снабжают в настоящее время свои станки, кроме винтов для первоначальной установки шкивов, еще особыми пружинами или грузами для регулирования натяжения пилы во время ее работы. Пружины делаются или обыкновенные спиральные, или в виде вагонных рессор, которые прикрепляются к станине своими концами или серединой. Устраиваемые для той же цели противовесы (b фиг. 17) действуют гораздо равномернее и постояннее. Другой недостаток ленточных пил представляет дрожание лент при работе станка, происходящее вследствие тонины полотенца пилы (она бывает от 1/32 до 1/15 дюйма). Для устранения отклонения пилы от ее прямолинейного движения устраивают направляющие с обеих широких сторон ленты, при выходе и при входе пилы в дерево. Направляющие эти состоят из двух кусков твердого дерева или стали, расстояние между которыми регулируется особыми винтами, придвигающими эти куски по мере надобности, отклонения же пилы в перпендикулярном направлении, происходящие от надвигания распиливаемого дерева, старались прежде уничтожить тем, что шкивы были снабжены ребордами, на которые и опиралась задняя узкая кромка ленты. Но так как расстояние между точками опоры пилы о реборды, зависящее от расстояния между шкивами, должно по необходимости быть довольно велико, то и стрелка прогиба пилы в сторону движения дерева бывает слишком велика; поэтому стали в последнее время устраивать шкивы без реборд, а для удержания пилы на ободе заднюю кромку ленты опирают в особые направляющие вблизи разрезываемого дерева; обыкновенно задние направляющие соединяют в одно целое с боковыми, причем первые делаются или в виде стальной пластинки, или стального закаленного ролика, или другого более или менее остроумного приспособления (в форме гиперболоида вращения и т. п.). Стол станка, на который кладется распиливаемое дерево, устраивается в небольших машинах таким образом, что он может принимать разные, наклонные к горизонту, положения и тем дает возможность производить косые пропилы в дереве; в крупных же машинах, предназначенных для продольного распиливания брусьев на доски, стол снабжается механизмом для автоматического надвигания дерева. Механизм этот обыкновенно состоит из 4 вертикально поставленных рифленых валиков, которые приводятся в движение от главной оси машины при посредстве ступенчатых шкивов, так что имеется возможность изменять скорость вращения означенных валиков, значит, и скорость надвига дерева; отношение между скоростью движения самой ленты, которая бывает от 35 до 70 и даже до 80 фт. в секунду, и скоростью надвигания дерева изменяется в широких пределах, от 200 до 900, в зависимости от размеров и свойств распиливаемого дерева. Вследствие тонины полотенца пилы мало древесного материала превращается в опилки, так что указанные Л. машины приобретают особое значение при распиливании дерева более ценных пород. Для обыкновенных столярных работ употребляют станки малого размера, пилы в них имеют ширину 1/2-11/2 дюйма. при скорости 25-30 фт. в сек. и с ручным надвиганием дерева. При правильно построенном станке и при надлежащем уходе лента держится долго и имеется возможность работать без ее разрыва до двух недель и даже много больше; при менее благоприятных условиях лента рвется чаще, и ее приходится постоянно спаивать, что представляет трудную операцию, требующую большого навыка. Обыкновенно при каждом станке имеется несколько запасных ленточных пил, вполне подготовленных, и при разрыве ленты она немедленно заменяется запасной, разорванная же передается мастеру, специально занимающемуся спайкой пил. Спай должен быть не толще самой пилы и представлять прочность не менее цельного места; длина перекрыши делается в 11/2 раза больше ширины ленты, или она соответствует длине 4-5 зубцов; самый прочный припай изготовляется из серебра, но по дороговизне он употребляется редко и применяются исключительно медные припаи. Спаиваемые концы ленты предварительно отжигаются и оттягиваются (утоняются) ударами молотка. Затем лента зажимается в особом простом станке, в спае кладется немного припая с просыпкой бурой, и затем зажимают его в клещах с нагретой докрасна головкой; припай при этом скоро плавится; опытный слесарь в 1 час времени легко может спаять пилу в 4-6 местах; по окончании спаивания охлаждение спая должно происходить медленно, что достигается прикладыванием нагретых докрасна клещей; без этой предосторожности вследствие быстрого охлаждения пила становится слишком твердой в местах спая и чаще подвергается разрыву. Самые лучшие ленточные пилы делаются во Франции, на заводе Перена и Панара (Perin, Panhard et С.).