- Фреза
-
[В некоторых русских мастерских шарошка.].— Под этим названием, заимствованным с французского (Fraise), известен особый вид режущего инструмента, применяемый при обработке металлов, дерева, кости, рога, кожи и других материалов и состоящий из нескольких соединенных неподвижно резцов, получающих вращательное движение около одной общей оси. В исключительных (правда, редких) случаях, Ф. может состоять и из одного лишь вращающегося резца, или же не вращаться, а качаться около неподвижной оси (так называемой крючки). В настоящей статье рассмотрены будут наиболее употребительные Ф., применяемые лишь при обработке металлов в нормальном машиностроении. Режущие ребра резцов, образующих Ф., имеют вид прямых, ломанных или кривых линий и представляют, в первом случае, производящие одной общей цилиндрической или конической поверхности, или радиусы одного общего круга; во втором и третьем случаях — ломанные или кривые, производящие одного общего тела вращения, или винтовые линии, следующие одной общей цилиндрической поверхности и имеющие одинаковый подъем спирали. Во всех этих случаях ребра всех резцов Ф. обыкновенно совершенно тожественны по форме и равны по величине. Соединение всех резцов (или зубьев), образующих Ф., в одну общую, неподвижную систему производится различными способами. Чаще всего зубья прямо нарезаются на самом теле Ф.; иногда они заготовляются отдельно, вставляются во фрезерный диск и закрепляются в нем клиньями и винтами. Наконец, иногда зубья нарезаются, по несколько зараз, на отдельных сегментах, которые, будучи укреплены на диске Ф. винтами, образуют целый зубчатый обод. Вставные зубцы дозволяют устраивать Ф. больших диаметров, что представляет большие трудности при самородных, т. е. нарезанных в самом теле Ф., зубьях, так как диски больших диаметров при закалке почти всегда коробятся. Зубья (самородные или вставные) располагаются или на одной лишь боковой поверхности Ф., или на одной лобовой, или, наконец, одновременно и на боковой, и на лобовой ее поверхностях. Ф. снабжаются обыкновенно центральным отверстием, которым они надеваются на вращающийся шпиндель фрезерного станка. Чтобы зубцы Ф. могли снимать стружку, необходимо, кроме круговращательного движения около ее оси, сообщить ей еще и поступательное перемещение, вместе с осью, вдоль этой оси или перпендикулярно к ней. В первом случае (весьма редком) Ф. может работать только лобовыми зубьями, и в таком случае она снимает непрерывную спиральную стружку. Во втором случае Ф. может работать и лобовыми, и аксиальными зубьями. Зубья Ф. снимают стружку не более, как на половине описываемых ими окружностей, остальную же часть их кругового пути зубья движутся, не снимая стружки. Действие каждого зуба Ф. уподобляется при этом действию строгального или долбежного резца. В большинстве случаев оставляют ось Ф. неподвижной, поступательные же перемещения, навстречу зубьям Ф., сообщают самому обрабатываемому предмету. Но применяется и второй принцип, т. е. движущаяся ось Ф. при неподвижном обрабатываемом предмете. Условия действия зубцов Ф., указанные выше, от этого, конечно, не изменяются. Абсолютные перерывы в работе фрезерных зубьев происходят лишь во Ф. с очень малым числом зубьев (1—3); при большем числе зубьев, прежде, нежели один зубец закончит рабочий свой ход, уже начинает работу следующий за ним зубец. Обыкновенно же число зубцов избирается такое, чтобы в одновременной работе находилось постоянно не менее 2—3 зубьев. Таким образом, несмотря на периодичность действия каждого отдельного зуба Ф., общую работу всего инструмента следует признать непрерывной. Холостой ход фрезерных зубьев (т. е. та часть их полного оборота, на которой они не снимают стружки) длится, по крайней мере, столько же, сколько и рабочий их ход; также и длина холостого хода в Ф. обыкновенно значительно более, нежели длина рабочего их хода. В строгальных и долбежных станках холостой ход резца лишь чуть-чуть длиннее рабочего, притом всегда совершается в значительно более короткий промежуток времени, чем рабочий. Вследствие этого зубья Ф. менее нагреваются во время работы (действием трения о обрабатываемый материал) и успевают более охладиться при холостом их ходе, чем резцы строгальные и долбежные. Ф. устраиваются в форме цилиндров, дисков, колец, конусов, тел вращения с ломанными или криволинейными производящими, или сложных тел, не подходящих под определение тел вращения; наконец, в виде отдельных зубьев, крючков и т. п. Поэтому удобнее классифицировать Ф. не по их внешней форме, а по способу их действия на обрабатываемую поверхность.В этом отношении можно разделить Ф. на три характерных класса: I — аксиальные (осевые) Ф. Зубья их лежат в плоскостях, проходящих через ось Ф., но не образуют с нею прямых углов. Ось Ф. параллельна обрабатываемой поверхности. II — радиальные (лобовые) Ф. Зубья их расположены в плоскости, перпендикулярной к оси Ф., ось же во время работы перпендикулярна к обрабатываемой поверхности. III — смешанные Ф. Они имеют и осевые, и лобовые зубья, или же снабжены зубьями сложной формы, профиль которых подходит в одних его частях к первому условию, в других — ко второму. Сюда же относятся и Ф. с такими профилями, которые не подходят ни под одно из выше сделанных определений. К каждому из этих трех классов Ф. принадлежит целая серия их разновидностей, из которых здесь отмечены лишь наичаще употребляющиеся. Так, из числа аксиальных Ф. изображена на фиг. 1 цилиндрическая Ф. с прямыми зубьями, длина которых обыкновенно превосходит диаметр Ф. или лишь несколько его менее. Такие Ф. употребляются главным образом для обработки поверхностей (плоских и кривых), ширина которых менее длины зубцов Ф., причем концы Ф. свешиваются с обрабатываемой поверхности.

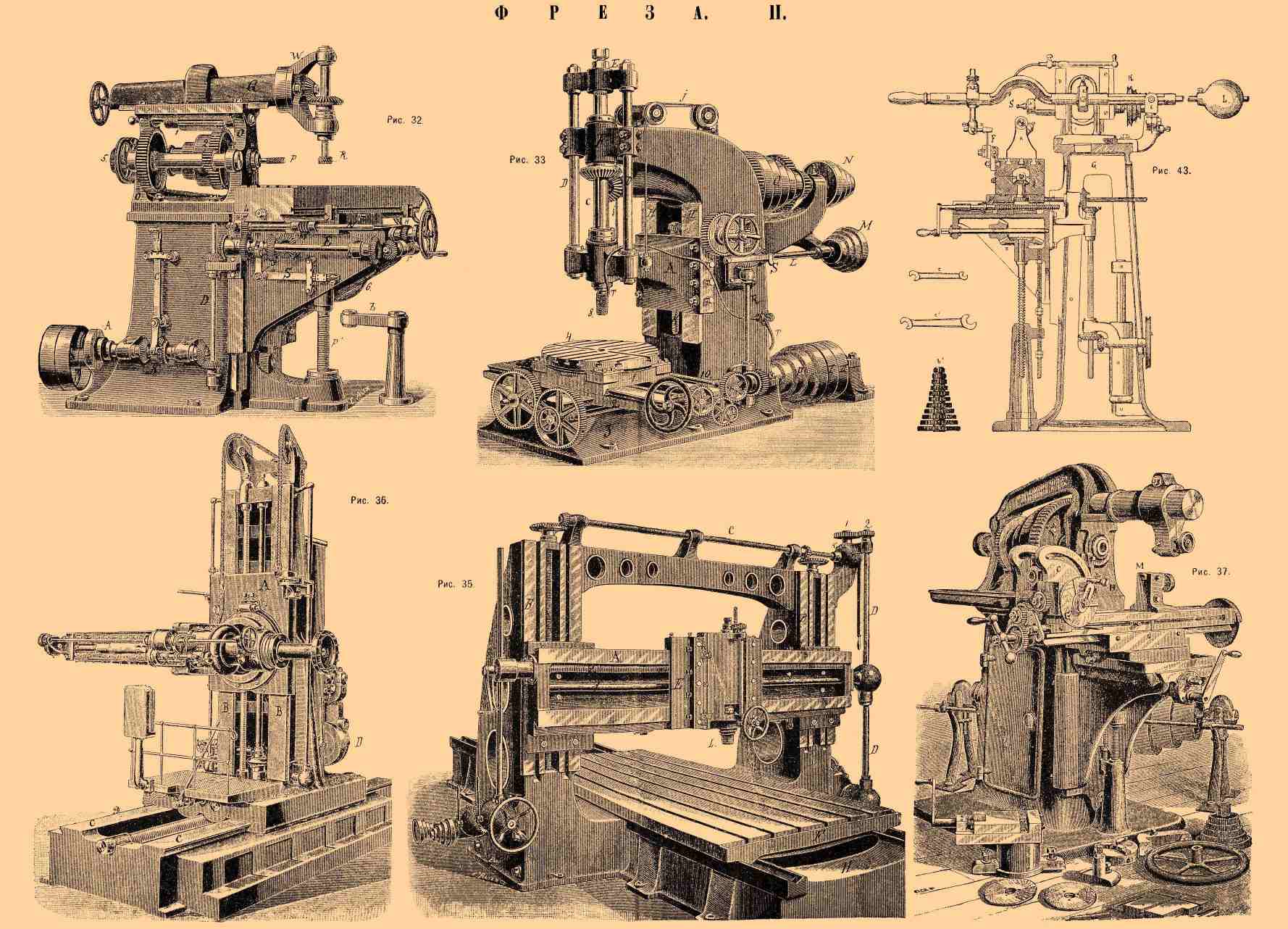 Для специальных работ применяются Ф. с короткими зубьями, типов, изображенных на фиг. 2 и 3. Первая из них служит для пробирания шпунтов и называется прорезной, вторая употребляется для отделения от обрабатываемого предмета кусков, действует наподобие круглой пилы и называется разрезной Ф. На фиг. 4 и 5 изображены конические аксиальные Ф.; первая из них применяется для обработки плоских и кривых поверхностей, ширина которых менее длины зубьев Ф.; вторая — для выбирания шпунтов с угловым профилем. Из класса радиальных или лобовых Ф. наиболее употребительны следующие: лобовая Ф. с зубьями, нарезанными в самой массе ее тела и расположенными по радиусам одного и того же круга (фиг. 6), и Ф. с таковыми же вставными зубьями (фиг. 7). Та и другая употребляются для обработки плоскостей, перпендикулярных к оси Ф. К третьему классу фрез, названных выше смешанными, относится наибольшее число их разновидностей. Из них наиболее употребительны следующие: аксиально-лобовые Ф., представляющие соединение двух основных типов и работающие одновременно и аксиальными и лобовыми зубьями. Типы их представлены на фиг. 8 и 9. Ф. первого типа применяются для пробирания или расфрезовки шпунтов; Ф. второго типа — для обработки двух смежных, взаимно перпендикулярных плоскостей. Отличие их состоит лишь в различном развитии аксиальных зубьев. Ф. фиг. 8, равно как и фиг. 5, представляют тип фрез с самородными оправками. К этому же классу смешанных Ф. принадлежат Ф. со спиральными зубьями, почти совершенно вытеснившие из употребления Ф. с прямыми зубьями типа, изображенного на фиг. 1. Подобная Ф. представлена на фиг. 10. Название спиральной она получила вследствие того, что ребра ее зубьев (аксиальных) направлены не по ребрам цилиндра, а по спиралям с очень крутым подъемом. Цель такого расположения зубьев та, чтобы, прежде чем один зуб закончит работу, следующий за ним уже начинал свою работу.Из многочисленных разновидностей фасонных Ф., зубья которых заделаны по ломанным или кривым линиям, наичаще употребляются типы Ф., представленные на фиг. 11, 12, 13 и 14. Первая из этих Ф. употребляется для нарезания зубцов на Ф.; вторая — для пробирания канавок между режущими лезвиями в спиральных (американских) сверлах; третья и четвертая — для нарезки зубчатых колес. Во всех этих случаях зубцам Ф. сообщаются наружные очертания, соответствующие форме тех углублений, которые они должны воспроизвести. Кроме фасонных Ф. простейших профилей (фиг. 11—14), употребляются Ф. и с более или менее сложными профилями, примерами которых могут служить Ф., изображенные на фиг. 15, 16 и 17. На последней фиг. представлен, кроме самой Ф., и обрабатываемый ею предмет, причем видно, что зубьям Ф. сообщается профиль, негативный по отношению к тому, какой желают сообщить обрабатываемому предмету. Так как закалка крупных стальных Ф. весьма затруднительна (они сильно коробятся), то трудно было бы построить для обработки больших поверхностей цельную Ф., поэтому устраиваются сборные Ф., представляющие соединение нескольких Ф. на одной общей оси. Ф., представленная на фиг. 18, состоит из 7 отдельных Ф. Фрезы, представленные на фиг. 15 и 17, также сборные; первая состоит из трех, вторая из двух отдельных Ф. Кроме разделения по форме профиля режущих ребер их зубьев, Ф. разделяются еще по форме поперечного сечения зубьев, которой обуславливается тот или другой способ затачивания иступившихся зубьев. Режущий угол зубьев, которому сообщается наивыгоднейшая для работы величина, должен поддерживаться во Ф. возможно постоянным. Это достигается путем стачивания одной из граней, образующих этот угол. Ф. затачиваются или с задней стороны зубьев, или же с передней. У первых из них зубьям придается поперечное сечение в форме неправильного четырехугольника abcd (фиг. 19) с режущим углом abc. Требуемая острота зуба поддерживается в этом случае параллельным стачиванием грани bc, лежащей позади режущего ребра зуба (см. стрелку, указывающую направление вращения Ф.).У Ф. второго типа зубьям сообщается поперечное сечение в виде четырехугольника abcd (фиг. 20), в котором сторона bc не прямолинейна (как на фиг. 19), а криволинейна, причем кривая эта (логарифмическая спираль) имеет такой характер, что в каждой своей точке образует один и тот же постоянный угол с радиусом Ф., проведенным через эту точку. Поэтому, если стачивать такой зуб по радиальным плоскостям, обозначенным на фиг. 20 пунктирными линиями и лежащими впереди режущего лезвия зуба, то режущий угол этого лезвия будет сохранять постоянно одну и ту же величину, каков бы ни был профиль самого режущего лезвия зуба.При Ф., затачивающихся сзади (фиг. 19), постоянство угла заострения может быть соблюдено более или менее лишь при прямолинейных лезвиях зубьев. При ломанных же или кривых лезвиях зубьев, поддерживать постоянство углов заострения путем задней заточки становится делом совершенно невыполнимым, при заточке же спереди, по радиальным плоскостям, работа производится с одинаковой уверенностью и успехом, как бы ни была сложна форма режущих лезвий зубьев. В легкости заточки состоит огромное преимущество Ф., затачивающихся спереди. Принцип спиральной заточки задних поверхностей зубьев Ф., обеспечивающий зубьям постоянство угла их заострения, применялся первоначально лишь к простейшим типам Ф., именно к тем, лезвия зубьев которых (прямолинейные или криволинейные) лежат в плоскостях, проходящих через ось Ф. В новейшее время он применен и к таким Ф., криволинейные лезвия зубьев которых не лежат в радиальных плоскостях. Об этом будет сказано ниже. Φ., изображенные на фиг. 1, 2, 3, 4, 5, 6, 8, 9, 10, 11, 15, принадлежат к типу затачивающихся сзади, а Ф. фиг. 12, 13, 14, 16, 17 — к типу затачивающихся спереди. Примерами наиболее сложных (по способу приготовления) Ф. с постоянным режущим углом и лезвиями зубьев, не лежащими в радиальных плоскостях, могут служить Ф., представленные на фиг. 21, 22 и 23. Первая из них есть аксиальная Ф. для гладких работ (устраивавшаяся первоначально по виду фиг. 1, а затем по типу фиг. 10). Φ., представленные на фиг. 22, предназначаются для фасонных работ, а Ф., изображенные на фиг. 23 — для нарезки впадин на винтовых зубчатых колесах.Характер поверхностей, воспроизводимых Ф., зависит, во-первых, от очертания режущих лезвий зубцов Ф., во-вторых — от характера движения, сообщаемого оси Ф. или обрабатываемому предмету во время работы. Ф. с прямолинейными зубьями, движимая по прямой линии, воспроизводит плоскость; Ф. с криволинейными зубьями, движимая по прямой линии, воспроизводит кривую поверхность. Двигая Ф. с прямолинейными зубьями по кривой линии, можно воспроизводить кривые поверхности; двигая же по кривой линии Ф. с криволинейными зубьями, можно воспроизвести сложные кривые поверхности двоякой кривизны. Во всех этих случаях результаты получаются те же самые, если вместо того, чтобы двигать Ф., будем двигать обрабатываемый предмет ей навстречу, оставляя ось Ф. неподвижной. Из этого видно, что, комбинируя различным образом вращательное движение Ф. с поступательным перемещением ее оси (абсолютным или относительным), можно производить весьма разнообразные работы, как, например: обрабатывать плоскости, отбирать четверти, пробирать шпунты, разрезать на части, выбирать цилиндрические и иных форм гнезда, обрабатывать цилиндрические и конические поверхности выпуклые и вогнутые, кривые поверхности одиночной и двоякой кривизны, воспроизводить винтовые поверхности и т. п. В течение долгого времени господствовало убеждение, что Ф. есть инструмент весьма дорогой, стоимость которого может вынести, без значительного повышения цены изделий, только массовое производство. Достаточно сказать, что в прежних Ф. зубья нарезались вручную напилками или продалбливались на долбежных станках; затачивание иступившихся зубьев производилось также от руки напилками. Для этого приходилось сначала отпустить Ф., а после запиловки зубьев вновь ее закалить, что, при мелкости зубьев, составляло операцию весьма трудную. Поэтому, обыкновенно работали Ф. без подтачивания ее иступившихся зубьев, до тех пор, пока она совершенно не переставала снимать стружку. При этом удовлетворительную работу Ф. могла производить лишь в первое время, а потом работа получалась все более и более несовершенной. В настоящее время все это изменилось; выработан новый, рациональный тип Ф., допускающий правильную их постройку и поддержание в исправности механическими способами; изобретены точила, могущие затачивать зубья Ф., не прибегая к отжигу последних. Кроме того, изменился постепенно и самый принцип применения Ф. Вместо мелких Ф. сложных профилей стали применяться преимущественно крупные Ф. с простыми профилями, которые и строить и содержать в порядке во время работы гораздо легче. В случаях, когда обрабатываемые поверхности имеют сложную форму, вместо того, чтобы прибегать к сложной форме Ф., стали сообщать оси работающей Ф. (простой формы) соответствующие перемещения во время работы. Увеличение размеров Ф. и упрощение их профиля вызвало, правда, увеличение размеров и силы станков, приводящих их в движение, и усложнило значительно их конструкцию, но при современном состоянии машиностроительной техники обе эти задачи уже не могут представить особых затруднений. Благодаря всему этому, Ф. постепенно превратилась в универсальный инструмент, способный выполнять всевозможные рядовые работы и успешно конкурировать с резцами не только строгальными и долбежными, но и с токарными и сверлильными. Рабочее движение Ф. есть непрерывно-круговращательное, а потому единственный орган станка, долженствующий находиться с ней в непосредственной связи, есть вращающийся шпиндель. Шпиндель этот легко выдвигать из станка и тем изменять район действия Ф. Этим сокращается до минимума число перестановок обрабатываемого предмета. Так как работа, преодолеваемая Ф., распределяется между несколькими зубьями, то изнашивание каждого отдельного зуба происходит не так быстро, как в резцах с одним лишь лезвием. Ф. может работать той или другой своей поверхностью или одновременно несколькими поверхностями, чем сокращается число проходов, нужных для выполнения работы. Хотя каждый отдельный зуб Ф. снимает лишь незначительную стружку, но, благодаря большому числу одновременно действующих зубьев и отсутствию абсолютных перерывов в их работе, общая работа всех зубьев получается весьма значительной; благодаря же возможности погружать Ф. в обрабатываемую поверхность на значительную глубину, Ф. можно снимать за один проход такие количества металла, которые обыкновенными резцами можно снять лишь за несколько проходов. Поверхности, обработанные Ф., глаже и чище поверхностей, обработанных строгальными и долбежными резцами, и вообще не требуют дополнительной ручной отделки [См. Кнаббе, "Ф. и ее роль в современном машиностроении".]