- Машина непрерывного литья заготовок
-
 Модель МНЛЗ
Модель МНЛЗ
 Карусельный механизм смены ковша над промежуточным ковшом. На каждой стороне карусели вес до 200т
Карусельный механизм смены ковша над промежуточным ковшом. На каждой стороне карусели вес до 200тМНЛЗ — машина непрерывного литья заготовок (или УНРС — установка непрерывной разливки стали). В настоящее время около 60 % отливаемых непрерывным литьем заготовок разливается на слябовых МНЛЗ. Жидкая сталь непрерывно заливается в водоохлаждаемую форму, называемую кристаллизатором. Перед началом заливки в кристаллизатор вводится специальное устройство с замковым захватом («затравка»), как дно для первой порции металла. После затвердевания металла затравка вытягивается из кристаллизатора, увлекая за собой формирующийся слиток. Поступление жидкого металла продолжается и слиток непрерывно наращивается. В кристаллизаторе затвердевают лишь поверхностные слои металла, образуя твердую оболочку слитка, сохраняющего жидкую фазу по центральной оси. Поэтому за кристаллизатором располагают зону вторичного охлаждения, называемую также второй зоной кристаллизации. В этой зоне в результате форсированного поверхностного охлаждения заготовка затвердевает по всему сечению. Этот процесс слиткообразования является способом получения слитков неограниченной длины. В этом случае по сравнению с разливкой в изложницы резко уменьшаются потери металла на обрезку концов слитков, которые, например, при литье спокойной стали составляют 15—25 %. Кроме того, благодаря непрерывности литья и кристаллизации, достигается полная равномерность структуры слитка по всей его длине.
Основными производителями непрерывнолитых слябов в мире являются Япония, США, КНР, Германия, Корея и Россия. На их долю приходится более двух третей мирового объема производства слябов. Сейчас в мире насчитывается чуть более 500 слябовых МНЛЗ с общим числом ручьев свыше 700 шт.
Различают 4 конструкции МНЛЗ:
- вертикальные;
- криволинейные;
- радиальные.
- горизонтальные
По количеству ручьёв МНЛЗ разделяют на 1—7 ручьевые.
В зависимости от геометрии слитка МНЛЗ делятся на
- слябовые;
- блюмовые;
- сортовые.
На нижнем рисунке показан подъёмно-поворотный стенд.
Содержание
История
Идея непрерывного литья была выдвинута в середине XIX в. Г. Бессемером, который предлагал разливать жидкую сталь между двумя водоохлаждаемыми валками. Однако не только при том уровне техники, но и в настоящее время реализовать такую идею бесслитковой прокатки невозможно. В 1943 г. С. Юнган разработал подвижный кристаллизатор для разливки заготовок. В Японии и СССР освоение МНЛЗ началось в 1955 г. Тогда на заводе «Красное Сормово» заработала первая машина непрерывного литья заготовок, созданная под руководством академика И. П. Бардина, удостоенного за эту работу Ленинской премии[1].
Начало 1970-х годов характеризуется широким промышленным внедрением машин непрерывной разливки слябовой заготовки. На смену низкоскоростным вертикальным МНЛЗ(УНРС) пришли радиальные и криволинейные машины, имеющие значительно большую скорость разливки.
Оборудование и процесс
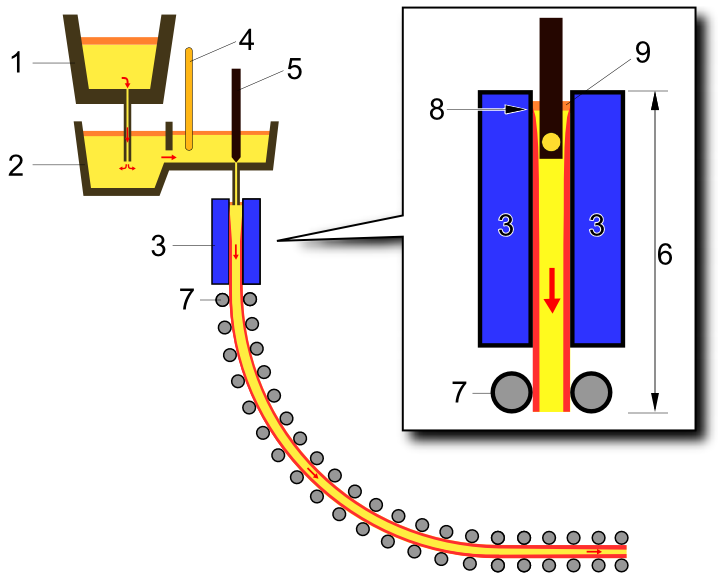
 Схема установки непрерывного литья
Схема установки непрерывного литьяМНЛЗ состоит из сталеразливочного (1) и промежуточного (2) ковшей, водоохлаждаемого кристаллизатора (3), системы вторичного охлаждения, устройства для вытягивания, оборудования для резки и перемещения слитка.