Кроме рассмотренных машин, являющихся основными в Л. производстве, на Л. заводах имеется целый ряд вспомогательных механизмов и аппаратов. Прежде всего необходимо остановиться на приборах, служащих для нарезки, отточки и разводки зубьев. Для нарезки зубьев употребляется штампы различных конструкций: рычажные, винтовые и др. На фиг. 18 представлен винтовой штамп, который может быть удобно применяем как для прямых, так и для круглых пил; для последних имеется особая выдвижная штанга, соединенная с цапфой а, на которую надевается круглая пила своим центральным отверстием; штанга укрепляется неподвижно винтом, после чего пускают в ход штамп, поворачивая каждый раз пилу на длину одного зубца; при таком устройстве все зубцы получаются на одинаковом расстоянии от центра пилы.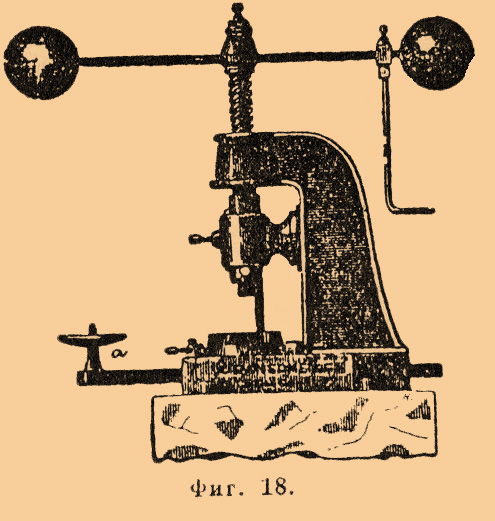 Фиг. 18.При отточке зубцов приходится не только заострять их режущие грани, но и углублять впадины между зубцами, иначе эти впадины могут настолько уменьшиться, что в них не поместятся опилки, соответствующие снимаемому зубцами слою. Для означенных целей употребляют или обыкновенные напильники, или наждачные круги, или фрезера. Смотря по форме зубцов, применяются напилки с поперечными сечениями в виде треугольника, ромба, круга, полукруга и других форм. Чтобы пила не вибрировала во время отточки, необходимо предварительно зажать в приспособленные для этой цели тиски. Для прямых пил тиски эти состоят из двух длинных щек, из коих одна делается подвижной на винтах; пила помещается между щеками и закрепляется неподвижно винтами; для круглых пил щеки получают форму плоских дуг. Для ленточных пил устраивают особый деревянный станок, снабженный двумя горизонтальными шкивами, из коих один неподвижен, а другой может быть приближаем или удаляем от первого при посредстве длинного винта; пилу надевают на оба шкива зубцами вверх, отодвигают подвижной шкив настолько, чтобы в пиле образовалось необходимое натяжение, и затем приступают к отточке. В последнее время предложено было много разных приборов для отточки зубцов с помощью наждачного круга или стального закаленного фрезера, соответствующего по форме зубцам; приборы эти бывают как ручные, так и приводные от заводской трансмиссии. При оттачивании крупных зубцов прямых и в особенности круглых пил вручную напильниками требуется много времени и искусства; поэтому здесь сказанные приборы могут принести большую пользу. Для разведения зубьев служит инструмент, который носит название разводки; состоит она из железной или стальной пластинки с несколькими прорезами различной ширины для зубьев разной толщины; чтобы развести пилу, накладывают на оконечность каждого зубца ее разводку с соответствующим толщине его прорезом, затем нажимают ручку разводки и таким образом отгибают зубец на желаемый угол. Но это отгибание необходимо делать на надлежащую и притом одинаковую для всех зубьев величину, что требует со стороны рабочего большого навыка, ибо при неправильно разведенной пиле получается неровный, шероховатый прорез, а слишком отогнутые зубцы могут ломаться при работе. Более правильное разведение зубцов может быть достигнуто инструментом, изображенным на фиг. 19.
Фиг. 18.При отточке зубцов приходится не только заострять их режущие грани, но и углублять впадины между зубцами, иначе эти впадины могут настолько уменьшиться, что в них не поместятся опилки, соответствующие снимаемому зубцами слою. Для означенных целей употребляют или обыкновенные напильники, или наждачные круги, или фрезера. Смотря по форме зубцов, применяются напилки с поперечными сечениями в виде треугольника, ромба, круга, полукруга и других форм. Чтобы пила не вибрировала во время отточки, необходимо предварительно зажать в приспособленные для этой цели тиски. Для прямых пил тиски эти состоят из двух длинных щек, из коих одна делается подвижной на винтах; пила помещается между щеками и закрепляется неподвижно винтами; для круглых пил щеки получают форму плоских дуг. Для ленточных пил устраивают особый деревянный станок, снабженный двумя горизонтальными шкивами, из коих один неподвижен, а другой может быть приближаем или