. Время, затрачиваемое на обработку металлов Ф., значительно меньше времени, затрачиваемого на ту же работу долбежным и строгальным резцами, и этот выигрыш во времени увеличивается еще тем обстоятельством, что перерывы, вызываемые необходимостью сменять для заточки строгальные и долбежные резцы, при фрезерной работе почти не существуют, и, кроме того, установка обрабатываемого предмета на станке во фрезерных станках гораздо проще. Фрезерные станки, хотя выходят вообще несколько сильнее строгальных и долбежных, соответствующих той же работе, но, благодаря большей быстроте и универсальности их работы, общий расход работы, а потому и удельный ее расход (т. е. расход работы, потребной на снятие 1 кг стружки в час) в них всегда меньше, нежели в этих последних. Поэтому, при устройстве новых механических мастерских предоставляется возможность необходимое для годичной их производительности число строгальных и долбежных станков заменить значительно меньшим числом станков фрезерных и тем уменьшить площадь мастерской, стоимость ее оборудования и расходы на дальнейшее ее содержание. Благодаря возможности получать с фрезерных станков изделия с правильными поверхностями, вполне чистыми ребрами и углами, чего никогда нельзя достигнуть при обработке строгальным и долбежным резцами, представляется возможность сократить до минимума расход на дополнительную ручную отделку и пригонку. Фрезерные работы введены в настоящее время уже во всех отраслях общего [Общее машиностроение приводится здесь в противоположность специальному, в котором фрезерные работы применяются уже давно (такова, например, фабрикация швейных машин, огнестрельного оружия, велосипедов и т. п.).] машиностроения и захватывают год от году все более и более обширные районы, например на паровозостроительных заводах, в железнодорожных мастерских, при постройке паровых машин, на заводах, строящих механические станки для обработки металлов и дерева, на заводах машин горного дела, машин прядильно-ткацких, на электротехнических заводах, инструментальных, строящих типографские машины и др. Ф. применяются в таких многочисленных и разнообразных частях механизмов, перечисление которых невозможно в настоящей статье. Что касается заводов с массовым производством идентичных специальных изделий, например ружей, револьверов, велосипедов, швейных машин, водомеров, машинок для стрижки и т. п., когда требуется изготовление каждой части механизма с такой правильностью и точностью, чтобы она могла быть поставлена без пригонки в любой механизм, то на них фрезерные станки составляют почти исключительное их оборудование. На этого рода производствах исключительно употребляются фасонные Ф. с не изменяющимися профилями их зубьев.Правильное конструирование Ф. составляет первое условие их успешной и выгодной работы; здесь будут приведены главнейшие основания, выработанные на этот предмет теорией и практикой. Всякая фрезерная работа может быть выполнена, с одинаковой затратой движущей силы, Ф. как большого, так и малого диаметра. Вид воспроизводимых Ф. поверхностей, обуславливаемый формой зубьев и видом той линии, по которой двигается ось Ф. во время работы, также от диаметра Ф. не зависит. Это позволяет заключить, что диаметр Ф. может быть избран произвольно. Однако, зубья Ф. малого диаметра описывают в пределах поля действия Ф. [Полем действия Ф. условленно называть толщину слоя металла, захватываемого зубьями Ф. во время ее работы.] траектории более короткие, нежели те, которые описываются зубьями Ф. большого диаметра. Вследствие этого, при одинаковых периферических скоростях, малая Ф. не так сильно нагревается и не так скоро тупится, как большая. Путь, который должна пройти ось Ф. (или, что то же самое, обрабатываемый предмет навстречу Ф.), считая от того момента, когда первый зуб Ф. коснется обрабатываемого слоя, до того момента, когда последний ее зуб оставит этот слой, также тем короче, чем меньше диаметр Ф.; а потому и с точки зрения сокращения времени работы Ф. малого диаметра выгоднее Ф. большого диаметра. Вдобавок, Ф. малого диаметра дешевле Ф. большого диаметра и при закалке коробятся менее, нежели эти последние. С другой стороны, при том же числе зубьев, с уменьшением диаметра Ф., зубья эти делаются все тоньше, а потому теряют в прочности. Если же уменьшить число зубьев с таким расчетом, чтобы толщина их не уменьшилась, то увеличивается работа, приходящаяся на долю каждого зуба, а следовательно, и его изнашивание. Затем, на диаметр Ф. оказывает влияние и высота поля действия, в котором ей предстоит работать. Диаметр Ф. должен быть, по крайней мере, равным высоте поля действия; принимая же в соображение уменьшение диаметра вследствие стачивания зубьев, он должен даже превосходить высоту поля действия. Далее, при значительной высоте Ф. нельзя сделать ее слишком тонкой, так как, во-первых, она покоробится при закалке, во-вторых, будет недостаточно прочна; высота же Ф. непроизвольна и определяется предстоящей ей работой. Ввиду только что приведенных соображений, диаметр аксиальных Ф. (т. е. работающих с осью, параллельной обрабатываемой поверхности) делается всегда больше высоты поля действия Ф. Что касается лобовых Ф., то, работая преимущественно лобовой их поверхностью (т. е. имея свою ось перпендикулярной к обрабатываемой поверхности), они не требуют придания им большой высоты, а потому и при малом диаметре были бы достаточно прочны и не коробились бы при закалке. Но зато стружки, снимаемые лобовыми зубьями Ф., более узки, нежели те, которые снимаются осевыми их зубьями, толщина же их столь же мала, как и для осевых зубьев. Поэтому единственным средством увеличить производительность лобовой Ф., является увеличение ее поля действия, а потому и диаметра. Поэтому те преимущества малого диаметра, которые были перечислены выше, парализуются несравненно значительнейшей потерей от медленности действия Ф. малого диаметра, так как, очевидно, для обработки всякой данной поверхности лобовая Ф. должна пройти эту поверхность тем большее число раз, чем меньше ее диаметр. На основании этого, лобовые Ф. всегда имеют диаметр больший, нежели аксиальные, и диаметр этот достигает в них часто сравнительно огромной величины. Для достижения большей плавности действия Ф. за наименьший ее диаметр следует принять тот, при котором в одновременном действии находятся не менее двух, а еще лучше (на случай поломки) трех зубьев. Спиральная форма зубьев Ф. увеличивает плавность действия Ф. и дает возможность употреблять с полным удобством Ф. малых диаметров. Наконец, для всякого рода Ф., как аксиальных, так и лобовых, пределы их диаметров определяются еще конструкцией самого станка, на котором Ф. должна работать. Число различных скоростей, которые можно сообщить шпинделю фрезерного станка, обыкновенно ограниченно, Ф. же применяются весьма различных диаметров. Поэтому для всякого данного станка наименьший диаметр Ф. будет тот, который, при наибольшем числе оборотов шпинделя, в состоянии еще дать наивыгоднейшую скорость на окружности Ф. и, наоборот, наибольший диаметр Ф. будет тот, который даже при наименьшем числе оборотов шпинделя дает уже предельную допускаемую периферическую скорость. Отсюда видно, что различные ограничивающие обстоятельства заставляют часто отступать от принципа выгодности употребления Ф. малого диаметра и вместо абсолютно наименьших диаметров избирать лишь относительно наименьшие, а в некоторых случаях даже прямо отдавать предпочтение наибольшим диаметрам. На практике наичаще встречаются Ф. с диаметрами в пределах от 40 до 200 мм. В виде исключений, диаметры эти понижаются до 4 мм и повышаются до 250 мм. Последний диаметр есть предельный, примененный до сих пор для Ф. с самородными зубьями. Зато Ф. с вставными зубьями устраиваются диаметром до 1 и даже до 1,5 м, а в виде исключения устраивались такие Ф. диаметром даже до 6 м. К устройству вставных зубьев прибегают не только в тех случаях, когда, по значительности требуемого диаметра, нельзя сделать Ф. цельной, но и при меньших диаметрах, далеко не превосходящих предельного, так как вставным зубьям можно сообщить более выгодные углы заострения и наклона и легко поддерживать их в требуемой степени исправности. Поэтому Ф. с вставными зубьями устраиваются, начиная уже с диаметра в 50 мм. Высота Ф. зависит всецело от рода работы, которую должна выполнять Ф. Единственным ограничением в этом отношении являются технические трудности закалки Ф. слишком тонких или слишком высоких. Самые тонкие прорезные Ф., употребляющиеся для прорезки шпунтов в головках мелких винтов, имеют, например, толщину, не превышающую 1,3 мм. С другой стороны, самые высокие Ф. достигают нередко высоты в 350 мм. Фасонные Ф. старого типа, ввиду трудности нарезки и отточки их зубьев, делаются значительно ниже прямых Ф.; Ф., снабженные спиральной заточкой, нарезаются и затачиваются без особых затруднений, но как те, так и другие Ф. представляют, при длинных фигурных зубьях, большие трудности при закалке, а потому вообще длина (высота) фасонных Ф. не превышает обыкновенно 150—175 мм. Если же требуется более длинный профиль, то предпочитают устраивать сборную Ф. Соотношение между диаметром Ф. и их высотой определяется в зависимости от характера работы, для которой предназначается Ф. Число зубьев Ф. и их толщина оказывают огромное влияние на характер производимой ими работы и их устойчивость, а потому и на продолжительность службы самой Ф. В настоящее время строители Ф. придерживаются правила уменьшать число зубьев на Ф. в пользу усиления толщины каждого отдельного зуба. Прежние же строители держались принципа прямо противоположного. Но при большом числе зубьев толщина их получалась весьма незначительная и промежутки между зубьями весьма мелкие. Вследствие этого стружка, снимаемая такими зубьями, забивалась в мелкие промежутки между ними и лишала зубья их режущей способности. Ф. начинала работать скоблением, портила обрабатываемую поверхность и сама делалась негодной. Затачивание зубьев производилось напилками, а потому требовало предварительного отжига и затем новой закалки Ф.; тонкие зубья при закалке коробились и отклонялись от общего вершинного круга, вследствие чего остальным зубьям приходилось выносить усиленное напряжение. Современные Ф. строятся всегда с малым числом крупных зубьев и широкими промежутками между последними, в которых стружка задерживаться не может. Подтачивание зубьев на современных Ф. производится всегда в закаленном уже состоянии обоими указанными выше способами (фиг. 19 и 20), т. е. или с передней стороны зубьев, или с задней, смотря по тому, имеют ли зубья Ф. задние поверхности плоские или спущенные по спиральным поверхностям. Ф. со спиральной заточкой задней стороны их зубьев, отличающиеся постоянством профиля, даже в совершенно сработавшихся зубьях, предпочитаются во всех тех случаях, когда это постоянство профиля составляет необходимое условие, например при исполнении фасонных работ. При гладких работах, для которых постоянство профиля особой роли не играет, довольствуются Ф., затачивающимися сзади, но сообщают им зубья со спирально изогнутыми лезвиями (фиг. 10), так как такие Ф. работают более плавно. Впрочем, в новейшее время и Ф. со спиральными лезвиями зубьев устраиваются с постоянным углом зубьев (фиг. 21). Такие Ф. затачиваются спереди. Указанные особенности Ф. с постоянным и с переменным профилями заставляют применять к ним и различную разбивку зубьев. Для Ф., затачивающихся сзади, В. Кнаббе предложил следующую эмпирическую формулу для определения шага p, т. е. расстояния между серединами смежных зубьев: p = 1,2√D, где D — диаметр Ф. в мм. На основании этой формулы, шаг и число зубцов Ф. различных употребительных в практике диаметров выразятся нижеследующими цифрами:------------------------------------------------------------------------------------------------------------------------| Диаметр Ф. D, в мм | Шаг p, в мм | Число зубцов N ||-----------------------------------------------------------------------------------------------------------------------|| 20 | 5,23 | 12 ||-----------------------------------------------------------------------------------------------------------------------|| 30 | 6,73 | 14 ||-----------------------------------------------------------------------------------------------------------------------|| 40 | 7,85 | 16 ||-----------------------------------------------------------------------------------------------------------------------|| 50 | 8,72 | 18 ||-----------------------------------------------------------------------------------------------------------------------|| 60 | 9,42 | 20 ||-----------------------------------------------------------------------------------------------------------------------|| 70 | 9,99 | 22 ||-----------------------------------------------------------------------------------------------------------------------|| 80 | 10,92 | 23 ||-----------------------------------------------------------------------------------------------------------------------|| 90 | 11,30 | 25 ||-----------------------------------------------------------------------------------------------------------------------|| 100 | 12,07 | 26 ||-----------------------------------------------------------------------------------------------------------------------|| 120 | 13,46 | 28 ||-----------------------------------------------------------------------------------------------------------------------|| 150 | 14,72 | 32 ||-----------------------------------------------------------------------------------------------------------------------|| 175 | 16,14 | 34 ||-----------------------------------------------------------------------------------------------------------------------|| 200 | 16,97 | 37 |------------------------------------------------------------------------------------------------------------------------Для Ф. со спирально-изогнутыми лезвиями зубьев применяются более крупные деления, т. е. меньшее число зубьев, хотя нет никаких серьезных оснований это делать. Так, французские фирмы принимают:N=D/5+2 (Huré) или N=(D—20)/5+7 (Bouhey).Если Φ. со спиральными лезвиями зубьев имеет зубья лишь аксиальные, то подъем, сообщаемый спиралям, делается обыкновенно равным семерному диаметру Ф. Но если Ф., кроме аксиальных зубьев, имеет еще и радиальные, то, при подобном подъеме спиралей, углы пересечения тех и других зубьев получились бы слишком острые, и зубья в этих местах легко искрашивались бы, а потому в таких смешанных Ф. спиралям зубьев сообщается подъем, равный девятерному или десятерному диаметру Ф. В Ф. со вставными зубьями число последних делается значительно меньше, чем на цельных Ф. того же диаметра, потому что для прочного укрепления зубцов в диске Ф. нельзя их размещать слишком близко, а также и потому, что вставные зубья можно сделать настолько прочными, чтобы они могли выносить безопасно более сильные напряжения, приходящиеся на меньшее число зубьев. Обыкновенно придают Ф. со вставными зубцами следующие числа зубьев, мм:------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------| При D = | 50—100 | 125—250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 | 1100 | 1200 ||----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|| При N = | 2—7 | 7—10 | 11 | 13 | 15 | 18 | 21 | 24 | 30 | 36 | 42 | 48 |------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------Для Ф., затачивающихся спереди, определенных соотношений между диаметром и числом зубцов не установлено, но число зубьев на них делается значительно меньшее, нежели на Ф. того же размера, но затачивающихся сзади. Относительно взаимного соотношения между толщиной зубьев Ф. и шириной впадин между ними соблюдаются следующие правила: в Ф., затачивающихся сзади, ширина впадины, по вершинному кругу, делается больше толщины зуба у его основания, чтобы увеличить объем впадин и облегчить выделение стружек. Напротив того, во Ф. затачивающихся спереди, в которых толщина зуба по мере стачивания все уменьшается, а ширина впадины все увеличивается, делают начальную толщину зуба больше начальной ширины впадины. Нарезка зубьев на Ф. производится Ф. же, коим придают наружные очертания, соответствующие внутренней форме впадин. При изготовлении обыкновенных Ф. (затачивающихся сзади) применяется нарезающая Ф. в виде усеченного конуса: ординарного (фиг. 5) или двойного (фиг. 11). В первом случае Ф. эта имеет лишь одну серию зубьев, а во втором — две. При нарезке впадин на фрезерном диске нарезающая Ф. ставится (фиг. 24) так, чтобы производящая ac малого конуса направлена была по радиусу Ф. Угол γ делается обыкновенно равным 52°. Зная этот угол, нетрудно уже определить и прочие элементы зуба, а именно: угол заострения β; угол наклона задней грани 90° — δ; высоту зуба h и толщину его у основания e. Углы заострения зубьев Ф., особенно в средних и малых Ф., получаются при нарезке по описанным правилам слишком острыми; напротив того, углы наклона зубьев к обрабатываемой поверхности получаются слишком большие. Поэтому после нарезки зубьев, согласно фиг. 24, концы их стачивают, как показано на фиг. 25, т. е. снимают заштрихованный уголок зуба, причем получается более тупой угол заострения β1 и более острый угол наклона ε1. По мере срабатывания острия зуба угол заострения его будет еще более увеличиваться, так что, наконец, может сделаться равным прямому углу (фиг. 26). Трение зубцов об обрабатываемую поверхность возрастет, работа, расходуемая станком, увеличится, и обработанная поверхность примет грубый шероховатый вид. Поэтому необходимо поддерживать зубья Ф. всегда в должной степени заострения, и многие производители оттискивают на фрезах надпись: "Точить чаще". Обращаясь снова к фиг. 24, видим, что по углам γ, β и радиусу R Ф. нетрудно уже определить и высоту ее зубьев h из равенства:h = D/2(1 — sinβ/sinγ).Подставляя в это выражение различные значения D и β, получим значение h, а также отношения h/D и h/p.Высота лобовых зубьев принимается лишь от 1/3 до 1/4 высоты аксиальных. Поэтому и режущий угол γ в нарезающих Ф. делается для лобовых Ф. значительно больше; обыкновенно его принимают равным 70°. Нарезка зубьев на Ф. постоянного профиля со спущенными по спиральной поверхности задними гранями зубьев и затачивающихся спереди (фиг. 20), производится коническими же Ф., но с очень малым углом заострения (обыкновенно лишь 22°). Это делается с целью увеличить толщину зубьев, которая по мере службы Ф. все более и более стачивается и уменьшается. Угол заострения зубьев в таких Ф. близок к прямому, т. е. сильно отступает от наивыгоднейшего Ф.; зато угол этот, равно как и угол наклона, благодаря спуску задней стороны зуба по спирали, остаются все время постоянными, и работа их не ухудшается, как это имеет место в обыкновенных Ф. Высота зубьев во Ф., затачивающихся спереди, принимается обыкновенно равною 2/3 их шага. Но при постройке Ф. для специальных работ высота зубцов определяется глубиной профиля, который предстоит воспроизводить. Большая часть Ф. снабжаются центральными отверстиями, которыми они надеваются на цилиндрическую оправку формы (фиг. 27). Затем эта оправка своим коническим хвостом вставляется в гнездо шпинделя фрезерного станка. При малом диаметре Ф. они снабжаются самородными оправками (фиг. 5). Для прочного удержания Ф. на оправках употребляются кольца и гайки. Форма тех и других видна из фиг. 27. Тогда, для большей прочности посадки, в оправку врезается шпонка, а в канале Ф. пробирается соответствующей формы канавка.