После выпуска металла из сталеплавильного агрегата, доводки по химическому составу и температуре на АКП, ковш поднимается литейным краном на поворотный стенд МНЛЗ. Поворотный стенд представляет собой вращающуюся конструкцию с двумя позициями для установки ковшей. После опустошения ковша в позиции разливки, стенд поворачивается на 180° и уже полный ковш находится в позиции разливки. После открытия шибера ковша (1), жидкий металл начинает поступать в промежуточный ковш (2). Пром-ковш является своего рода буфером между сталь-ковшом и кристаллизатором (3). После открытия стопора (5) (стопорный механизм позволяет плавно регулировать поток металла в кристаллизатор, поддерживая в нем постоянный уровень) пром-ковша металл поступает в кристаллизатор. Кристаллизатор представляет собой водоохлаждаемую конструкцию, которая при помощи серво-клапана совершает вертикальные колебания, для предотвращения застывания металла на стенках кристаллизатора. В зависимости от конструкции МНЛЗ размеры кристаллизатора могут варьироваться. В кристаллизаторе происходит застывание стенок сляба. Далее, под воздействием тянущих роликов (7) сляб попадает в зону вторичного охлаждения (криволинейный участок ручья), где на металл через форсунки разбрызгивается вода. После выхода металла на прямолинейный участок ручья, происходит отрезание слябов (газовая резка или ножницы).
Пуск литья, управление процессом и проблемы
 Выход затравки из дугового участка ручья (до отделения)
Выход затравки из дугового участка ручья (до отделения)Для пуска процесса непрерывного литья, перед открытием шибера на пром-ковше, на радиусный участок ручья заводится «затравка», таким образом в районе кристаллизатора образуется своего рода карман. После наполнения этой полости металлом начинается вытягивание «затравки». На конце радиусного участка расположен механизм отделения затравки. После отделения она отводится рольгангом на большей скорости, чем скорость разливки.
Преимущества МНЛЗ перед разливкой в изложницу
По сравнению с прежним методом разливки стали в изложницу при непрерывной разливке можно сократить не только время за счет исключения некоторых операций, но и капиталовложения (например, на сооружение обжимных станов). Непрерывная разливка обеспечивает значительную экономию металла вследствие уменьшения обрези и энергии, которая тратилась на подогрев слитка в нагревательных колодцах. Исключение нагревательных колодцев позволило в значительной степени избавиться от загрязнения атмосферы. По ряду других показателей: качеству металлопродукции, возможности механизации и автоматизации, улучшению условий труда непрерывная разливка также эффективнее традиционных способов. Но непрерывная разливка имеет и Отрицательные стороны. Стали некоторых марок, например кипящие, нельзя разливать по этому методу, малые объемы разливки сталей различных марок повышают их себестоимость, неожиданные поломки оказывают большое влияние на снижение общей производительности.
Усовершенствования
В настоящее время все большее распространение получает метод электромагнитного торможения потока стали, попадающей в кристаллизатор. Это дает возможность существенно снизить скорость движения потоков, ограничить их проникновение вглубь жидкой фазы заготовки, а также обеспечить их рациональное движение. Вероятно, в ближайшее время этот метод получит развитие в совокупности с использованием погружных стаканов оптимальной геометрической формы, которая будет создаваться для каждого конкретного случая.
Кристаллизатор МНЛЗ работает как теплообменник, задача которого состоит в быстром отводе тепла от стали, проходящей через него. К краю кристаллизатора корка отливки начинает утолщаться, при этом изнашивая поверхность кристаллизатора. Кроме того, диффузия меди из кристаллизатора приводит к появлению брака — трещин на поверхности отливок. Во многих случаях износ медной стенки кристаллизатора и захват меди отливкой могут быть предотвращены с помощью нанесения защитных покрытий на нижнюю часть кристаллизатора. В конце XX века для защиты активно применялись хромовые и никелевые покрытия. Во многих странах они превалируют и сейчас. Никель может наноситься различными способами и толщинами, обладает близким к меди коэффициентом теплопередачи. В начале XXI века началось активное внедрение технологий газотермического напыления для защиты плит кристаллизаторов МНЛЗ с помощью керамических, металлокерамических покрытий, покрытий из сплавов. Эти покрытия позволяют обеспечить еще лучшую защиту поверхностей кристаллизатора. Разработаны методы высокоскоростного газопламенного напыления покрытий, которые позволяют нанести металлокерамические материалы с превосходными противоэрозионными характеристиками и хорошей теплопередачей. Газотермические покрытия имеет смысл наносить на всю рабочую поверхность кристаллизатора. Из-за меньшего коэффициента теплопроводности металлокерамических покрытий становится возможным уменьшить и более точно контролировать скорость охлаждения мениска. Такой тип охлаждения часто называют «мягким», и он позволяет обеспечить более равномерное формирование слитка и более равномерный профиль температуры, что позитивно влияет на производительность кристаллизатора и качество литья.
См. также
Примечания
Ссылки

Для улучшения этой статьи желательно?: - Переработать оформление в соответствии с правилами написания статей.
- Исправить статью согласно стилистическим правилам Википедии.
- Найти и оформить в виде сносок ссылки на авторитетные источники, подтверждающие написанное.
Литьё, Литейное производство Виды литья Художественное • По газифицируемым моделям • Каслинское • В кокиль • Под давлением (пластмасс, металлов) • Электрошлаковое Связанные статьи История производства и использования железа • Пресс-форма • Формовочная смесь • МНЛЗ Категории:- Металлургия
- Литьё



Wikimedia Foundation. 2010.