удаляем от первого при посредстве длинного винта; пилу надевают на оба шкива зубцами вверх, отодвигают подвижной шкив настолько, чтобы в пиле образовалось необходимое натяжение, и затем приступают к отточке. В последнее время предложено было много разных приборов для отточки зубцов с помощью наждачного круга или стального закаленного фрезера, соответствующего по форме зубцам; приборы эти бывают как ручные, так и приводные от заводской трансмиссии. При оттачивании крупных зубцов прямых и в особенности круглых пил вручную напильниками требуется много времени и искусства; поэтому здесь сказанные приборы могут принести большую пользу. Для разведения зубьев служит инструмент, который носит название разводки; состоит она из железной или стальной пластинки с несколькими прорезами различной ширины для зубьев разной толщины; чтобы развести пилу, накладывают на оконечность каждого зубца ее разводку с соответствующим толщине его прорезом, затем нажимают ручку разводки и таким образом отгибают зубец на желаемый угол. Но это отгибание необходимо делать на надлежащую и притом одинаковую для всех зубьев величину, что требует со стороны рабочего большого навыка, ибо при неправильно разведенной пиле получается неровный, шероховатый прорез, а слишком отогнутые зубцы могут ломаться при работе. Более правильное разведение зубцов может быть достигнуто инструментом, изображенным на фиг. 19.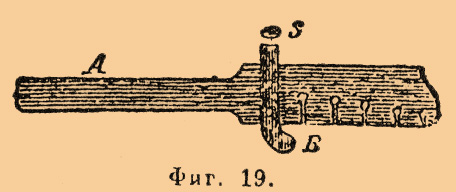 Фиг. 19.Это — обыкновенная разводка, которая снабжается металлической обоймицей с отростком В. Работают ею так: накладывают разводку на оконечность зубца пилы подходящим прорезом, затем устанавливают и укрепляют при помощи винта S обоймицу так, чтобы при изгибе зубца на требуемый угол отросток В упирался в полотенце пилы и тем препятствовал излишнему надавливанию на ручку А разводки. Важными вспомогательными механизмами являются также аппараты для поднимания и передвижения бревен с места их доставки на завод к Л. машинам. Приборы эти отличаются большим разнообразием, начиная от самых сложных машин и кончая простыми приспособлениями, что зависит как от средств завода, так и от его положения относительно сплавной реки или другого места доставки лесных материалов. В Царицыне, напр., на двух Л. заводах можно видеть весьма сложное устройство, служащее для непрерывного и автоматического перетаскивания бревен с Волги на завод. Состоит оно из бесконечного проволочного каната, огибающего два больших горизонтальных шкива, из коих один расположен у реки, а другой на значительном от первого расстоянии, у самого завода; канат этот соединен с целым рядом штанг особой формы, которые расположены на недалеком расстоянии друг от друга. При своем приближении к шкиву, расположенному у реки, штанги сцепляются при посредстве цепей с бревнами, что совершается рабочими без особых затруднений; этим путем бревна передвигаются к заводу, где они освобождаются от штанг, которые продолжают свое дальнейшее непрерывное движение. Все это устройство снабжено многими весьма остроумными и целесообразными приспособлениями, приводится в движение особой паровой машиной и дает такую экономию в отношении рабочих рук, что, несмотря на свою значительную стоимость, оказывается весьма выгодным. На других заводах прочно устанавливают на известной высоте брус, к которому прикрепляются рельсы; по этим последним передвигается тележка, снабженная подъемным механизмом; посредством цепей и особых зацепов с крючками бревна захватываются, поднимаются и передвигаются к Л. машинам. Далее имеется возможность доставлять бревна к Л. станкам с помощью лебедки, приводимой в действие от главной трансмиссии. Наконец, ворот или блок (обыкновенный или дифференциальный) тоже служат на мелких заводах средством для поднимания и передвижения бревен. При установке лесопильных машин во втором этаже делается наклонная плоскость, по которой втаскиваются бревна посредством вышеуказанных механизмов; для облегчения движения наклонная плоскость снабжается вращающимися катками или валиками, которые обыкновенно делаются из дерева и оковываются железом.