Весьма большое влияние на успешность и качество работы Ф. оказывает скорость, с которой ее зубья надвигаются на обрабатываемый материал. Так как зубья Ф. получают во время работы двоякого рода движение — равномерное круговращательное около их общей оси и равномерное поступательное (абсолютное или относительное) вместе с этой осью, то различают и два рода скоростей, сообщаемых Ф.: периферическую и поступательную. Аналитическая формула, выражающая работу, расходуемую Ф. [Вывод ее — см. в сочинении В. Кнаббе, "Фреза и ее роль в современном машиностроении".], показывает, что работа эта от периферической скорости Ф. не зависит. Зато толщина снимаемой стружки, а следовательно, и напряжение, испытываемое зубьями Ф., от этой скорости весьма зависят (толщина стружки обратно пропорциональна периферической скорости). Поэтому, представляется выгодным сообщать Ф. возможно большую скорость вращения. Но при чрезмерной быстроте вращения Ф. сильно нагревается и может потерять закал. Ф. старого типа не могли работать со скоростями, большими 150—180 мм в секунду при мягком чугуне и железе и 100—120 мм при стали и твердом чугуне. Ф. современной конструкции работают, не нагреваясь, при скоростях вдвое больших. Различными строителями предлагались периферические скорости для стали и твердого чугуна от 100 до 250 мм в секунду, для железа и мягкого чугуна от 250 до 330, для мягких металлов от 400 до 600 мм в сек. Тем не менее, вопрос о наивыгоднейших скоростях Ф. до сих пор еще не решен удовлетворительно. Высшие скорости допускаются обыкновенно лишь для Ф., затачивающихся спереди, а также для Ф. со вставными зубьями. Затем высшие скорости допускаются при поверхностных работах, т. е. когда Ф. погружена в обрабатываемый материал лишь частью своего диаметра; когда же она работает в нем всем своим диаметром, скорости избираются меньшими. Кроме того, сообразуют величину периферической скорости Ф. с величиной их поступательной скорости (подачи). При проходе начерно избирают меньшие периферические скорости, но зато устанавливают более энергичную подачу и, наоборот, при чистовых работах, работают с большой периферической скоростью при умеренной подаче. Приступая к работе, всегда лучше избирать наивысшие скорости, и лишь заметив, что они вызывают сильное нагревание Ф., уменьшать их до безопасной нормы. Для поступательной скорости, с которой ось Ф. надвигается навстречу обрабатываемому предмету, различные строители и потребители Ф. предлагают скорости от 0,38 мм до 1,05 мм в секунду. Ширина поля действия Ф. изменяется в обширных пределах. При поверхностной обработке аксиальными Ф., она редко превышает 20—30 мм, так как больших запасов на обработку в отливках и поковках обыкновенно не допускается. При фрезеровке по шаблонам углубление Ф. местами может, однако же, выйти и более значительное. При прорезке шпунтов Ф. может работать на поле действия равном целому ее диаметру; равным образом и лобовые Ф. обыкновенно работают целым их диаметром. Огромное влияние на работу Ф. оказывает состояние их зубьев. Скорости, вполне безопасные для Ф. исправной, могут вызвать сильное нагревание Ф. с затупившимися или выкрошившимися зубьями. Юрте и Мицшке поясняют влияние на скорость Ф. их формы и характера производимой ими работы.Немаловажное влияние на работу Ф. оказывает самая форма обрабатываемого предмета, а также положение, какое он занимает относительно Ф. Ф. изготовляются из лучших сортов инструментальной стали. Умеренная подмесь в ней вольфрама или марганца повышает твердость и устойчивость Ф., а потому не должна считаться вредной. Прутья стали берутся несколько меньшего диаметра против требуемого диаметра Ф. От них отрубаются куски несколько большей высоты, чем высота Ф., и затем проковкой под молотом диаметр кружка увеличивается, а высота его уменьшается до требуемых размеров. Нагрев производится до светло-красного каления и проковка продолжается, пока металл не побуреет. Прокованные кружки кладутся для отпуска в отработавшую калильную печь и оставляются в ней до полного охлаждения. Механическая обработка Ф. начинается с просверливания в ней цилиндрического отверстия, которое делается несколько меньшего диаметра, против диаметра оправки. Затем отверстие расширяется разверткой и расшлифовывается наждачным кружком на токарном станке. Затем Ф. обтачивается снаружи. При цилиндрической и конической форме Ф. работа эта производится обыкновенным токарным резцом, при фигурной же форме — фасонными резцами АА, заделанными на соответствующий профиль (фиг. 28). Еще сложнее обточка Ф., долженствующих получить зубья с постоянным углом наклона. Для производства этой работы изобретены специальные станки, в которых резец то приближается, то удаляется от геометрической оси станка и обтачиваемого предмета, и эти периодические его передвижения по направлению к оси и от нее повторяются во время каждого оборота обтачиваемого предмета (в данном случае фрезерной болванки) столько раз, сколько Ф. должна иметь зубьев. Первоначально работа такой фасонной обточки производилась над не нарезанными еще фрезерными болванками, причем получалось тело A, вроде изображенного на фиг. 29, на котором места, очерченные пунктирными линиями, соответствуют будущим впадинам. Вглядываясь в положение лезвия резца B и в стрелки, указывающие направления относительного перемещения обрабатываемого тела (перемещается в действительности не тело, а самый резец), нетрудно заметить, что те части поверхности, которые соответствуют будущим зубьям Ф., обрабатываются при условиях, благоприятных для действия резца, те же ее части, которые соответствуют впадинам, обрабатываются в условиях, совершенно неблагоприятных — не резанием, а скоблением. Ввиду этого, в настоящее время, сначала на черновой фрезерной болванке (имеющей форму правильного тела вращения) нарезаются все впадины, а затем уже производится заточка по спиральным поверхностям задних сторон ее зубьев. Резец работает при этом с перерывами и всегда действует в благоприятных условиях. Из той же фигуры видно, что части поверхности, соответствующие отклонениям резца от оси значительно меньше, нежели части ее, соответствующие надвиганиям резца на ось. Цель этого состоит в том, чтобы получить толстые зубья и узкие впадины, характеризующие Ф. с постоянным углом заострения зубьев. Достигается же это соответствующим устройством приспособления, отводящего резец назад и надвигающего его вперед. Оно состоит, в главнейших чертах, из эксцентрического кулака и пружины. Кулак, действуя на салазки резцового суппорта, плавно приближает их к оси станка (в это время резец обрезает дугу спирального задка зуба); коль скоро кулак окончил свое действие, салазки, под действием давящей на них сильной пружины, отскакивают уже не плавно, а весьма быстро снова в наиболее удаленное от оси их положение (в это время резец не режет, так как под ним проходит нарезанная ранее впадина зуба). Независимо от периодических поперечных перемещений резцового суппорта, он получает непрерывный автоматический продольный самоход по прямой (параллельной или наклонной к оси станка) или кривой линии (для последней цели вводится соответственно заделанный шаблон), благодаря чему зубья получают прямые или криволинейные лезвия. Если поперечные отклонения резцовых салазок производить в направлении не перпендикулярном, а наклонном к оси станка, то получаются Ф. с так называемой косой заточкой, у которых угол, образуемый боковой гранью зуба с обрабатываемой поверхностью, не прямой, а острый, что облегчает работу Ф. Наконец, если, помимо упомянутых уже движений, сообщить обтачиваемой Ф. еще перемещение по спиральной линии, то получатся зубья не только со спущенными по спиральным поверхностям задками, но и с лезвиями, идущими по спиральным линиям. Станок, могущий производить подобную сложную работу, был выставлен на выставке 1893 г. в Чикаго саксонской фирмой И. Е. Рейнекер. Его появление составило целую эпоху во фрезерном деле. Образчиками сложнейших Ф., выделываемых на этом станке и соединяющих в своей конструкции принцип спущенных по спиральным поверхностям задков зубьев с принципом спиральной формы самых лезвий этих зубьев и, сверх того, еще принципом косой заточки, могут служить Ф., изображенные на фиг. 21, 22, 23; назначение этих Ф. уже объяснено выше. После поверхностной обточки фрезерной болванки (при Ф., затачивающихся сзади) приступают к нарезке на ней зубьев. Во Ф. со спирально спущенными задками зубьев работа эта, как уже было замечено, предшествует окончательной обточке. Для нарезки зубьев, Ф. устанавливается на специального устройства фрезерный станок. Форма нарезающей Ф., способ установки нарезаемой Ф. и движения, сообщаемые той и другой из них, обуславливаются формой и типом зубьев изготовляемой Ф., т. е. зависит от того, прямолинейны или криволинейны лезвия зубьев, имеют ли они спиральный уклон с задней стороны или просто плоскую грань. Для уяснения операции нарезки зубьев необходимо прежде ознакомиться с устройством фрезерных станков вообще, поэтому о нарезке зубьев на Ф. будет сказано в конце настоящей статьи. После нарезки на Ф. зубцов она подвергается закалке в воде или масле. Погружение в ванну производится быстро. Ф., имеющие малую толщину по сравнению с диаметром, погружаются на ребро, Ф. высокие — плашмя, чтобы охлаждалось сначала тело Ф., а уже затем ее зубья. Охлаждать в ванне следует до полной потери теплоты, иначе теплота, заключенная в массивной средней части Ф., сообщится зубьям и может их снова разогреть и отпустить. Закаленные Ф. поступают на шлифовальный станок, где затачиваются (наждачными точильными дисками) их зубья.Для работы Ф., как режущими инструментами, требуются фрезерные станки, которые приспособлены для сообщения рабочего круговращательного движения самой Ф. с различными скоростями, а также поступательного перемещения (позади) шпинделю, несущему Ф., или обрабатываемому предмету, или, по желанию, тому и другому из этих органов. Кроме того, станки снабжаются нередко приспособлениями для изменения положения оси фрезерного шпинделя или самого обрабатываемого предмета. Поступательные перемещения фрезерного шпинделя или обрабатываемого предмета могут быть производимы по прямым или кривым линиям, в одном или нескольких направлениях, причем они могут быть вызываемы и прекращаемы от руки или автоматически. Взаимным сочетанием рабочего круговращательного движения Ф. с прямолинейным или криволинейным поступательным перемещением фрезерного шпинделя или обрабатываемого предмета достигается возможность обрабатывать Ф. самые разнообразные поверхности, от характера и степени сложности которых зависит и большая или меньшая сложность потребных для их обработки фрезерных станков. Для обработки предметов небольших размеров и веса применяются фрезерные станки типа, представленного на фиг. 30, называемые ручными, так как все перемещения обрабатываемого предмета производятся в них от руки. Предмет этот закрепляется в тисках, установленных на салазках (7), которые посредством рычага (1), зубчатой шестерни и рейки могут передвигаться по их поддону в направлении, перпендикулярном к оси Ф.; самый же поддон этот, при посредстве рукоятки (2), шпинделя и гайки, может (вместе с верхними салазками) передвигаться в направлении, параллельном оси Ф., будучи направляем ребордами углового стола (4). Наконец, стол (4) вместе со всеми находящимися на нем частями может быть передвигаем в вертикальном направлении по направляющим, прикрепленным к колонне станины. Передвижения стола производятся рычагом (3), причем тяжесть передвигаемых частей уравновешивается противовесом (5). Фрезерный шпиндель помещен горизонтально и приводится во вращательное движение ремнем от привода, при помощи ступенчатого шкива (6) с различными скоростями. На ручных станках можно снимать самую тонкую стружку, притом лишь на небольших протяжениях. Для обработки более крупных предметов, имеющих притом преимущественное развитие в одном каком-нибудь направлении, применяются фрезерные станки типа, представленного на фиг. 31. В них перемещение салазок (1), несущих обрабатываемый предмет в направлении, перпендикулярном оси фрезерного шпинделя, производится уже не от руки, а автоматически, действием привода, состоящего из пары ступенчатых шкивов (2) и (3), из которых первый заклинен на задней оконечности фрезерного шпинделя, универсального шарнира (4) с раздвигающимся телескопически промежуточным валиком, бесконечного винта (5) и винтового колеса (6). Последнее заклинено на оконечности шпинделя верхних салазок стола, пропущенного сквозь неподвижную гайку этих салазок и заставляющего салазки перемещаться в пазах поддона. Обрабатываемый предмет зажимается обыкновенно в тисках (7), укрепленных на салазках в таком положении, чтобы его наибольший размер совпадал с направлением автоматического самохода салазок. Поперечное перемещение поддона (вместе с салазками), равно как и поднятие и опускание стола на станине, производятся от руки. Так как Ф. приходится в таких станках работать на значительном удалении от шпиндельной бабки, то оправка поддерживается на свободном ее конце особым центром, укрепленным в подвесном рукаве (8). Этим предупреждается дрожание Ф. во время работы и обеспечивается плавный ее ход. Если простой ременной передачи оказывается недостаточно, то между ременным шкивом и фрезерным шпинделем включается еще одиночная или двойная зубчатая передача, подобно тому, как это делается в токарных станках. В случаях, когда автоматическая работа Ф. представляется необходимой не только в поперечном, но и в продольном направлении, станок снабжается дополнительным приводом, сообщающим самоход в поперечном направлении; а если, сверх того, желательно иметь автоматический самоход и в вертикальном направлении, то устраивается еще и третий привод. Подобный фрезерный станок с тремя самоходными движениями обрабатываемого предмета, в трех взаимно перпендикулярных направлениях (притом, по желанию, как вперед, так и назад), изображен на фиг. 32.Станок этот снабжен двумя фрезерными шпинделями — вертикальным R и горизонтальным P, могущими притом работать не только поочередно, но и одновременно. Салазки Q вертикального шпинделя могут передвигаться в направляющих шпиндельной бабки O горизонтального шпинделя, благодаря чему можно выносить Ф. R на желаемое расстояние от Ф. P, обуславливаемое формой и расположением поверхностей, подлежащих обработке. Ввиду значительных усилий, которые приходится развивать таким станкам, движущий привод состоит из ременной и двух зубчатых передач, отчетливо видных на рисунке, и может дать шесть различных скоростей. От большого зубчатого колеса (2) вращение передается помещенному выше его зубчатому колесу (1) с очень широкими зубьями, заклиненному на горизонтальном валу. От этого вала парой конических колес вращение передается вертикальному фрезерному шпинделю. Большая ширина зубьев верхнего колеса имеет то назначение, чтобы при выдвигании салазок Q сцепление зубчатых колес не нарушалось. От ступенчатого шкива (5) вращение передается такому же шкиву A, а от него горизонтальному валику R, могущему вращаться в ту или другую стороны или совсем останавливающемуся, в зависимости от того, как будет поставлен перекидной рычаг (6). Посредством валов D, E и конических передач вращение валика R передается поперечному валику, несущему на себе бесконечный винт F. Этот винт приводит во вращение винтовое колесо H, заклиненное на шпинделе нижних салазок стола, и тем вызывает продольный самоход стола и обрабатываемого предмета. Перекидной рычаг S с храповым механизмом служит для перемены направления только что упомянутого продольного самохода или для его совершенной отцепки. От валика E приводится во вращение параллельный ему валик N, от которого бесконечным винтом M и винтовым колесом сообщается вращение шпинделю верхних салазок L, и тем получается поперечный самоход обрабатываемого предмета. Наконец, вертикальные перемещения всему столу сообщаются или от руки (маховиком 6), или автоматически, коническими передачами, скрытыми внутри станины и стола и вращающими винт P'. Винт этот, вращаясь в неподвижной гайке стола, вызывает движения его вверх или вниз. Сняв суппорт W и укрепив вместо него рукав Z, можно подпереть свободный конец фрезерной оправки и тем предупредить дрожание Ф., в случае, когда ей приходится работать с большим вылетом. Для обработки очень тяжелых или больших предметов устраиваются фрезерные станки других типов; из них наиболее распространенный представлен на фиг. 33. Стол этого станка состоит из верхних салазок (1), могущих перемещаться (автоматически в поперечном направлении) по нижним салазкам (2). Эти же последние могут перемещаться, автоматически же, в продольном направлении, по поддону (3). Поддон этот лежит прямо на фундаменте, а потому вполне надежен и устойчив. Обыкновенно верхние салазки таких станков снабжаются еще поворотной платформой (4), которая может быть приведена во вращательное движение (автоматически), чем достигается возможность обрабатывать цилиндрические, конические и другие поверхности вращения. Вертикальный самоход в подобных станках сообщается уже не столу, а фрезерному шпинделю, который с этой целью помещается в салазках A, могущих двигаться автоматически по направляющим HH вертикальной станины станка. Обрабатываемому предмету, уложенному на стол (4), могут быть сообщаемы в описываемом станке автоматические перемещения: абсолютные — в двух горизонтальных взаимно перпендикулярных направлениях и по дуге круга и относительное — в вертикальном направлении. Станки эти дополняются еще иногда приспособлением, дозволяющим двигать салазки с укрепленным на них предметом по сложным кривым и тем дающим возможность производить так называемые копировальные работы. Таким образом, станки описываемого типа (их называют станками по типу долбежных, так как в устройстве самоходов стола они весьма сходны с сими последними) пригодны для производства разнообразнейших работ. Движение от потолочного привода передается шкивам I, II и ступенчатому барабану P, а от него, при посредстве ступенчатого шкива O, двойного зубчатого перебора и конических колес, вертикальному фрезерному шпинделю C, несущему Ф. (8). Шкив передает вращение шкиву M и его горизонтальному валику, от которого движутся все самоходы станка, а именно: вертикальный самоход салазок A (шпинделем K и двумя винтовыми передачами, видными на рисунке) и горизонтальные самоходы салазок (1) и (2) стола. Последние вызываются валиком R, винтовой передачей и несколькими цилиндрическими зубчатыми передачами, движущими шпиндели продольных и поперечных салазок. Кроме того, от этих же передач вращается валик (10), вызывающий (винтовой передачей) вращение платформы (4) верхних салазок. Трубка T подводит к Ф. непрерывную струю воды. Салазки A уравновешены противовесами и направляются в их движении штангами DD. Рукоятка S служит для изменения направления хода автоматических подач или для совершенной их остановки. Если станок описанного типа предназначается также и для копировальных работ, то он снабжается для этого дополнительным приспособлением, дающим возможность двигать верхние салазки стола по кривым линиям любого заданного профиля. На фиг. 34 изображен один из видов подобного копировального приспособления. Оно состоит из коленчатого рычага AB, связанного тягой E с нижними салазками F и несущего на себе противовес C. Если освободить салазки от шпиндельного винта, служащего при обыкновенных работах для их передвижения по станине станка, то противовес C будет стремиться оттягивать салазки по направлению стрелки. Приспособление это дополняется роликом, укрепленным на конце кронштейна K, привернутого наглухо к станине H, и шаблоном, прикрепляемым к верхним салазкам L. На фиг. 35 представлен второй (также очень распространенный) тип фрезерного станка для обработки крупных предметов, устроенный по типу строгального станка. Обрабатываемый предмет устанавливается в этом станке на санях F, устроенных совершенно подобно саням продольно-строгального станка и получающих продольное перемещение при посредстве зубчатой рейки и шестерни. Разница лишь в том, что продольное движение стола здесь, как подача, совершается с уменьшенной скоростью и лишь в одном направлении (а не вперед и назад, как в строгальном станке). Движение же в поперечном горизонтальном, а также в вертикальном направлениях сообщается фрезерному шпинделю L. С этой целью его суппорт E помещен подвижно (в горизонтальном направлении) на поперечине A, сама же поперечина может перемещаться вертикально по стойкам BB. Оба эти движения фрезерного суппорта могут производиться автоматически. Механизм, передающий рабочее вращательное движение шпинделю B, устроен так, что действие его не зависит от положения, какое занимает на поперечине A суппорт E. Исходным органом всех самоходов и рабочего движения в этом станке служит вертикальный валик, передающий вращение ходовому валу (1) и шпиндельному винту (2). Первый вызывает круговращательное движение фрезерного шпинделя, второй — самоходную горизонтальную подачу суппорта E. Кроме того, валик D движет, при посредстве цилиндрической (1—2) и двух конических передач, вертикальные шпиндельные винты, скрытые в стойках BB и вызывающие вертикальный самоход поперечины A. Наконец, на нижнем своем конце валик D движет механизм самоходной подачи саней F. Продольный самоход может быть очень велик, но длина поперечного ограничивается длиной поперечины A, которая, по конструктивным соображениям, не может быть сделана слишком большой. Для обработки очень громоздких предметов, коих не только передвижение во время самой работы, но и самое переворачивание затруднительны, фрезерные станки устраиваются так, что обрабатываемый предмет остается неподвижным, а фрезерный суппорт получает, кроме рабочего движения, все три рода подач. На фиг. 36 представлен фрезерный станок, в котором предмет во время его обработки остается безусловно неподвижным (станки этого типа носят название горизонтально-фрезерных, а также фрезерно-сверлильных). Фрезерный суппорт A этого станка может работать в горизонтальном и наклонных положениях (приспособление для его поворачивания в вертикальной плоскости видно на рисунке). Кроме рабочего круговращательного движения, шпиндель этот может еще перемещаться (автоматически) вдоль его оси, что бывает необходимо при растачивательных и сверлильных работах. Затем платформа, на которой укреплен шпиндель, может перемещаться вертикально и автоматически по направляющим BB вертикальной стойки станка; эта же последняя может перемещаться, горизонтально и автоматически, по направляющим CC поддона, лежащего неподвижно на фундаменте. Таким образом, длина горизонтального самохода стойки по поддону обуславливается длиной последнего, а длина вертикального самохода — высотой стойки. Передвижение фрезерного шпинделя вдоль его оси также устраивается на значительную длину, а чтобы он не прогибался, передний конец его вводится иногда в направляющий подшипник особой поддерживающей стойки, устанавливаемой неподвижно на станке. Все роды движения в описываемом станке производятся электромотором D, видным на фигуре и разделяющим все движения стойки станка. Иногда таких станков устанавливается на общей фундаментной платформе два или три, причем поддоны их располагаются под прямыми углами. Таким образом получается возможность обрабатывать предмет со всех сторон, не прибегая к его перестановке. Кроме гладких фрезерных работ, т. е. фрезеровки плоскостей (горизонтальных, вертикальных и наклонных), на станках описываемого типа можно растачивать паровые цилиндры, рассверливать подшипниковые гнезда, сверлить дыры и т. п. Кроме описанных, существует множество фрезерных станков узкоспециального назначения, число которых с каждым днем увеличивается. Некоторые из них сделались необходимыми в каждой отрасли машиностроения. Таковы фрезерные станки для выделки Ф., метчиков и американских сверл и станки для нарезки зубьев на зубчатых колесах. Коснемся здесь хотя бы вкратце станков, применяемых для нарезания зубьев на Ф. Они устраиваются различно, в зависимости от характера и сложности этой работы, которая обуславливается типом нарезаемых Ф. Простейший случай при этом тот, когда Ф. должна получить аксиальные зубья с прямолинейными лезвиями. При нарезке таких зубьев, ось нарезающей Ф. остается во время работы неподвижной и необходимо лишь сообщить прямолинейное поступательное перемещение нарезаемой Ф. вдоль ее оси. К этому простейшему случаю относится нарезка на Ф. зубьев, задние стороны которых спущены по спиральной поверхности, каков бы ни был профиль режущего лезвия этих зубьев, так как впадины между зубьями на таких Ф. всегда прямолинейны. Второй, более сложный случай — тот, когда лезвия зубьев нарезаемой Ф. изогнуты по спирали. Ось нарезающей Ф. и в этом случае может оставаться неподвижной, но нарезаемой Ф. необходимо сообщить сложное движение по спирали, для чего ее приводят одновременно в прямолинейно-поступательное и вращательное движения, надлежаще комбинируя оба эти рода движения. Третий, самый сложный случай — тот, когда лезвия зубьев нарезаемой Ф. хотя и остаются в одной плоскости, но имеют криволинейную форму, притом впадины между этими зубьями очерчены кривыми же линиями, параллельными лезвиям зубьев. В этом случае приходится сообщать передвижения не только нарезаемой, но и нарезающей Ф. и двигать последнюю по кривым самых прихотливых форм. Сверх того, какой бы тип Ф. ни нарезался, необходимо иметь в распоряжении приспособление, которое бы дозволяло, после каждой прорезанной впадины, поворачивать нарезаемую Ф. около ее оси на некоторый определенный угол, определяемый числом нарезаемых зубьев. Для работ первых двух категорий может быть применен один и тот же станок, но для работ третьей нужен особый станок. Станки первого рода, известные под названием универсальных фрезерных (так как, кроме Ф., на них изготовляются и другие режущие инструменты), представляют собой тип обыкновенного фрезерного станка, с неподвижной осью фрезерного шпинделя и со столом, самоходным в одном направлении (перпендикулярном к оси фрезерного шпинделя). Но они дополнены еще приспособлением, дающим возможность сообщать обрабатываемому предмету непрерывное вращательное движение около его собственной оси, а также производить поворачивание его (во время перерывов работы) на определенную часть окружности. Приспособление это, называемое делительной бабкой, устанавливается на верхних подвижных салазках стола. Тип подобного станка представлен на фиг. 37, а делительная его бабка изображена отдельно, в трех различных видах, на фиг. 38.Нарезаемая Ф. надевается на выдающийся конец шпинделя A или же насаживается на оправку, которая хвостом своим вставляется в гнездо шпинделя. Шпиндель помещен в коническом гнезде коробки B, так что может в ней вращаться. На заднем своем конце он несет винтовое колесо D, приводимое во вращение бесконечным винтом E, заклиненным на поперечном валике F. Посредством пары конических колес 5—6 и сменных цилиндрических колес 4—3—2—1 валик F (а следовательно, и шпиндель A) получают непрерывное вращательное движение от шпинделя верхних столовых салазок. Можно сообщать шпинделю повороты и от руки, на желаемую часть окружности, при посредстве рукоятки H, руководствуясь показаниями делительного круга G. Коробка B подвешена на цапфах к стенкам охватывающей ее коробки CC и может поворачиваться в вертикальной плоскости; ось цапф совпадает с осью валика F, благодаря чему, какое бы положение ни придано было коробке B, сцепление винта D с колесом E не нарушается и шпиндель A во всяком его положении может получать вращательное движение. Сообщенный шпинделю наклон поддерживается зажимными винтами, пропущенными сквозь дугообразные прорезы стенок ее, видные на рисунке. Коробка CC укреплена неподвижно на салазках K, которые получают продольный самоход по поддону L, который может поворачиваться в горизонтальной плоскости на нижних салазках стола и устанавливаться под различными углами наклона к оси шпинделя нарезающей Ф. Благодаря описанному устройству, можно сообщать оси нарезаемой Ф. различные углы наклона и в любом из сообщенных положений сообщать ей непрерывное круговращательное движение. Приведя же одновременно в поступательное движение салазки с бабкой, можно сочетанием этих двух движений перемещать каждую точку на поверхности нарезаемой Ф. по спиральной линии, подъем которой определяется надлежащим подбором сменных колес (2) и (3). Так как при нарезании впадин на Ф. требуется погружать нарезающую Ф. в нарезаемую на точно определенную и постоянную глубину, то для удобства отсчитывания этой глубины шпиндель, вращением которого вызывается поднятие и опускание стола станка, снабжается делительным кругом. Приемы фрезерно-нарезных работ выясняются лучше всего на примерах. Положим, что требуется нарезать цилиндрическую Ф. в. 100 мм диаметром о 26-и аксиальных зубьях, имеющих прямолинейные лезвия и затачивающихся с задней стороны. Так как такую Ф. не потребуется приводить при нарезке в наклонное положение, то обточенная начисто Ф. насаживается на оправку, которая вставляется в гнездо шпинделя A, а на другом конце подпирается второй, поддерживающей бабкой M, видной на фиг. 37. Передача от рукоятки H делительного прибора к шпинделю A для каждого станка есть величина вполне определенная — она обыкновенно делается = 40, т. е. 40 полных оборотов рукоятки H соответствуют одному полному обороту шпинделя A. Поэтому в нашем случае, после нарезки каждой впадины, необходимо повернуть рукоятку на 40/26 или на 17/13 частей полного ее оборота. Если на делительных кругах, прилагаемых к станку (фиг. 37), не находится делительных окружностей с 13 точками, то можно воспользоваться окружностями с кратным числом точек, например с 26, 39, 52 и т. д. точками. Положим, взят кружок с 52 точками делений, значит для нарезки каждой новой впадины придется повернуть рукоятку H на 128/52 оборота, т. е. на один полный круг и 28 делений (точек). Глубина впадин для Ф. данных размеров = 11 мм. Соотношение между числом оборотов рукоятки столового делительного прибора и числом оборотов шпинделя, поднимающего стол, делается обыкновенно таким, чтобы один полный оборот рукоятки вызывал поднятие или опускание стола на 0,1 дюйма = 2,54 мм. Следовательно, для погружения нарезающей Ф. в нарезаемую на 11 мм нужно заставить стол подняться на эту величину, а для этого сделать 11/2,54 или 41/3 оборота рукоятки. Установив нарезаемую Ф. на должной высоте, передвигают салазки по направлению оси нарезающей Ф. вперед или назад, пока геометрическая ось оправки, т. е. линия, соединяющая центры бабок C и M, не придет на вертикальную плоскость ΜΝ большого основания конуса нарезающей Ф. (фиг. 39). При таком взаимном расположении Ф. передние грани нарезаемых зубьев примут радиальные направления. При этом предполагалось, что нарезается правая Ф.; если же требуется Ф. левая, то нарезающей Ф. следует сообщить положение, обозначенное пунктиром (взяв притом левую Ф.). Установив затем рукоятку делительного прибора на нулевое деление круга, вставляют в дырочку круга пружинящий штифт рукоятки и этим предупреждают самовольное поворачивание нарезаемой Ф. во время работы. Сделав эти приготовления, приводят во вращение нарезающую Ф., а салазкам сообщают прямолинейный самоход. Тогда зубья нарезающей Ф. прорежут на нарезаемой Ф. канавку заданной глубины. Если требуется нарезать не аксиальные, а лобовые зубья, то нарезающая и нарезаемая Ф. приводятся в относительное расположение, представленное на фиг. 40., и вместо сообщения горизонтального самохода салазкам сообщают вертикальное перемещение всему столу (обыкновенно прямо от руки). При нарезке аксиальных зубьев на конических Ф., установка отличается от описанных выше тем, что оси нарезаемой Ф. (см. фиг. 41) сообщается наклон к горизонту под таким углом, чтобы ребро, ограничивающее снизу впадину между зубьями, приведенное в вертикальную плоскость OP, образуемую большим основанием конуса нарезающей Ф., в то же время находилось в горизонтальной плоскости ΜΝ, касательной к этому основанию. Нарезаемая Ф. движется горизонтально по самоходам верхних салазок стола. Нарезка лобовых зубьев на конических Ф. ничем не отличается от нарезки подобных же зубьев на цилиндрических Ф. Нарезка Ф., затачивающихся спереди (хотя бы лезвия их зубьев были и фигурной формы), производится буквально таким же способом, как аксиальных цилиндрических Ф. с прямолинейными зубьями, затачивающимся сзади. Нарезки Ф. со спирально изогнутыми лезвиями зубьев требует уже специальной установки. Нарезающая Ф. должна в этом случае иметь форму двойного конуса. Нарезаемая Ф. получает перемещение во время работы уже не по прямой, а по спиральной линии. Пусть требуется нарезать 12 спиральных зубьев на Ф. в 50 мм диаметром и 80 мм высотой; глубина зубьев при этих условиях должна равняться 3,85 мм. Подъем спирали (так как Ф. имеет лишь аксиальные зубья) должен равняться семерному диаметру Ф., т. е. 350 мм. Соотношение между шагом винтовой нарезки на шпинделе верхних салазок и передачей от бесконечного винта винтовому колесу шпинделя, несущего нарезаемую Ф., в универсальных фрезерных станках делается обыкновенно таким, что если все передаточные колеса 1, 2, 3, 4 выбраны будут одинакового диаметра, то одному полному обороту шпинделя A и нарезаемой Ф. соответствует продольное его перемещение (вместе с салазками) на 10 дюймов (254 мм). Другими словами, без применения зубчатых колес, изменяющих передачу, все точки на поверхности нарезаемой Ф. описывают спирали с подъемом в 254 мм. А так как в нашем случае требуется, чтобы они описывали спирали с подъемом в 350 мм, то значит, вращение шпинделя A должно быть замедлено в отношении 350/254=1,37. По таблице сменных колес, прилагаемой к каждому станку, этому условно удовлетворяют колеса с 64, 40, 48 и 56 резцами, так как (64×48)/(40×56)=1,37. Эти колеса и устанавливаются в передаточный перебор. Затем определяется угол наклона спирали — подсчетом (принимая в соображение, что тангенс этого угла равняется отношению развернутой окружности Ф. к длине подъема спирали) или графически, построив прямоугольный треугольник, коего катеты равнялись бы один — подъему спирали, другой — окружности Ф. На этот угол поворачиваются верхние салазки. Затем, перемещая салазки с бабкой и нарезаемой Ф. в направлении, параллельном оси нарезающей Ф., добиваются, чтобы прямолинейная производящая ΜΝ одного из конусов нарезающей Ф. (которого именно — это зависит от того, правая или левая Ф. нарезается) прошла через ось нарезаемой Ф. (фиг. 42). Затем, уже описанным выше способом подсчитывается и приводится в исполнение вертикальный подъем стола на величину, равную глубине нарезаемых впадин. Затем остается погрузить штифт рукоятки делительного прибора в нулевую дырочку делительного круга и сообщить нарезающей Ф. рабочее круговращательное, а нарезаемой Ф. — поступательное и одновременно с ним вращательное движения. Для нарезки зубьев на фасонных Ф. старого типа, у которых впадины между зубьями очерчены по кривым, параллельным лезвиям зубцов, требуется специальный станок, в котором нарезающей Ф., кроме рабочего круговращательного движения, могут быть сообщаемы еще поступательные перемещения, вместе с осью, по кривым линиям, соответствующим профилю нарезаемых зубьев, при помощи соответствующих шаблонов. Подобный станок (фиг. 43) от универсального фрезерного отличается, главным образом, устройством фрезерного шпинделя, могущего принимать во время работы различные положения. Шпиндель этот (A), несущий на себе движущий его ступенчатый шкив K, помещен в салазках B, могущих скользить в вертикальных направляющих бабки C. Бабка же эта может передвигаться горизонтально в направляющих станины G станка. Салазки B сочленены шарнирно с кольцом E1, надетым на рычаг D, снабженный рукояткой и противовесом L. Рычаг этот укреплен (шарнирно же) в вилке E, могущей вращаться около вертикальной оси, благодаря чему можно сообщать ему качания около его точки привеса, как в вертикальной, так и в горизонтальной плоскостях. Все эти перемещения рычага передаются и сочлененным с ним салазкам B, а следовательно, и фрезерному шпинделю, и надетой на оконечности последнего Ф. S. А чтобы перемещения рычага и Ф. соответствовали в точности контуру нарезаемой Ф. и глубине впадин, которые на ней нужно нарезать, к рычагу подвешен каточек D1, опираемый на шаблон F. Шаблон этот зажимается неподвижно в тисках, прикрепленных к верхним салазкам станка. Размеры контура шаблона увеличены сравнительно с размерами контура нарезаемой Ф. в отношении разности расстояний этой Ф. и шаблона от точки качания рычага. Таким образом, установив на верхних салазках станка делительную бабку, а в ней нарезаемую Ф., и оставляя последнюю неподвижной, приводят во вращение нарезающую Ф. и катят ее (действуя на рукоятку рычага) по поверхности нарезаемой Ф., опирая все время ролик D1 на шаблон F. Чтобы нарезающая Ф. могла свободно следовать всем изгибам профиля, необходимо сообщить ей радиус, меньший радиуса закругления самого мелкого из контуров, по которым очерчен профиль зубьев нарезаемой Ф. Шаблоны изготовляются для каждой нарезаемой Ф. особо, для чего на фрезерный шпиндель, вместо Ф., надевают ролик равного с ней диаметра, в рычаг, вместо ролика, закрепляют карандаш, а в тисках, вместо шаблона, лист латуни, из которого шаблон должен быть вырезан. Тогда, водя рычагом, заставляют ролик бежать по контуру нарезаемой Ф., причем карандаш чертит тот же контур на латунном листе. Остается вырезать на листе этом контур и осадить лист в тисках на глубину, пропорциональную желаемой глубине впадин на Ф.