Относительно числа лошадиных сил, необходимых для действия Л. заводов, имеются подробные формулы Канкельвица, Гартига и Экснера и Лейбока, определяющие потребную работу в зависимости от скорости движения пил, скорости надвига дерева, ширины вреза, породы дерева и других условий. Средним числом можно считать, что на каждый лесопильный станок расходуется от 10 до 15 лошадиных сил, включая в эти числа и работу, расходуемую всеми остальными станками и аппаратами Л. заводов; первая цифра относится к Л. машинам малых и средних размеров, а вторая — к машинам крупных размеров для толстых бревен. При отоплении паровых котлов опилками весьма полезно устраивать у пильных станков особые трубы для втягивания опилок и отведения их в кочегарню; ток воздуха производится в этом случае вентилятором, поставленным в конце системы, причем скорость его в трубах должна быть от 15 до 22 саж. в секунду; обыкновенно употребляют для указанной цели жестяные трубы квадратного сечения, сторона которого равняется 6 дюймам; такое устройство представляет значительную безопасность в пожарном отношении, так как фабричные помещения освобождаются от массы опилок и остаются чистыми, а кроме того, и выгодное, ибо избавляет от необходимости держать полометов и рабочих для вывоза опилок. Для Л. заводов нет особой нужды в машинах с охлаждением пара или со сложными парораспределительными механизмами, т. к. экономия топлива при обилии древесного мусора не играет здесь первенствующей роли; более важны прочность и надежность двигателя, что проще всего достигается паровыми машинами без охлаждения, причем желательно, чтобы отсечка пара автоматически регулировалась в зависимости от изменения скорости машины. Отработавший пар может служить, между прочим, для отопления здания завода, ибо следует всячески избегать устройства обыкновенных печей в помещениях, где установлены деревообрабатывающие станки, так как это крайне опасно в пожарном отношении; между означенными помещениями и кочегарней желательно устройство брандмауэра для возможно полного разъединения этих помещений. Главному приводному валу завода всего удобнее придавать около 200 оборотов в минуту и снабжать его подшипниками и кронштейнами, устроенными по системе Селлерса.Литература. W. F. Exner, "Handsägen und Sägemühlen"; H. Fischer, "Die Holzsäge, ihre Form etc."; Reifer, "Bericht über die Ausstellung in Philad., Holzbearbeitung"; Hart, "Die Werkzeugmaschinen f. d. Maschinenbau, zur Metall— und Holzbearbeitung"; Lodebur, "Die Verarbeitung d. Holzes auf mechanische Wege"; Armengaudainé, "Les scieries mecaniques et les machines-outils ŕ travailler les bois"; Hoyer, "Lehrbuch d. mechanischen Technologie"; Karmarsch u. Hartig, "Handbuch d. mechan. Technologie"; И. Тиме, "Основы машиностроения"; П. Афанасьев, "Механическая технология дерева"; К. Вебер, "Практическое руководство по лесопильному производству"; А. Пресс, "Обзор усовершенствований в станках для обработки дерева" ("Зап. Имп. рус. техн. общества", 1881 и 1883 гг.); его же, "Защита жизни и здоровья рабочих на фабриках и заводах" (вып. 2, 1892, "Обработка дерева") и др.А. Пресс. Δ.
Фиг. 19.Это — обыкновенная разводка, которая снабжается металлической обоймицей с отростком В. Работают ею так: накладывают разводку на оконечность зубца пилы подходящим прорезом, затем устанавливают и укрепляют при помощи винта S обоймицу так, чтобы при изгибе зубца на требуемый угол отросток В упирался в полотенце пилы и тем препятствовал излишнему надавливанию на ручку А разводки. Важными вспомогательными механизмами являются также аппараты для поднимания и передвижения бревен с места их доставки на завод к Л. машинам. Приборы эти отличаются большим разнообразием, начиная от самых сложных машин и кончая простыми приспособлениями, что зависит как от средств завода, так и от его положения относительно сплавной реки или другого места доставки лесных материалов. В Царицыне, напр., на двух Л. заводах можно видеть весьма сложное устройство, служащее для непрерывного и автоматического перетаскивания бревен с Волги на завод. Состоит оно из бесконечного проволочного каната, огибающего два больших горизонтальных шкива, из коих один расположен у реки, а другой на значительном от первого расстоянии, у самого завода; канат этот соединен с целым рядом штанг особой формы, которые расположены на недалеком расстоянии друг от друга. При своем приближении к шкиву, расположенному у реки, штанги сцепляются при посредстве цепей с бревнами, что совершается рабочими без особых затруднений; этим путем бревна передвигаются к заводу, где они освобождаются от штанг, которые продолжают свое