Хотя первый толчок развитию фрезерного дела и первые идеи многих усовершенствований принадлежат американским машиностроителям, но в деле применения Ф. первенствующее место принадлежит, бесспорно, Германии. Довольно сильно развито фрезерное дело также в Бельгии, слабее в Австрии, Франции и Швейцарии. В России, за последнее десятилетие, сделано в этом отношении довольно много, но все-таки далеко еще не столько, сколько бы можно было ожидать по размерам и оборотам ее механического производства.В. Кнаббе.
Для специальных работ применяются Ф. с короткими зубьями, типов, изображенных на фиг. 2 и 3. Первая из них служит для пробирания шпунтов и называется прорезной, вторая употребляется для отделения от обрабатываемого предмета кусков, действует наподобие круглой пилы и называется разрезной Ф. На фиг. 4 и 5 изображены конические аксиальные Ф.; первая из них применяется для обработки плоских и кривых поверхностей, ширина которых менее длины зубьев Ф.; вторая — для выбирания шпунтов с угловым профилем. Из класса радиальных или лобовых Ф. наиболее употребительны следующие: лобовая Ф. с зубьями, нарезанными в самой массе ее тела и расположенными по радиусам одного и того же круга (фиг. 6), и Ф. с таковыми же вставными зубьями (фиг. 7). Та и другая употребляются для обработки плоскостей, перпендикулярных к оси Ф. К третьему классу фрез, названных выше смешанными, относится наибольшее число их разновидностей. Из них наиболее употребительны следующие: аксиально-лобовые Ф., представляющие соединение двух основных типов и работающие одновременно и аксиальными и лобовыми зубьями. Типы их представлены на фиг. 8 и 9. Ф. первого типа применяются для пробирания или расфрезовки шпунтов; Ф. второго типа — для обработки двух смежных, взаимно перпендикулярных плоскостей. Отличие их состоит лишь в различном развитии аксиальных зубьев. Ф. фиг. 8, равно как и фиг. 5, представляют тип фрез с самородными оправками. К этому же классу смешанных Ф. принадлежат Ф. со спиральными зубьями, почти совершенно вытеснившие из употребления Ф. с прямыми зубьями типа, изображенного на фиг. 1. Подобная Ф. представлена на фиг. 10. Название спиральной она получила вследствие того, что ребра ее зубьев (аксиальных) направлены не по ребрам цилиндра, а по спиралям с очень крутым подъемом. Цель такого расположения зубьев та, чтобы, прежде чем один зуб закончит работу, следующий за ним уже начинал свою работу.Из многочисленных разновидностей фасонных Ф., зубья которых заделаны по ломанным или кривым линиям, наичаще употребляются типы Ф., представленные на фиг. 11, 12, 13 и 14. Первая из этих Ф. употребляется для нарезания зубцов на Ф.; вторая — для пробирания канавок между режущими лезвиями в спиральных (американских) сверлах; третья и четвертая — для нарезки зубчатых колес. Во всех этих случаях зубцам Ф. сообщаются наружные очертания, соответствующие форме тех углублений, которые они должны воспроизвести. Кроме фасонных Ф. простейших профилей (фиг. 11—14), употребляются Ф. и с более или менее сложными профилями, примерами которых могут служить Ф., изображенные на фиг. 15, 16 и 17. На последней фиг. представлен, кроме самой Ф., и обрабатываемый ею предмет, причем видно, что зубьям Ф. сообщается профиль, негативный по отношению к тому, какой желают сообщить обрабатываемому предмету. Так как закалка крупных стальных Ф. весьма затруднительна (они сильно коробятся), то трудно было бы построить для обработки больших поверхностей цельную Ф., поэтому устраиваются сборные Ф., представляющие соединение нескольких Ф. на одной общей оси. Ф., представленная на фиг. 18, состоит из 7 отдельных Ф. Фрезы, представленные на фиг. 15 и 17, также сборные; первая состоит из трех, вторая из двух отдельных Ф. Кроме разделения по форме профиля режущих ребер их зубьев, Ф. разделяются еще по форме поперечного сечения зубьев, которой обуславливается тот или другой способ затачивания иступившихся зубьев. Режущий угол зубьев, которому сообщается наивыгоднейшая для работы величина, должен поддерживаться во Ф. возможно постоянным. Это достигается путем стачивания одной из граней, образующих этот угол. Ф. затачиваются или с задней стороны зубьев, или же с передней. У первых из них зубьям придается поперечное сечение в форме неправильного четырехугольника abcd (фиг. 19) с режущим углом abc. Требуемая острота зуба поддерживается в этом случае параллельным стачиванием грани bc, лежащей позади режущего ребра зуба (см. стрелку, указывающую направление вращения Ф.).У Ф. второго типа зубьям сообщается поперечное сечение в виде четырехугольника abcd (фиг. 20), в котором сторона bc не прямолинейна (как на фиг. 19), а криволинейна, причем кривая эта (логарифмическая спираль) имеет такой характер, что в каждой своей точке образует один и тот же постоянный угол с радиусом Ф., проведенным через эту точку. Поэтому, если стачивать такой зуб по радиальным плоскостям, обозначенным на фиг. 20 пунктирными линиями и лежащими впереди режущего лезвия зуба, то режущий угол этого лезвия будет сохранять постоянно одну и ту же величину, каков бы ни был профиль самого режущего лезвия зуба.При Ф., затачивающихся сзади (фиг. 19), постоянство угла заострения может быть соблюдено более или менее лишь при прямолинейных лезвиях зубьев. При ломанных же или кривых лезвиях зубьев, поддерживать постоянство углов заострения путем задней заточки становится делом совершенно невыполнимым, при заточке же спереди, по радиальным плоскостям, работа производится с одинаковой уверенностью и успехом, как бы ни была сложна форма режущих лезвий зубьев. В легкости заточки состоит огромное преимущество Ф., затачивающихся спереди. Принцип спиральной заточки задних поверхностей зубьев Ф., обеспечивающий зубьям постоянство угла их заострения, применялся первоначально лишь к простейшим типам Ф., именно к тем, лезвия зубьев которых (прямолинейные или криволинейные) лежат в плоскостях, проходящих через ось Ф. В новейшее время он применен и к таким Ф., криволинейные лезвия зубьев которых не лежат в радиальных плоскостях. Об этом будет сказано ниже. Φ., изображенные на фиг. 1, 2, 3, 4, 5, 6, 8, 9, 10, 11, 15, принадлежат к типу затачивающихся сзади, а Ф. фиг. 12, 13, 14, 16, 17 — к типу затачивающихся спереди. Примерами наиболее сложных (по способу приготовления) Ф. с постоянным режущим углом и лезвиями зубьев, не лежащими в радиальных плоскостях, могут служить Ф., представленные на фиг. 21, 22 и 23. Первая из них есть аксиальная Ф. для гладких работ (устраивавшаяся первоначально по виду фиг. 1, а затем по типу фиг. 10). Φ., представленные на фиг. 22, предназначаются для фасонных работ, а Ф., изображенные на фиг. 23 — для нарезки впадин на винтовых зубчатых колесах.Характер поверхностей, воспроизводимых Ф., зависит, во-первых, от очертания режущих лезвий зубцов Ф., во-вторых — от характера движения, сообщаемого оси Ф. или обрабатываемому предмету во время работы. Ф. с прямолинейными зубьями, движимая по прямой линии, воспроизводит плоскость; Ф. с криволинейными зубьями, движимая по прямой линии, воспроизводит кривую поверхность. Двигая Ф. с прямолинейными зубьями по кривой линии, можно воспроизводить кривые поверхности; двигая же по кривой линии Ф. с криволинейными зубьями, можно воспроизвести сложные кривые поверхности двоякой кривизны. Во всех этих случаях результаты получаются те же самые, если вместо того, чтобы двигать Ф., будем двигать обрабатываемый предмет ей навстречу, оставляя ось Ф. неподвижной. Из этого видно, что, комбинируя различным образом вращательное движение Ф. с поступательным перемещением ее оси (абсолютным или относительным), можно производить весьма разнообразные работы, как, например: обрабатывать плоскости, отбирать четверти, пробирать шпунты, разрезать на части, выбирать цилиндрические и иных форм гнезда, обрабатывать цилиндрические и конические поверхности выпуклые и вогнутые, кривые поверхности одиночной и двоякой кривизны, воспроизводить винтовые поверхности и т. п. В течение долгого времени господствовало убеждение, что Ф. есть инструмент весьма дорогой, стоимость которого может вынести, без значительного повышения цены изделий, только массовое производство. Достаточно сказать, что в прежних Ф. зубья нарезались вручную напилками или продалбливались на долбежных станках; затачивание иступившихся зубьев производилось также от руки напилками. Для этого приходилось сначала отпустить Ф., а после запиловки зубьев вновь ее закалить, что, при мелкости зубьев, составляло операцию весьма трудную. Поэтому, обыкновенно работали Ф. без подтачивания ее иступившихся зубьев, до тех пор, пока она совершенно не переставала снимать стружку. При этом удовлетворительную работу Ф. могла производить лишь в первое время, а потом работа получалась все более и более несовершенной. В настоящее время все это изменилось; выработан новый, рациональный тип Ф., допускающий правильную их постройку и поддержание в исправности механическими способами; изобретены точила, могущие затачивать зубья Ф., не прибегая к отжигу последних. Кроме того, изменился постепенно и самый принцип применения Ф. Вместо мелких Ф. сложных профилей стали применяться преимущественно крупные Ф. с простыми профилями, которые и строить и содержать в порядке во время работы гораздо легче. В случаях, когда обрабатываемые поверхности имеют сложную форму, вместо того, чтобы прибегать к сложной форме Ф., стали сообщать оси работающей Ф. (простой формы) соответствующие перемещения во время работы. Увеличение размеров Ф. и упрощение их профиля вызвало, правда, увеличение размеров и силы станков, приводящих их в движение, и усложнило значительно их конструкцию, но при современном состоянии машиностроительной техники обе эти задачи уже не могут представить особых затруднений. Благодаря всему этому, Ф. постепенно превратилась в универсальный инструмент, способный выполнять всевозможные рядовые работы и успешно конкурировать с резцами не только строгальными и долбежными, но и с токарными и сверлильными. Рабочее движение Ф. есть непрерывно-круговращательное, а потому единственный орган станка, долженствующий находиться с ней в непосредственной связи, есть вращающийся шпиндель. Шпиндель этот легко выдвигать из станка и тем изменять район действия Ф. Этим сокращается до минимума число перестановок обрабатываемого предмета. Так как работа, преодолеваемая Ф., распределяется между несколькими зубьями, то изнашивание каждого отдельного зуба происходит не так быстро, как в резцах с одним лишь лезвием. Ф. может работать той или другой своей поверхностью или одновременно несколькими поверхностями, чем сокращается число проходов, нужных для выполнения работы. Хотя каждый отдельный зуб Ф. снимает лишь незначительную стружку, но, благодаря большому числу одновременно действующих зубьев и отсутствию абсолютных перерывов в их работе, общая работа всех зубьев получается весьма значительной; благодаря же возможности погружать Ф. в обрабатываемую поверхность на значительную глубину, Ф. можно снимать за один проход такие количества металла, которые обыкновенными резцами можно снять лишь за несколько проходов. Поверхности, обработанные Ф., глаже и чище поверхностей, обработанных строгальными и долбежными резцами, и вообще не требуют дополнительной ручной отделки [См. Кнаббе, "Ф. и ее роль в современном машиностроении".]. Время, затрачиваемое на обработку металлов Ф., значительно меньше времени, затрачиваемого на ту же работу долбежным и строгальным резцами, и этот выигрыш во времени увеличивается еще тем обстоятельством, что перерывы, вызываемые необходимостью сменять для заточки строгальные и долбежные резцы, при фрезерной работе почти не существуют, и, кроме того, установка обрабатываемого предмета на станке во фрезерных станках гораздо проще. Фрезерные станки, хотя выходят вообще несколько сильнее строгальных и долбежных, соответствующих той же работе, но, благодаря большей быстроте и универсальности их работы, общий расход работы, а потому и удельный ее расход (т. е. расход работы, потребной на снятие 1 кг стружки в час) в них всегда меньше, нежели в этих последних. Поэтому, при устройстве новых механических мастерских предоставляется возможность необходимое для годичной их производительности число строгальных и долбежных станков заменить значительно меньшим числом станков фрезерных и тем уменьшить площадь мастерской, стоимость ее оборудования и расходы на дальнейшее ее содержание. Благодаря возможности получать с фрезерных станков изделия с правильными поверхностями, вполне чистыми ребрами и углами, чего никогда нельзя достигнуть при обработке строгальным и долбежным резцами, представляется возможность сократить до минимума расход на дополнительную ручную отделку и пригонку. Фрезерные работы введены в настоящее время уже во всех отраслях общего [Общее машиностроение приводится здесь в противоположность специальному, в котором фрезерные работы применяются уже давно (такова, например, фабрикация швейных машин, огнестрельного оружия, велосипедов и т. п.).] машиностроения и захватывают год от году все более и более обширные районы, например на паровозостроительных заводах, в железнодорожных мастерских, при постройке паровых машин, на заводах, строящих механические станки для обработки металлов и дерева, на заводах машин горного дела, машин прядильно-ткацких, на электротехнических заводах, инструментальных, строящих типографские машины и др. Ф. применяются в таких многочисленных и разнообразных частях механизмов, перечисление которых невозможно в настоящей статье. Что касается заводов с массовым производством идентичных специальных изделий, например ружей, револьверов, велосипедов, швейных машин, водомеров, машинок для стрижки и т. п., когда требуется изготовление каждой части механизма с такой правильностью и точностью, чтобы она могла быть поставлена без пригонки в любой механизм, то на них фрезерные станки составляют почти исключительное их оборудование. На этого рода производствах исключительно употребляются фасонные Ф. с не изменяющимися профилями их зубьев.