дальнейшее непрерывное движение. Все это устройство снабжено многими весьма остроумными и целесообразными приспособлениями, приводится в движение особой паровой машиной и дает такую экономию в отношении рабочих рук, что, несмотря на свою значительную стоимость, оказывается весьма выгодным. На других заводах прочно устанавливают на известной высоте брус, к которому прикрепляются рельсы; по этим последним передвигается тележка, снабженная подъемным механизмом; посредством цепей и особых зацепов с крючками бревна захватываются, поднимаются и передвигаются к Л. машинам. Далее имеется возможность доставлять бревна к Л. станкам с помощью лебедки, приводимой в действие от главной трансмиссии. Наконец, ворот или блок (обыкновенный или дифференциальный) тоже служат на мелких заводах средством для поднимания и передвижения бревен. При установке лесопильных машин во втором этаже делается наклонная плоскость, по которой втаскиваются бревна посредством вышеуказанных механизмов; для облегчения движения наклонная плоскость снабжается вращающимися катками или валиками, которые обыкновенно делаются из дерева и оковываются железом.Относительно числа лошадиных сил, необходимых для действия Л. заводов, имеются подробные формулы Канкельвица, Гартига и Экснера и Лейбока, определяющие потребную работу в зависимости от скорости движения пил, скорости надвига дерева, ширины вреза, породы дерева и других условий. Средним числом можно считать, что на каждый лесопильный станок расходуется от 10 до 15 лошадиных сил, включая в эти числа и работу, расходуемую всеми остальными станками и аппаратами Л. заводов; первая цифра относится к Л. машинам малых и средних размеров, а вторая — к машинам крупных размеров для толстых бревен. При отоплении паровых котлов опилками весьма полезно устраивать у пильных станков особые трубы для втягивания опилок и отведения их в кочегарню; ток воздуха производится в этом случае вентилятором, поставленным в конце системы, причем скорость его в трубах должна быть от 15 до 22 саж. в секунду; обыкновенно употребляют для указанной цели жестяные трубы квадратного сечения, сторона которого равняется 6 дюймам; такое устройство представляет значительную безопасность в пожарном отношении, так как фабричные помещения освобождаются от массы опилок и остаются чистыми, а кроме того, и выгодное, ибо избавляет от необходимости держать полометов и рабочих для вывоза опилок. Для Л. заводов нет особой нужды в машинах с охлаждением пара или со сложными парораспределительными механизмами, т. к. экономия топлива при обилии древесного мусора не играет здесь первенствующей роли; более важны прочность и надежность двигателя, что проще всего достигается паровыми машинами без охлаждения, причем желательно, чтобы отсечка пара автоматически регулировалась в зависимости от изменения скорости машины. Отработавший пар может служить, между прочим, для отопления здания завода, ибо следует всячески избегать устройства обыкновенных печей в помещениях, где установлены деревообрабатывающие станки, так как это крайне опасно в пожарном отношении; между означенными помещениями и кочегарней желательно устройство брандмауэра для возможно полного разъединения этих помещений. Главному приводному валу завода всего удобнее придавать около 200 оборотов в минуту и снабжать его подшипниками и кронштейнами, устроенными по системе Селлерса.Литература. W. F. Exner, "Handsägen und Sägemühlen"; H. Fischer, "Die Holzsäge, ihre Form etc."; Reifer, "Bericht über die Ausstellung in Philad., Holzbearbeitung"; Hart, "Die Werkzeugmaschinen f. d. Maschinenbau, zur Metall— und Holzbearbeitung"; Lodebur, "Die Verarbeitung d. Holzes auf mechanische Wege"; Armengaudainé, "Les scieries mecaniques et les machines-outils ŕ travailler les bois"; Hoyer, "Lehrbuch d. mechanischen Technologie"; Karmarsch u. Hartig, "Handbuch d. mechan. Technologie"; И. Тиме, "Основы машиностроения"; П. Афанасьев, "Механическая технология дерева"; К. Вебер, "Практическое руководство по лесопильному производству"; А. Пресс, "Обзор усовершенствований в станках для обработки дерева" ("Зап. Имп. рус. техн. общества", 1881 и 1883 гг.); его же, "Защита жизни и здоровья рабочих на фабриках и заводах" (вып. 2, 1892, "Обработка дерева") и др.А. Пресс. Δ.
Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона. — С.-Пб.: Брокгауз-Ефрон. 1890—1907.