Правильное конструирование Ф. составляет первое условие их успешной и выгодной работы; здесь будут приведены главнейшие основания, выработанные на этот предмет теорией и практикой. Всякая фрезерная работа может быть выполнена, с одинаковой затратой движущей силы, Ф. как большого, так и малого диаметра. Вид воспроизводимых Ф. поверхностей, обуславливаемый формой зубьев и видом той линии, по которой двигается ось Ф. во время работы, также от диаметра Ф. не зависит. Это позволяет заключить, что диаметр Ф. может быть избран произвольно. Однако, зубья Ф. малого диаметра описывают в пределах поля действия Ф. [Полем действия Ф. условленно называть толщину слоя металла, захватываемого зубьями Ф. во время ее работы.] траектории более короткие, нежели те, которые описываются зубьями Ф. большого диаметра. Вследствие этого, при одинаковых периферических скоростях, малая Ф. не так сильно нагревается и не так скоро тупится, как большая. Путь, который должна пройти ось Ф. (или, что то же самое, обрабатываемый предмет навстречу Ф.), считая от того момента, когда первый зуб Ф. коснется обрабатываемого слоя, до того момента, когда последний ее зуб оставит этот слой, также тем короче, чем меньше диаметр Ф.; а потому и с точки зрения сокращения времени работы Ф. малого диаметра выгоднее Ф. большого диаметра. Вдобавок, Ф. малого диаметра дешевле Ф. большого диаметра и при закалке коробятся менее, нежели эти последние. С другой стороны, при том же числе зубьев, с уменьшением диаметра Ф., зубья эти делаются все тоньше, а потому теряют в прочности. Если же уменьшить число зубьев с таким расчетом, чтобы толщина их не уменьшилась, то увеличивается работа, приходящаяся на долю каждого зуба, а следовательно, и его изнашивание. Затем, на диаметр Ф. оказывает влияние и высота поля действия, в котором ей предстоит работать. Диаметр Ф. должен быть, по крайней мере, равным высоте поля действия; принимая же в соображение уменьшение диаметра вследствие стачивания зубьев, он должен даже превосходить высоту поля действия. Далее, при значительной высоте Ф. нельзя сделать ее слишком тонкой, так как, во-первых, она покоробится при закалке, во-вторых, будет недостаточно прочна; высота же Ф. непроизвольна и определяется предстоящей ей работой. Ввиду только что приведенных соображений, диаметр аксиальных Ф. (т. е. работающих с осью, параллельной обрабатываемой поверхности) делается всегда больше высоты поля действия Ф. Что касается лобовых Ф., то, работая преимущественно лобовой их поверхностью (т. е. имея свою ось перпендикулярной к обрабатываемой поверхности), они не требуют придания им большой высоты, а потому и при малом диаметре были бы достаточно прочны и не коробились бы при закалке. Но зато стружки, снимаемые лобовыми зубьями Ф., более узки, нежели те, которые снимаются осевыми их зубьями, толщина же их столь же мала, как и для осевых зубьев. Поэтому единственным средством увеличить производительность лобовой Ф., является увеличение ее поля действия, а потому и диаметра. Поэтому те преимущества малого диаметра, которые были перечислены выше, парализуются несравненно значительнейшей потерей от медленности действия Ф. малого диаметра, так как, очевидно, для обработки всякой данной поверхности лобовая Ф. должна пройти эту поверхность тем большее число раз, чем меньше ее диаметр. На основании этого, лобовые Ф. всегда имеют диаметр больший, нежели аксиальные, и диаметр этот достигает в них часто сравнительно огромной величины. Для достижения большей плавности действия Ф. за наименьший ее диаметр следует принять тот, при котором в одновременном действии находятся не менее двух, а еще лучше (на случай поломки) трех зубьев. Спиральная форма зубьев Ф. увеличивает плавность действия Ф. и дает возможность употреблять с полным удобством Ф. малых диаметров. Наконец, для всякого рода Ф., как аксиальных, так и лобовых, пределы их диаметров определяются еще конструкцией самого станка, на котором Ф. должна работать. Число различных скоростей, которые можно сообщить шпинделю фрезерного станка, обыкновенно ограниченно, Ф. же применяются весьма различных диаметров. Поэтому для всякого данного станка наименьший диаметр Ф. будет тот, который, при наибольшем числе оборотов шпинделя, в состоянии еще дать наивыгоднейшую скорость на окружности Ф. и, наоборот, наибольший диаметр Ф. будет тот, который даже при наименьшем числе оборотов шпинделя дает уже предельную допускаемую периферическую скорость. Отсюда видно, что различные ограничивающие обстоятельства заставляют часто отступать от принципа выгодности употребления Ф. малого диаметра и вместо абсолютно наименьших диаметров избирать лишь относительно наименьшие, а в некоторых случаях даже прямо отдавать предпочтение наибольшим диаметрам. На практике наичаще встречаются Ф. с диаметрами в пределах от 40 до 200 мм. В виде исключений, диаметры эти понижаются до 4 мм и повышаются до 250 мм. Последний диаметр есть предельный, примененный до сих пор для Ф. с самородными зубьями. Зато Ф. с вставными зубьями устраиваются диаметром до 1 и даже до 1,5 м, а в виде исключения устраивались такие Ф. диаметром даже до 6 м. К устройству вставных зубьев прибегают не только в тех случаях, когда, по значительности требуемого диаметра, нельзя сделать Ф. цельной, но и при меньших диаметрах, далеко не превосходящих предельного, так как вставным зубьям можно сообщить более выгодные углы заострения и наклона и легко поддерживать их в требуемой степени исправности. Поэтому Ф. с вставными зубьями устраиваются, начиная уже с диаметра в 50 мм. Высота Ф. зависит всецело от рода работы, которую должна выполнять Ф. Единственным ограничением в этом отношении являются технические трудности закалки Ф. слишком тонких или слишком высоких. Самые тонкие прорезные Ф., употребляющиеся для прорезки шпунтов в головках мелких винтов, имеют, например, толщину, не превышающую 1,3 мм. С другой стороны, самые высокие Ф. достигают нередко высоты в 350 мм. Фасонные Ф. старого типа, ввиду трудности нарезки и отточки их зубьев, делаются значительно ниже прямых Ф.; Ф., снабженные спиральной заточкой, нарезаются и затачиваются без особых затруднений, но как те, так и другие Ф. представляют, при длинных фигурных зубьях, большие трудности при закалке, а потому вообще длина (высота) фасонных Ф. не превышает обыкновенно 150—175 мм. Если же требуется более длинный профиль, то предпочитают устраивать сборную Ф. Соотношение между диаметром Ф. и их высотой определяется в зависимости от характера работы, для которой предназначается Ф. Число зубьев Ф. и их толщина оказывают огромное влияние на характер производимой ими работы и их устойчивость, а потому и на продолжительность службы самой Ф. В настоящее время строители Ф. придерживаются правила уменьшать число зубьев на Ф. в пользу усиления толщины каждого отдельного зуба. Прежние же строители держались принципа прямо противоположного. Но при большом числе зубьев толщина их получалась весьма незначительная и промежутки между зубьями весьма мелкие. Вследствие этого стружка, снимаемая такими зубьями, забивалась в мелкие промежутки между ними и лишала зубья их режущей способности. Ф. начинала работать скоблением, портила обрабатываемую поверхность и сама делалась негодной. Затачивание зубьев производилось напилками, а потому требовало предварительного отжига и затем новой закалки Ф.; тонкие зубья при закалке коробились и отклонялись от общего вершинного круга, вследствие чего остальным зубьям приходилось выносить усиленное напряжение. Современные Ф. строятся всегда с малым числом крупных зубьев и широкими промежутками между последними, в которых стружка задерживаться не может. Подтачивание зубьев на современных Ф. производится всегда в закаленном уже состоянии обоими указанными выше способами (фиг. 19 и 20), т. е. или с передней стороны зубьев, или с задней, смотря по тому, имеют ли зубья Ф. задние поверхности плоские или спущенные по спиральным поверхностям. Ф. со спиральной заточкой задней стороны их зубьев, отличающиеся постоянством профиля, даже в совершенно сработавшихся зубьях, предпочитаются во всех тех случаях, когда это постоянство профиля составляет необходимое условие, например при исполнении фасонных работ. При гладких работах, для которых постоянство профиля особой роли не играет, довольствуются Ф., затачивающимися сзади, но сообщают им зубья со спирально изогнутыми лезвиями (фиг. 10), так как такие Ф. работают более плавно. Впрочем, в новейшее время и Ф. со спиральными лезвиями зубьев устраиваются с постоянным углом зубьев (фиг. 21). Такие Ф. затачиваются спереди. Указанные особенности Ф. с постоянным и с переменным профилями заставляют применять к ним и различную разбивку зубьев. Для Ф., затачивающихся сзади, В. Кнаббе предложил следующую эмпирическую формулу для определения шага p, т. е. расстояния между серединами смежных зубьев: p = 1,2√D, где D — диаметр Ф. в мм. На основании этой формулы, шаг и число зубцов Ф. различных употребительных в практике диаметров выразятся нижеследующими цифрами:------------------------------------------------------------------------------------------------------------------------| Диаметр Ф. D, в мм | Шаг p, в мм | Число зубцов N ||-----------------------------------------------------------------------------------------------------------------------|| 20 | 5,23 | 12 ||-----------------------------------------------------------------------------------------------------------------------|| 30 | 6,73 | 14 ||-----------------------------------------------------------------------------------------------------------------------|| 40 | 7,85 | 16 ||-----------------------------------------------------------------------------------------------------------------------|| 50 | 8,72 | 18 ||-----------------------------------------------------------------------------------------------------------------------|| 60 | 9,42 | 20 ||-----------------------------------------------------------------------------------------------------------------------|| 70 | 9,99 | 22 ||-----------------------------------------------------------------------------------------------------------------------|| 80 | 10,92 | 23 ||-----------------------------------------------------------------------------------------------------------------------|| 90 | 11,30 | 25 ||-----------------------------------------------------------------------------------------------------------------------|| 100 | 12,07 | 26 ||-----------------------------------------------------------------------------------------------------------------------|| 120 | 13,46 | 28 ||-----------------------------------------------------------------------------------------------------------------------|| 150 | 14,72 | 32 ||-----------------------------------------------------------------------------------------------------------------------|| 175 | 16,14 | 34 ||-----------------------------------------------------------------------------------------------------------------------|| 200 | 16,97 | 37 |------------------------------------------------------------------------------------------------------------------------Для Ф. со спирально-изогнутыми лезвиями зубьев применяются более крупные деления, т. е. меньшее число зубьев, хотя нет никаких серьезных оснований это делать. Так, французские фирмы принимают:N=D/5+2 (Huré) или N=(D—20)/5+7 (Bouhey).Если Φ. со спиральными лезвиями зубьев имеет зубья лишь аксиальные, то подъем, сообщаемый спиралям, делается обыкновенно равным семерному диаметру Ф. Но если Ф., кроме аксиальных зубьев, имеет еще и радиальные, то, при подобном подъеме спиралей, углы пересечения тех и других зубьев получились бы слишком острые, и зубья в этих местах легко искрашивались бы, а потому в таких смешанных Ф. спиралям зубьев сообщается подъем, равный девятерному или десятерному диаметру Ф. В Ф. со вставными зубьями число последних делается значительно меньше, чем на цельных Ф. того же диаметра, потому что для прочного укрепления зубцов в диске Ф. нельзя их размещать слишком близко, а также и потому, что вставные зубья можно сделать настолько прочными, чтобы они могли выносить безопасно более сильные напряжения, приходящиеся на меньшее число зубьев. Обыкновенно придают Ф. со вставными зубцами следующие числа зубьев, мм:------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------| При D = | 50—100 | 125—250 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 | 1100 | 1200 ||----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|| При N = | 2—7 | 7—10 | 11 | 13 | 15 | 18 | 21 | 24 | 30 | 36 | 42 | 48 |------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------Для Ф., затачивающихся спереди, определенных соотношений между диаметром и числом зубцов не установлено, но число зубьев на них делается значительно меньшее, нежели на Ф. того же размера, но затачивающихся сзади. Относительно взаимного соотношения между толщиной зубьев Ф. и шириной впадин между ними соблюдаются следующие правила: в Ф., затачивающихся сзади, ширина впадины, по вершинному кругу, делается больше толщины зуба у его основания, чтобы увеличить объем впадин и облегчить выделение стружек. Напротив того, во Ф. затачивающихся спереди, в которых толщина зуба по мере стачивания все уменьшается, а ширина впадины все увеличивается, делают начальную толщину зуба больше начальной ширины впадины. Нарезка зубьев на Ф. производится Ф. же, коим придают наружные очертания, соответствующие внутренней форме впадин. При изготовлении обыкновенных Ф. (затачивающихся сзади) применяется нарезающая Ф. в виде усеченного конуса: ординарного (фиг. 5) или двойного (фиг. 11). В первом случае Ф. эта имеет лишь одну серию зубьев, а во втором — две. При нарезке впадин на фрезерном диске нарезающая Ф. ставится (фиг. 24) так, чтобы производящая ac малого конуса направлена была по радиусу Ф. Угол γ делается обыкновенно равным 52°. Зная этот угол, нетрудно уже определить и прочие элементы зуба, а именно: угол заострения β; угол наклона задней грани 90° — δ; высоту зуба h и толщину его у основания e. Углы заострения зубьев Ф., особенно в средних и малых Ф., получаются при нарезке по описанным правилам слишком острыми; напротив того, углы наклона зубьев к обрабатываемой поверхности получаются слишком большие. Поэтому после нарезки зубьев, согласно фиг. 24, концы их стачивают, как показано на фиг. 25, т. е. снимают заштрихованный уголок зуба, причем получается более тупой угол заострения β1 и более острый угол наклона ε1. По мере срабатывания острия зуба угол заострения его будет еще более увеличиваться, так что, наконец, может сделаться равным прямому углу (фиг. 26). Трение зубцов об обрабатываемую поверхность возрастет, работа, расходуемая станком, увеличится, и обработанная поверхность примет грубый шероховатый вид. Поэтому необходимо поддерживать зубья Ф. всегда в должной степени заострения, и многие производители оттискивают на фрезах надпись: "Точить чаще". Обращаясь снова к фиг. 24, видим, что по углам γ, β и радиусу R Ф. нетрудно уже определить и высоту ее зубьев h из равенства:h = D/2(1 — sinβ/sinγ).Подставляя в это выражение различные значения D и β, получим значение h, а также отношения h/D и h/p.Высота лобовых зубьев принимается лишь от 1/3 до 1/4 высоты аксиальных. Поэтому и режущий угол γ в нарезающих Ф. делается для лобовых Ф. значительно больше; обыкновенно его принимают равным 70°. Нарезка зубьев на Ф. постоянного профиля со спущенными по спиральной поверхности задними гранями зубьев и затачивающихся спереди (фиг. 20), производится коническими же Ф., но с очень малым углом заострения (обыкновенно лишь 22°). Это делается с целью увеличить толщину зубьев, которая по мере службы Ф. все более и более стачивается и уменьшается. Угол заострения зубьев в таких Ф. близок к прямому, т. е. сильно отступает от наивыгоднейшего Ф.; зато угол этот, равно как и угол наклона, благодаря спуску задней стороны зуба по спирали, остаются все время постоянными, и работа их не ухудшается, как это имеет место в обыкновенных Ф. Высота зубьев во Ф., затачивающихся спереди, принимается обыкновенно равною 2/3 их шага. Но при постройке Ф. для специальных работ высота зубцов определяется глубиной профиля, который предстоит воспроизводить. Большая часть Ф. снабжаются центральными отверстиями, которыми они надеваются на цилиндрическую оправку формы (фиг. 27). Затем эта оправка своим коническим хвостом вставляется в гнездо шпинделя фрезерного станка. При малом диаметре Ф. они снабжаются самородными оправками (фиг. 5). Для прочного удержания Ф. на оправках употребляются кольца и гайки. Форма тех и других видна из фиг. 27. Тогда, для большей прочности посадки, в оправку врезается шпонка, а в канале Ф. пробирается соответствующей формы канавка.Весьма большое влияние на успешность и качество работы Ф. оказывает скорость, с которой ее зубья надвигаются на обрабатываемый материал. Так как зубья Ф. получают во время работы двоякого рода движение — равномерное круговращательное около их общей оси и равномерное поступательное (абсолютное или относительное) вместе с этой осью, то различают и два рода скоростей, сообщаемых Ф.: периферическую и поступательную. Аналитическая формула, выражающая работу, расходуемую Ф. [Вывод ее — см. в сочинении В. Кнаббе, "Фреза и ее роль в современном машиностроении".], показывает, что работа эта от периферической скорости Ф. не зависит. Зато толщина снимаемой стружки, а следовательно, и напряжение, испытываемое зубьями Ф., от этой скорости весьма зависят (толщина стружки обратно пропорциональна периферической скорости). Поэтому, представляется выгодным сообщать Ф. возможно большую скорость вращения. Но при чрезмерной быстроте вращения Ф. сильно нагревается и может потерять закал. Ф. старого типа не могли работать со скоростями, большими 150—180 мм в секунду при мягком чугуне и железе и 100—120 мм при стали и твердом чугуне. Ф. современной конструкции работают, не нагреваясь, при скоростях вдвое больших. Различными строителями предлагались периферические скорости для стали и твердого чугуна от 100 до 250 мм в секунду, для железа и мягкого чугуна от 250 до 330, для мягких металлов от 400 до 600 мм в сек. Тем не менее, вопрос о наивыгоднейших скоростях Ф. до сих пор еще не решен удовлетворительно. Высшие скорости допускаются обыкновенно лишь для Ф., затачивающихся спереди, а также для Ф. со вставными зубьями. Затем высшие скорости допускаются при поверхностных работах, т. е. когда Ф. погружена в обрабатываемый материал лишь частью своего диаметра; когда же она работает в нем всем своим диаметром, скорости избираются меньшими. Кроме того, сообразуют величину периферической скорости Ф. с величиной их поступательной скорости (подачи). При проходе начерно избирают меньшие периферические скорости, но зато устанавливают более энергичную подачу и, наоборот, при чистовых работах, работают с большой периферической скоростью при умеренной подаче. Приступая к работе, всегда лучше избирать наивысшие скорости, и лишь заметив, что они вызывают сильное нагревание Ф., уменьшать их до безопасной нормы. Для поступательной скорости, с которой ось Ф. надвигается навстречу обрабатываемому предмету, различные строители и потребители Ф. предлагают скорости от 0,38 мм до 1,05 мм в секунду. Ширина поля действия Ф. изменяется в обширных пределах. При поверхностной обработке аксиальными Ф., она редко превышает 20—30 мм, так как больших запасов на обработку в отливках и поковках обыкновенно не допускается. При фрезеровке по шаблонам углубление Ф. местами может, однако же, выйти и более значительное. При прорезке шпунтов Ф. может работать на поле действия равном целому ее диаметру; равным образом и лобовые Ф. обыкновенно работают целым их диаметром. Огромное влияние на работу Ф. оказывает состояние их зубьев. Скорости, вполне безопасные для Ф. исправной, могут вызвать сильное нагревание Ф. с затупившимися или выкрошившимися зубьями. Юрте и Мицшке поясняют влияние на скорость Ф. их формы и характера производимой ими работы.Немаловажное влияние на работу Ф. оказывает самая форма обрабатываемого предмета, а также положение, какое он занимает относительно Ф. Ф. изготовляются из лучших сортов инструментальной стали. Умеренная подмесь в ней вольфрама или марганца повышает твердость и устойчивость Ф., а потому не должна считаться вредной. Прутья стали берутся несколько меньшего диаметра против требуемого диаметра Ф. От них отрубаются куски несколько большей высоты, чем высота Ф., и затем проковкой под молотом диаметр кружка увеличивается, а высота его уменьшается до требуемых размеров. Нагрев производится до светло-красного каления и проковка продолжается, пока металл не побуреет. Прокованные кружки кладутся для отпуска в отработавшую калильную печь и оставляются в ней до полного охлаждения. Механическая обработка Ф. начинается с просверливания в ней цилиндрического отверстия, которое делается несколько меньшего диаметра, против диаметра оправки. Затем отверстие расширяется разверткой и расшлифовывается наждачным кружком на токарном станке. Затем Ф. обтачивается снаружи. При цилиндрической и конической форме Ф. работа эта производится обыкновенным токарным резцом, при фигурной же форме — фасонными резцами АА, заделанными на соответствующий профиль (фиг. 28). Еще сложнее обточка Ф., долженствующих получить зубья с постоянным углом наклона. Для производства этой работы изобретены специальные станки, в которых резец то приближается, то удаляется от геометрической оси станка и обтачиваемого предмета, и эти периодические его передвижения по направлению к оси и от нее повторяются во время каждого оборота обтачиваемого предмета (в данном случае фрезерной болванки) столько раз, сколько Ф. должна иметь зубьев. Первоначально работа такой фасонной обточки производилась над не нарезанными еще фрезерными болванками, причем получалось тело A, вроде изображенного на фиг. 29, на котором места, очерченные пунктирными линиями, соответствуют будущим впадинам. Вглядываясь в положение лезвия резца B и в стрелки, указывающие направления относительного перемещения обрабатываемого тела (перемещается в действительности не тело, а самый резец), нетрудно заметить, что те части поверхности, которые соответствуют будущим зубьям Ф., обрабатываются при условиях, благоприятных для действия резца, те же ее части, которые соответствуют впадинам, обрабатываются в условиях, совершенно неблагоприятных — не резанием, а скоблением. Ввиду этого, в настоящее время, сначала на черновой фрезерной болванке (имеющей форму правильного тела вращения) нарезаются все впадины, а затем уже производится заточка по спиральным поверхностям задних сторон ее зубьев. Резец работает при этом с перерывами и всегда действует в благоприятных условиях. Из той же фигуры видно, что части поверхности, соответствующие отклонениям резца от оси значительно меньше, нежели части ее, соответствующие надвиганиям резца на ось. Цель этого состоит в том, чтобы получить толстые зубья и узкие впадины, характеризующие Ф. с постоянным углом заострения зубьев. Достигается же это соответствующим устройством приспособления, отводящего резец назад и надвигающего его вперед. Оно состоит, в главнейших чертах, из эксцентрического кулака и пружины. Кулак, действуя на салазки резцового суппорта, плавно приближает их к оси станка (в это время резец обрезает дугу спирального задка зуба); коль скоро кулак окончил свое действие, салазки, под действием давящей на них сильной пружины, отскакивают уже не плавно, а весьма быстро снова в наиболее удаленное от оси их положение (в это время резец не режет, так как под ним проходит нарезанная ранее впадина зуба). Независимо от периодических поперечных перемещений резцового суппорта, он получает непрерывный автоматический продольный самоход по прямой (параллельной или наклонной к оси станка) или кривой линии (для последней цели вводится соответственно заделанный шаблон), благодаря чему зубья получают прямые или криволинейные лезвия. Если поперечные отклонения резцовых салазок производить в направлении не перпендикулярном, а наклонном к оси станка, то получаются Ф. с так называемой косой заточкой, у которых угол, образуемый боковой гранью зуба с обрабатываемой поверхностью, не прямой, а острый, что облегчает работу Ф. Наконец, если, помимо упомянутых уже движений, сообщить обтачиваемой Ф. еще перемещение по спиральной линии, то получатся зубья не только со спущенными по спиральным поверхностям задками, но и с лезвиями, идущими по спиральным линиям. Станок, могущий производить подобную сложную работу, был выставлен на выставке 1893 г. в Чикаго саксонской фирмой И. Е. Рейнекер. Его появление составило целую эпоху во фрезерном деле. Образчиками сложнейших Ф., выделываемых на этом станке и соединяющих в своей конструкции принцип спущенных по спиральным поверхностям задков зубьев с принципом спиральной формы самых лезвий этих зубьев и, сверх того, еще принципом косой заточки, могут служить Ф., изображенные на фиг. 21, 22, 23; назначение этих Ф. уже объяснено выше. После поверхностной обточки фрезерной болванки (при Ф., затачивающихся сзади) приступают к нарезке на ней зубьев. Во Ф. со спирально спущенными задками зубьев работа эта, как уже было замечено, предшествует окончательной обточке. Для нарезки зубьев, Ф. устанавливается на специального устройства фрезерный станок. Форма нарезающей Ф., способ установки нарезаемой Ф. и движения, сообщаемые той и другой из них, обуславливаются формой и типом зубьев изготовляемой Ф., т. е. зависит от того, прямолинейны или криволинейны лезвия зубьев, имеют ли они спиральный уклон с задней стороны или просто плоскую грань. Для уяснения операции нарезки зубьев необходимо прежде ознакомиться с устройством фрезерных станков вообще, поэтому о нарезке зубьев на Ф. будет сказано в конце настоящей статьи. После нарезки на Ф. зубцов она подвергается закалке в воде или масле. Погружение в ванну производится быстро. Ф., имеющие малую толщину по сравнению с диаметром, погружаются на ребро, Ф. высокие — плашмя, чтобы охлаждалось сначала тело Ф., а уже затем ее зубья. Охлаждать в ванне следует до полной потери теплоты, иначе теплота, заключенная в массивной средней части Ф., сообщится зубьям и может их снова разогреть и отпустить. Закаленные Ф. поступают на шлифовальный станок, где затачиваются (наждачными точильными дисками) их зубья.Для работы Ф., как режущими инструментами, требуются фрезерные станки, которые приспособлены для сообщения рабочего круговращательного движения самой Ф. с различными скоростями, а также поступательного перемещения (позади) шпинделю, несущему Ф., или обрабатываемому предмету, или, по желанию, тому и другому из этих органов. Кроме того, станки снабжаются нередко приспособлениями для изменения положения оси фрезерного шпинделя или самого обрабатываемого предмета. Поступательные перемещения фрезерного шпинделя или обрабатываемого предмета могут быть производимы по прямым или кривым линиям, в одном или нескольких направлениях, причем они могут быть вызываемы и прекращаемы от руки или автоматически. Взаимным сочетанием рабочего круговращательного движения Ф. с прямолинейным или криволинейным поступательным перемещением фрезерного шпинделя или обрабатываемого предмета достигается возможность обрабатывать Ф. самые разнообразные поверхности, от характера и степени сложности которых зависит и большая или меньшая сложность потребных для их обработки фрезерных станков. Для обработки предметов небольших размеров и веса применяются фрезерные станки типа, представленного на фиг. 30, называемые ручными, так как все перемещения обрабатываемого предмета производятся в них от руки. Предмет этот закрепляется в тисках, установленных на салазках (7), которые посредством рычага (1), зубчатой шестерни и рейки могут передвигаться по их поддону в направлении, перпендикулярном к оси Ф.; самый же поддон этот, при посредстве рукоятки (2), шпинделя и гайки, может (вместе с верхними салазками) передвигаться в направлении, параллельном оси Ф., будучи направляем ребордами углового стола (4). Наконец, стол (4) вместе со всеми находящимися на нем частями может быть передвигаем в вертикальном направлении по направляющим, прикрепленным к колонне станины. Передвижения стола производятся рычагом (3), причем тяжесть передвигаемых частей уравновешивается противовесом (5). Фрезерный шпиндель помещен горизонтально и приводится во вращательное движение ремнем от привода, при помощи ступенчатого шкива (6) с различными скоростями. На ручных станках можно снимать самую тонкую стружку, притом лишь на небольших протяжениях. Для обработки более крупных предметов, имеющих притом преимущественное развитие в одном каком-нибудь направлении, применяются фрезерные станки типа, представленного на фиг. 31. В них перемещение салазок (1), несущих обрабатываемый предмет в направлении, перпендикулярном оси фрезерного шпинделя, производится уже не от руки, а автоматически, действием привода, состоящего из пары ступенчатых шкивов (2) и (3), из которых первый заклинен на задней оконечности фрезерного шпинделя, универсального шарнира (4) с раздвигающимся телескопически промежуточным валиком, бесконечного винта (5) и винтового колеса (6). Последнее заклинено на оконечности шпинделя верхних салазок стола, пропущенного сквозь неподвижную гайку этих салазок и заставляющего салазки перемещаться в пазах поддона. Обрабатываемый предмет зажимается обыкновенно в тисках (7), укрепленных на салазках в таком положении, чтобы его наибольший размер совпадал с направлением автоматического самохода салазок. Поперечное перемещение поддона (вместе с салазками), равно как и поднятие и опускание стола на станине, производятся от руки. Так как Ф. приходится в таких станках работать на значительном удалении от шпиндельной бабки, то оправка поддерживается на свободном ее конце особым центром, укрепленным в подвесном рукаве (8). Этим предупреждается дрожание Ф. во время работы и обеспечивается плавный ее ход. Если простой ременной передачи оказывается недостаточно, то между ременным шкивом и фрезерным шпинделем включается еще одиночная или двойная зубчатая передача, подобно тому, как это делается в токарных станках. В случаях, когда автоматическая работа Ф. представляется необходимой не только в поперечном, но и в продольном направлении, станок снабжается дополнительным приводом, сообщающим самоход в поперечном направлении; а если, сверх того, желательно иметь автоматический самоход и в вертикальном направлении, то устраивается еще и третий привод. Подобный фрезерный станок с тремя самоходными движениями обрабатываемого предмета, в трех взаимно перпендикулярных направлениях (притом, по желанию, как вперед, так и назад), изображен на фиг. 32.Станок этот снабжен двумя фрезерными шпинделями — вертикальным R и горизонтальным P, могущими притом работать не только поочередно, но и одновременно. Салазки Q вертикального шпинделя могут передвигаться в направляющих шпиндельной бабки O горизонтального шпинделя, благодаря чему можно выносить Ф. R на желаемое расстояние от Ф. P, обуславливаемое формой и расположением поверхностей, подлежащих обработке. Ввиду значительных усилий, которые приходится развивать таким станкам, движущий привод состоит из ременной и двух зубчатых передач, отчетливо видных на рисунке, и может дать шесть различных скоростей. От большого зубчатого колеса (2) вращение передается помещенному выше его зубчатому колесу (1) с очень широкими зубьями, заклиненному на горизонтальном валу. От этого вала парой конических колес вращение передается вертикальному фрезерному шпинделю. Большая ширина зубьев верхнего колеса имеет то назначение, чтобы при выдвигании салазок Q сцепление зубчатых колес не нарушалось. От ступенчатого шкива (5) вращение передается такому же шкиву A, а от него горизонтальному валику R, могущему вращаться в ту или другую стороны или совсем останавливающемуся, в зависимости от того, как будет поставлен перекидной рычаг (6). Посредством валов D, E и конических передач вращение валика R передается поперечному валику, несущему на себе бесконечный винт F. Этот винт приводит во вращение винтовое колесо H, заклиненное на шпинделе нижних салазок стола, и тем вызывает продольный самоход стола и обрабатываемого предмета. Перекидной рычаг S с храповым механизмом служит для перемены направления только что упомянутого продольного самохода или для его совершенной отцепки. От валика E приводится во вращение параллельный ему валик N, от которого бесконечным винтом M и винтовым колесом сообщается вращение шпинделю верхних салазок L, и тем получается поперечный самоход обрабатываемого предмета. Наконец, вертикальные перемещения всему столу сообщаются или от руки (маховиком 6), или автоматически, коническими передачами, скрытыми внутри станины и стола и вращающими винт P'. Винт этот, вращаясь в неподвижной гайке стола, вызывает движения его вверх или вниз. Сняв суппорт W и укрепив вместо него рукав Z, можно подпереть свободный конец фрезерной оправки и тем предупредить дрожание Ф., в случае, когда ей приходится работать с большим вылетом. Для обработки очень тяжелых или больших предметов устраиваются фрезерные станки других типов; из них наиболее распространенный представлен на фиг. 33. Стол этого станка состоит из верхних салазок (1), могущих перемещаться (автоматически в поперечном направлении) по нижним салазкам (2). Эти же последние могут перемещаться, автоматически же, в продольном направлении, по поддону (3). Поддон этот лежит прямо на фундаменте, а потому вполне надежен и устойчив. Обыкновенно верхние салазки таких станков снабжаются еще поворотной платформой (4), которая может быть приведена во вращательное движение (автоматически), чем достигается возможность обрабатывать цилиндрические, конические и другие поверхности вращения. Вертикальный самоход в подобных станках сообщается уже не столу, а фрезерному шпинделю, который с этой целью помещается в салазках A, могущих двигаться автоматически по направляющим HH вертикальной станины станка. Обрабатываемому предмету, уложенному на стол (4), могут быть сообщаемы в описываемом станке автоматические перемещения: абсолютные — в двух горизонтальных взаимно перпендикулярных направлениях и по дуге круга и относительное — в вертикальном направлении. Станки эти дополняются еще иногда приспособлением, дозволяющим двигать салазки с укрепленным на них предметом по сложным кривым и тем дающим возможность производить так называемые копировальные работы. Таким образом, станки описываемого типа (их называют станками по типу долбежных, так как в устройстве самоходов стола они весьма сходны с сими последними) пригодны для производства разнообразнейших работ. Движение от потолочного привода передается шкивам I, II и ступенчатому барабану P, а от него, при посредстве ступенчатого шкива O, двойного зубчатого перебора и конических колес, вертикальному фрезерному шпинделю C, несущему Ф. (8). Шкив передает вращение шкиву M и его горизонтальному валику, от которого движутся все самоходы станка, а именно: вертикальный самоход салазок A (шпинделем K и двумя винтовыми передачами, видными на рисунке) и горизонтальные самоходы салазок (1) и (2) стола. Последние вызываются валиком R, винтовой передачей и несколькими цилиндрическими зубчатыми передачами, движущими шпиндели продольных и поперечных салазок. Кроме того, от этих же передач вращается валик (10), вызывающий (винтовой передачей) вращение платформы (4) верхних салазок. Трубка T подводит к Ф. непрерывную струю воды. Салазки A уравновешены противовесами и направляются в их движении штангами DD. Рукоятка S служит для изменения направления хода автоматических подач или для совершенной их остановки. Если станок описанного типа предназначается также и для копировальных работ, то он снабжается для этого дополнительным приспособлением, дающим возможность двигать верхние салазки стола по кривым линиям любого заданного профиля. На фиг. 34 изображен один из видов подобного копировального приспособления. Оно состоит из коленчатого рычага AB, связанного тягой E с нижними салазками F и несущего на себе противовес C. Если освободить салазки от шпиндельного винта, служащего при обыкновенных работах для их передвижения по станине станка, то противовес C будет стремиться оттягивать салазки по направлению стрелки. Приспособление это дополняется роликом, укрепленным на конце кронштейна K, привернутого наглухо к станине H, и шаблоном, прикрепляемым к верхним салазкам L. На фиг. 35 представлен второй (также очень распространенный) тип фрезерного станка для обработки крупных предметов, устроенный по типу строгального станка. Обрабатываемый предмет устанавливается в этом станке на санях F, устроенных совершенно подобно саням продольно-строгального станка и получающих продольное перемещение при посредстве зубчатой рейки и шестерни. Разница лишь в том, что продольное движение стола здесь, как подача, совершается с уменьшенной скоростью и лишь в одном направлении (а не вперед и назад, как в строгальном станке). Движение же в поперечном горизонтальном, а также в вертикальном направлениях сообщается фрезерному шпинделю L. С этой целью его суппорт E помещен подвижно (в горизонтальном направлении) на поперечине A, сама же поперечина может перемещаться вертикально по стойкам BB. Оба эти движения фрезерного суппорта могут производиться автоматически. Механизм, передающий рабочее вращательное движение шпинделю B, устроен так, что действие его не зависит от положения, какое занимает на поперечине A суппорт E. Исходным органом всех самоходов и рабочего движения в этом станке служит вертикальный валик, передающий вращение ходовому валу (1) и шпиндельному винту (2). Первый вызывает круговращательное движение фрезерного шпинделя, второй — самоходную горизонтальную подачу суппорта E. Кроме того, валик D движет, при посредстве цилиндрической (1—2) и двух конических передач, вертикальные шпиндельные винты, скрытые в стойках BB и вызывающие вертикальный самоход поперечины A. Наконец, на нижнем своем конце валик D движет механизм самоходной подачи саней F. Продольный самоход может быть очень велик, но длина поперечного ограничивается длиной поперечины A, которая, по конструктивным соображениям, не может быть сделана слишком большой. Для обработки очень громоздких предметов, коих не только передвижение во время самой работы, но и самое переворачивание затруднительны, фрезерные станки устраиваются так, что обрабатываемый предмет остается неподвижным, а фрезерный суппорт получает, кроме рабочего движения, все три рода подач. На фиг. 36 представлен фрезерный станок, в котором предмет во время его обработки остается безусловно неподвижным (станки этого типа носят название горизонтально-фрезерных, а также фрезерно-сверлильных). Фрезерный суппорт A этого станка может работать в горизонтальном и наклонных положениях (приспособление для его поворачивания в вертикальной плоскости видно на рисунке). Кроме рабочего круговращательного движения, шпиндель этот может еще перемещаться (автоматически) вдоль его оси, что бывает необходимо при растачивательных и сверлильных работах. Затем платформа, на которой укреплен шпиндель, может перемещаться вертикально и автоматически по направляющим BB вертикальной стойки станка; эта же последняя может перемещаться, горизонтально и автоматически, по направляющим CC поддона, лежащего неподвижно на фундаменте. Таким образом, длина горизонтального самохода стойки по поддону обуславливается длиной последнего, а длина вертикального самохода — высотой стойки. Передвижение фрезерного шпинделя вдоль его оси также устраивается на значительную длину, а чтобы он не прогибался, передний конец его вводится иногда в направляющий подшипник особой поддерживающей стойки, устанавливаемой неподвижно на станке. Все роды движения в описываемом станке производятся электромотором D, видным на фигуре и разделяющим все движения стойки станка. Иногда таких станков устанавливается на общей фундаментной платформе два или три, причем поддоны их располагаются под прямыми углами. Таким образом получается возможность обрабатывать предмет со всех сторон, не прибегая к его перестановке. Кроме гладких фрезерных работ, т. е. фрезеровки плоскостей (горизонтальных, вертикальных и наклонных), на станках описываемого типа можно растачивать паровые цилиндры, рассверливать подшипниковые гнезда, сверлить дыры и т. п. Кроме описанных, существует множество фрезерных станков узкоспециального назначения, число которых с каждым днем увеличивается. Некоторые из них сделались необходимыми в каждой отрасли машиностроения. Таковы фрезерные станки для выделки Ф., метчиков и американских сверл и станки для нарезки зубьев на зубчатых колесах. Коснемся здесь хотя бы вкратце станков, применяемых для нарезания зубьев на Ф. Они устраиваются различно, в зависимости от характера и сложности этой работы, которая обуславливается типом нарезаемых Ф. Простейший случай при этом тот, когда Ф. должна получить аксиальные зубья с прямолинейными лезвиями. При нарезке таких зубьев, ось нарезающей Ф. остается во время работы неподвижной и необходимо лишь сообщить прямолинейное поступательное перемещение нарезаемой Ф. вдоль ее оси. К этому простейшему случаю относится нарезка на Ф. зубьев, задние стороны которых спущены по спиральной поверхности, каков бы ни был профиль режущего лезвия этих зубьев, так как впадины между зубьями на таких Ф. всегда прямолинейны. Второй, более сложный случай — тот, когда лезвия зубьев нарезаемой Ф. изогнуты по спирали. Ось нарезающей Ф. и в этом случае может оставаться неподвижной, но нарезаемой Ф. необходимо сообщить сложное движение по спирали, для чего ее приводят одновременно в прямолинейно-поступательное и вращательное движения, надлежаще комбинируя оба эти рода движения. Третий, самый сложный случай — тот, когда лезвия зубьев нарезаемой Ф. хотя и остаются в одной плоскости, но имеют криволинейную форму, притом впадины между этими зубьями очерчены кривыми же линиями, параллельными лезвиям зубьев. В этом случае приходится сообщать передвижения не только нарезаемой, но и нарезающей Ф. и двигать последнюю по кривым самых прихотливых форм. Сверх того, какой бы тип Ф. ни нарезался, необходимо иметь в распоряжении приспособление, которое бы дозволяло, после каждой прорезанной впадины, поворачивать нарезаемую Ф. около ее оси на некоторый определенный угол, определяемый числом нарезаемых зубьев. Для работ первых двух категорий может быть применен один и тот же станок, но для работ третьей нужен особый станок. Станки первого рода, известные под названием универсальных фрезерных (так как, кроме Ф., на них изготовляются и другие режущие инструменты), представляют собой тип обыкновенного фрезерного станка, с неподвижной осью фрезерного шпинделя и со столом, самоходным в одном направлении (перпендикулярном к оси фрезерного шпинделя). Но они дополнены еще приспособлением, дающим возможность сообщать обрабатываемому предмету непрерывное вращательное движение около его собственной оси, а также производить поворачивание его (во время перерывов работы) на определенную часть окружности. Приспособление это, называемое делительной бабкой, устанавливается на верхних подвижных салазках стола. Тип подобного станка представлен на фиг. 37, а делительная его бабка изображена отдельно, в трех различных видах, на фиг. 38.Нарезаемая Ф. надевается на выдающийся конец шпинделя A или же насаживается на оправку, которая хвостом своим вставляется в гнездо шпинделя. Шпиндель помещен в коническом гнезде коробки B, так что может в ней вращаться. На заднем своем конце он несет винтовое колесо D, приводимое во вращение бесконечным винтом E, заклиненным на поперечном валике F. Посредством пары конических колес 5—6 и сменных цилиндрических колес 4—3—2—1 валик F (а следовательно, и шпиндель A) получают непрерывное вращательное движение от шпинделя верхних столовых салазок. Можно сообщать шпинделю повороты и от руки, на желаемую часть окружности, при посредстве рукоятки H, руководствуясь показаниями делительного круга G. Коробка B подвешена на цапфах к стенкам охватывающей ее коробки CC и может поворачиваться в вертикальной плоскости; ось цапф совпадает с осью валика F, благодаря чему, какое бы положение ни придано было коробке B, сцепление винта D с колесом E не нарушается и шпиндель A во всяком его положении может получать вращательное движение. Сообщенный шпинделю наклон поддерживается зажимными винтами, пропущенными сквозь дугообразные прорезы стенок ее, видные на рисунке. Коробка CC укреплена неподвижно на салазках K, которые получают продольный самоход по поддону L, который может поворачиваться в горизонтальной плоскости на нижних салазках стола и устанавливаться под различными углами наклона к оси шпинделя нарезающей Ф. Благодаря описанному устройству, можно сообщать оси нарезаемой Ф. различные углы наклона и в любом из сообщенных положений сообщать ей непрерывное круговращательное движение. Приведя же одновременно в поступательное движение салазки с бабкой, можно сочетанием этих двух движений перемещать каждую точку на поверхности нарезаемой Ф. по спиральной линии, подъем которой определяется надлежащим подбором сменных колес (2) и (3). Так как при нарезании впадин на Ф. требуется погружать нарезающую Ф. в нарезаемую на точно определенную и постоянную глубину, то для удобства отсчитывания этой глубины шпиндель, вращением которого вызывается поднятие и опускание стола станка, снабжается делительным кругом. Приемы фрезерно-нарезных работ выясняются лучше всего на примерах. Положим, что требуется нарезать цилиндрическую Ф. в. 100 мм диаметром о 26-и аксиальных зубьях, имеющих прямолинейные лезвия и затачивающихся с задней стороны. Так как такую Ф. не потребуется приводить при нарезке в наклонное положение, то обточенная начисто Ф. насаживается на оправку, которая вставляется в гнездо шпинделя A, а на другом конце подпирается второй, поддерживающей бабкой M, видной на фиг. 37. Передача от рукоятки H делительного прибора к шпинделю A для каждого станка есть величина вполне определенная — она обыкновенно делается = 40, т. е. 40 полных оборотов рукоятки H соответствуют одному полному обороту шпинделя A. Поэтому в нашем случае, после нарезки каждой впадины, необходимо повернуть рукоятку на 40/26 или на 17/13 частей полного ее оборота. Если на делительных кругах, прилагаемых к станку (фиг. 37), не находится делительных окружностей с 13 точками, то можно воспользоваться окружностями с кратным числом точек, например с 26, 39, 52 и т. д. точками. Положим, взят кружок с 52 точками делений, значит для нарезки каждой новой впадины придется повернуть рукоятку H на 128/52 оборота, т. е. на один полный круг и 28 делений (точек). Глубина впадин для Ф. данных размеров = 11 мм. Соотношение между числом оборотов рукоятки столового делительного прибора и числом оборотов шпинделя, поднимающего стол, делается обыкновенно таким, чтобы один полный оборот рукоятки вызывал поднятие или опускание стола на 0,1 дюйма = 2,54 мм. Следовательно, для погружения нарезающей Ф. в нарезаемую на 11 мм нужно заставить стол подняться на эту величину, а для этого сделать 11/2,54 или 41/3 оборота рукоятки. Установив нарезаемую Ф. на должной высоте, передвигают салазки по направлению оси нарезающей Ф. вперед или назад, пока геометрическая ось оправки, т. е. линия, соединяющая центры бабок C и M, не придет на вертикальную плоскость ΜΝ большого основания конуса нарезающей Ф. (фиг. 39). При таком взаимном расположении Ф. передние грани нарезаемых зубьев примут радиальные направления. При этом предполагалось, что нарезается правая Ф.; если же требуется Ф. левая, то нарезающей Ф. следует сообщить положение, обозначенное пунктиром (взяв притом левую Ф.). Установив затем рукоятку делительного прибора на нулевое деление круга, вставляют в дырочку круга пружинящий штифт рукоятки и этим предупреждают самовольное поворачивание нарезаемой Ф. во время работы. Сделав эти приготовления, приводят во вращение нарезающую Ф., а салазкам сообщают прямолинейный самоход. Тогда зубья нарезающей Ф. прорежут на нарезаемой Ф. канавку заданной глубины. Если требуется нарезать не аксиальные, а лобовые зубья, то нарезающая и нарезаемая Ф. приводятся в относительное расположение, представленное на фиг. 40., и вместо сообщения горизонтального самохода салазкам сообщают вертикальное перемещение всему столу (обыкновенно прямо от руки). При нарезке аксиальных зубьев на конических Ф., установка отличается от описанных выше тем, что оси нарезаемой Ф. (см. фиг. 41) сообщается наклон к горизонту под таким углом, чтобы ребро, ограничивающее снизу впадину между зубьями, приведенное в вертикальную плоскость OP, образуемую большим основанием конуса нарезающей Ф., в то же время находилось в горизонтальной плоскости ΜΝ, касательной к этому основанию. Нарезаемая Ф. движется горизонтально по самоходам верхних салазок стола. Нарезка лобовых зубьев на конических Ф. ничем не отличается от нарезки подобных же зубьев на цилиндрических Ф. Нарезка Ф., затачивающихся спереди (хотя бы лезвия их зубьев были и фигурной формы), производится буквально таким же способом, как аксиальных цилиндрических Ф. с прямолинейными зубьями, затачивающимся сзади. Нарезки Ф. со спирально изогнутыми лезвиями зубьев требует уже специальной установки. Нарезающая Ф. должна в этом случае иметь форму двойного конуса. Нарезаемая Ф. получает перемещение во время работы уже не по прямой, а по спиральной линии. Пусть требуется нарезать 12 спиральных зубьев на Ф. в 50 мм диаметром и 80 мм высотой; глубина зубьев при этих условиях должна равняться 3,85 мм. Подъем спирали (так как Ф. имеет лишь аксиальные зубья) должен равняться семерному диаметру Ф., т. е. 350 мм. Соотношение между шагом винтовой нарезки на шпинделе верхних салазок и передачей от бесконечного винта винтовому колесу шпинделя, несущего нарезаемую Ф., в универсальных фрезерных станках делается обыкновенно таким, что если все передаточные колеса 1, 2, 3, 4 выбраны будут одинакового диаметра, то одному полному обороту шпинделя A и нарезаемой Ф. соответствует продольное его перемещение (вместе с салазками) на 10 дюймов (254 мм). Другими словами, без применения зубчатых колес, изменяющих передачу, все точки на поверхности нарезаемой Ф. описывают спирали с подъемом в 254 мм. А так как в нашем случае требуется, чтобы они описывали спирали с подъемом в 350 мм, то значит, вращение шпинделя A должно быть замедлено в отношении 350/254=1,37. По таблице сменных колес, прилагаемой к каждому станку, этому условно удовлетворяют колеса с 64, 40, 48 и 56 резцами, так как (64×48)/(40×56)=1,37. Эти колеса и устанавливаются в передаточный перебор. Затем определяется угол наклона спирали — подсчетом (принимая в соображение, что тангенс этого угла равняется отношению развернутой окружности Ф. к длине подъема спирали) или графически, построив прямоугольный треугольник, коего катеты равнялись бы один — подъему спирали, другой — окружности Ф. На этот угол поворачиваются верхние салазки. Затем, перемещая салазки с бабкой и нарезаемой Ф. в направлении, параллельном оси нарезающей Ф., добиваются, чтобы прямолинейная производящая ΜΝ одного из конусов нарезающей Ф. (которого именно — это зависит от того, правая или левая Ф. нарезается) прошла через ось нарезаемой Ф. (фиг. 42). Затем, уже описанным выше способом подсчитывается и приводится в исполнение вертикальный подъем стола на величину, равную глубине нарезаемых впадин. Затем остается погрузить штифт рукоятки делительного прибора в нулевую дырочку делительного круга и сообщить нарезающей Ф. рабочее круговращательное, а нарезаемой Ф. — поступательное и одновременно с ним вращательное движения. Для нарезки зубьев на фасонных Ф. старого типа, у которых впадины между зубьями очерчены по кривым, параллельным лезвиям зубцов, требуется специальный станок, в котором нарезающей Ф., кроме рабочего круговращательного движения, могут быть сообщаемы еще поступательные перемещения, вместе с осью, по кривым линиям, соответствующим профилю нарезаемых зубьев, при помощи соответствующих шаблонов. Подобный станок (фиг. 43) от универсального фрезерного отличается, главным образом, устройством фрезерного шпинделя, могущего принимать во время работы различные положения. Шпиндель этот (A), несущий на себе движущий его ступенчатый шкив K, помещен в салазках B, могущих скользить в вертикальных направляющих бабки C. Бабка же эта может передвигаться горизонтально в направляющих станины G станка. Салазки B сочленены шарнирно с кольцом E1, надетым на рычаг D, снабженный рукояткой и противовесом L. Рычаг этот укреплен (шарнирно же) в вилке E, могущей вращаться около вертикальной оси, благодаря чему можно сообщать ему качания около его точки привеса, как в вертикальной, так и в горизонтальной плоскостях. Все эти перемещения рычага передаются и сочлененным с ним салазкам B, а следовательно, и фрезерному шпинделю, и надетой на оконечности последнего Ф. S. А чтобы перемещения рычага и Ф. соответствовали в точности контуру нарезаемой Ф. и глубине впадин, которые на ней нужно нарезать, к рычагу подвешен каточек D1, опираемый на шаблон F. Шаблон этот зажимается неподвижно в тисках, прикрепленных к верхним салазкам станка. Размеры контура шаблона увеличены сравнительно с размерами контура нарезаемой Ф. в отношении разности расстояний этой Ф. и шаблона от точки качания рычага. Таким образом, установив на верхних салазках станка делительную бабку, а в ней нарезаемую Ф., и оставляя последнюю неподвижной, приводят во вращение нарезающую Ф. и катят ее (действуя на рукоятку рычага) по поверхности нарезаемой Ф., опирая все время ролик D1 на шаблон F. Чтобы нарезающая Ф. могла свободно следовать всем изгибам профиля, необходимо сообщить ей радиус, меньший радиуса закругления самого мелкого из контуров, по которым очерчен профиль зубьев нарезаемой Ф. Шаблоны изготовляются для каждой нарезаемой Ф. особо, для чего на фрезерный шпиндель, вместо Ф., надевают ролик равного с ней диаметра, в рычаг, вместо ролика, закрепляют карандаш, а в тисках, вместо шаблона, лист латуни, из которого шаблон должен быть вырезан. Тогда, водя рычагом, заставляют ролик бежать по контуру нарезаемой Ф., причем карандаш чертит тот же контур на латунном листе. Остается вырезать на листе этом контур и осадить лист в тисках на глубину, пропорциональную желаемой глубине впадин на Ф.Хотя первый толчок развитию фрезерного дела и первые идеи многих усовершенствований принадлежат американским машиностроителям, но в деле применения Ф. первенствующее место принадлежит, бесспорно, Германии. Довольно сильно развито фрезерное дело также в Бельгии, слабее в Австрии, Франции и Швейцарии. В России, за последнее десятилетие, сделано в этом отношении довольно много, но все-таки далеко еще не столько, сколько бы можно было ожидать по размерам и оборотам ее механического производства.В. Кнаббе.
Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона. — С.-Пб.: Брокгауз-Ефрон. 1890—1907.